Centre de ressources Liquid Crystal
Sommaire
Premiers pas avec Magna
Ce que vous recevez
Magna
Vous recevrez une imprimante 3D Magna prête à l'emploi, ainsi que son coffret d'accessoires.

- Bouton de fixation du plateau d'impression: sert à fixer et à détacher le plateau d'impression du bras.
- Plateforme d'impression- un ensemble en aluminium présentant les caractéristiques suivantes :
- Revêtement ResinGlide pour un nettoyage facile et l'élimination de l'excès de résine.
- Surface rugueuse de la plate-forme d'impression pour améliorer l'adhérence de l'impression.
- Pré-calibré en usine afin de garantir que la surface inférieure du plateau d'impression soit plane et parallèle à l'écran LCD.
- Des plateaux d'impression interchangeables pouvant être remplacés d'une imprimante à l'autre sans nécessiter de recalibrage ni de retour à l'origine. Il est recommandé de disposer d'au moins deux plateaux par imprimante.
- Cuve à résine- Contient la résine nécessaire à la réalisation des impressions, avec les caractéristiques suivantes :
- Becs verseurs permettant de reverser la résine dans son récipient.
- Jauge de niveau permettant d'indiquer la quantité de résine présente dans la cuve.
- Film pour cuve résistant offrant une faible adhérence au décollement et des impressions précises tout au long de sa durée de vie.
- Bouton d'arrêt/de réinitialisation : en cas de fuite de résine, celle-ci peut pénétrer dans les capteurs de fuite de la cuve ; ces capteurs empêchent la résine d'endommager le système « Blow-Peel » en fermant les vannes et en alertant l'utilisateur par une alarme. Vous trouverez une explication de la procédure de nettoyage à suivre après une fuite de la cuve dans la section « Maintenance ».
- Bouton d'alimentation : permet d'allumer et d'éteindre le Magna ; peut être utilisé pour couper l'alimentation en cas d'urgence.
- Port USB : permet de transférer les fichiers découpés via la clé USB fournie ou toute autre clé USB non protégée par mot de passe.
- Interface graphique à écran tactile : cette interface interactive permet aux utilisateurs de contrôler, de connecter et d'entretenir Magna.
- Écran LCD – Un écran LCD 4K de 24 pouces affiche les tranches du fichier d'impression et permet de durcir la couche de résine entre le film du bac et la plate-forme d'impression. L'écran est protégé par un film de protection transparent.
- Interrupteur de porte et dispositif de verrouillage: dispositif de sécurité qui interrompt le mouvement du bras d'impression si la porte est ouverte pendant l'impression.

- Poignées de levage : ces poignées peuvent être utilisées pour déplacer Magna vers un nouvel emplacement. Veuillez consulter le guide d'installation pour plus d'informations.
- Raccord d'aspiration : permet de raccorder le Magna à une unité d'aspiration externe si nécessaire. Veuillez consulter le guide d'installation du Magna pour plus d'informations.
- Prise d'alimentation : cette prise a été soigneusement sélectionnée afin de garantir une alimentation électrique sûre et fiable.
- Port USB pour clé Wi-Fi : permet de brancher la clé Wi-Fi fournie afin d'améliorer la détection du Wi-Fi par Magna et sa connexion à un réseau sans fil local sécurisé.
- Connexion réseau RJ45/Ethernet – Le Magna peut être connecté en toute sécurité à un réseau local (LAN) ou à un réseau RJ45.
Boîte d'accessoires

| 1) 1 x cordon d'alimentation | 7) 1 tournevis Pozi2 | 13) 12 cotons-tiges à embout en mousse | 19) 20 petites vis pour cuve – pour remplacer le film de la cuve |
| 2) 1 clé USB de 32 Go | 8) 5 filtres en papier imprégnés de résine | 14) 4 pipettes | 20) 20 grandes vis pour cuve – pour remplacer le film de la cuve |
| 3) 1 clé Wi-Fi | 9) 1 entonnoir | 15) 1 joint pour soufflerie | 21) 2 kg de résine noire dure et 2 kg de résine blanche pour modèles dentaires |
| 4) 1 x raccord d'aspiration de 100 mm | 10) 2 paires de gants | 16) 2 joints pour réservoir | |
| 5) 1 grattoir | 11) 1 outil de nettoyage pour cuve | 17) 2 films de cuve | |
| 6) 1 tournevis Pozi1 | 12) 1 spatule souple | 18) 1 tapis en mousse pour le nettoyage de la cuve |
Boîte d'accessoires

1) 1 x cordon d'alimentation
2) 1 x clé USB 32 Go
3) 1 x adaptateur Wi-Fi
4) 1 x embout d'extraction 100 mm
5) 1 x grattoir
6) 1 x tournevis Pozi1
7) 1 x tournevis Pozi2
8) 5 x filtres en papier imprégnés de résine
9) 1 x entonnoir
10) 2 x paires de gants
11) 1 x outil de nettoyage de cuve
12) 1 x spatule souple
13) 12 x cotons-tiges à embout en mousse
14) 4 x pipettes
15) 1 x joint pour cuve de démoulage
16) 2 x joints pour cuve
17) 2 x films pour cuve
18) 1 x tapis en mousse pour le nettoyage de la cuve
19) 20 x petites vis pour cuve - pour remplacer le film de la cuve
20) 20 x grandes vis pour cuve - pour remplacer le film de la cuve
21) 2 kg de résine dure noire et 2 kg de résine blanche pour modèles dentaires
Préparatifs avant de recevoir votre imprimante
Lumière ambiante
Utilisez votre imprimante dans un environnement peu éclairé. Évitez toujours l'exposition directe au soleil. Un éclairage rouge est idéal, car il n'interagit pas avec la résine. Il est recommandé de manipuler la résine dans un environnement peu éclairé, à l'abri de la lumière directe du soleil. La température de fonctionnement doit être maintenue de manière constante, idéalement entre 20 et 25 °C.
Lieu
Liquid Crystal pèse 110 kg. Lorsque vous choisissez un emplacement adapté pour votre Liquid Crystal , assurez-vous que l'espace est adapté à son poids et prévoyez une zone d'accès suffisante (voir les figures 3 et 4). Sauf indication contraire, toutes les dimensions indiquées sur les schémas sont exprimées en millimètres. Tenez compte des aspects ergonomiques liés à l'utilisation de la machine.

Extraction
Liquid Crystal est équipée d'un orifice d'extraction à l'arrière, muni d'un cache. Ce cache est fixé par quatre vis (Figure 9). Un raccord de 100 mm est fourni dans le coffret d'accessoires. Il peut être fixé à l'arrière de la machine une fois le cache retiré. Réutilisez les quatre vis pour fixer le raccord. Cela vous permettra de raccorder un conduit de 4 pouces à l'imprimante.
Une ventilation par aspiration est recommandée si la Magna est utilisée dans un espace confiné ou mal ventilé. Elle ne devrait pas être nécessaire dans la plupart des cas. Les vapeurs dégagées lors du processus d'impression ne sont pas nocives, mais leur odeur peut être désagréable. Le volume d'air à l'intérieur de l'imprimante est d'environ 320 litres (0,32 m³). Il convient de ne pas dépasser 2 renouvellements d'air par minute. Cela correspond à un débit de 640 litres par minute ou 38 m³ par heure. Un débit plus élevé entraînerait un refroidissement excessif de la résine, ce qui pourrait nuire aux performances d'impression. Cela augmenterait également le niveau sonore et risquerait d'aspirer de la poussière à l'intérieur de l'imprimante. Dans les cas où un débit d'extraction plus élevé doit être utilisé, la plupart des vapeurs peuvent être éliminées de la Magna en quelques minutes seulement. Une fois chaque impression terminée, activez l'extraction pendant un court instant avant d'ouvrir la porte de l'imprimante.
Photocentric les systèmes d'extraction BOFA pour la connexion à l'imprimante Liquid Crystal et à la station Air Wash L. Pour plus d'informations, cliquez ici.
Puissance
Liquid Crystal nécessite une alimentation secteur mise à la terre d'une tension comprise entre 100 V CA et 240 V CA et d'une fréquence comprise entre 50 Hz et 60 Hz. Sa consommation électrique maximale est de 1 300 W et sa consommation moyenne de 500 W. Elle consomme un courant de 7,0 A lorsqu'elle est connectée à une alimentation de 240 VCA, ou de 13,5 A lorsqu'elle est connectée à une alimentation de 100 VCA. Connectez Liquid Crystal à la prise secteur uniquement à l'aide du câble d'alimentation fourni. La prise d'alimentation de l'imprimante se trouve à l'arrière de la machine, sur le côté droit (Figure 10). Branchez toujours le câble d'alimentation à la prise secteur et à l'imprimante avant de mettre l'appareil sous tension à la prise secteur. De même, coupez toujours l'alimentation à la prise secteur avant de débrancher le câble d'alimentation de l'imprimante ou de la prise secteur. Le bouton d'alimentation se trouve à l'avant de l'appareil, sur le côté droit (Figure 11). En cas d'urgence, éteignez l'imprimante en appuyant sur le bouton d'alimentation.

Connectivité
- Liquid Crystal est équipé d'un port USB et d'une prise réseau RJ45 à l'arrière.
- Branchez la clé Wi-Fi (fournie) sur le port USB si vous souhaitez accéder à votre imprimante via une connexion Wi-Fi.
- Branchez un câble réseau (par exemple, un câble CAT6) dans la prise RJ45 si vous souhaitez accéder à votre imprimante via une connexion réseau filaire.
- Le port USB situé à l'avant de l'imprimante vous permet de charger des fichiers d'impression à l'aide d'une clé USB.

Configuration minimale requise
- Windows 7, 8 ou 10.
- Vitesse de processeur minimale de 2,0 GHz ; 2 cœurs recommandés, 4 cœurs souhaités.
- Carte graphique compatible avec OpenGL version 3.0 ou supérieure. Nous vous recommandons d'utiliser une carte graphique présentant au moins les caractéristiques techniques de la NVIDIA GTX 1050.
- .NET Framework version 4.0
- Système 64 bits : 2 Go de RAM au minimum, 4 Go recommandés.
- Système 32 bits : 1 Go de RAM minimum, 2 Go recommandés.
Vous pouvez exécuter le logiciel sous macOS en utilisant une machine virtuelle sur laquelle Windows est installé.
Installation de Magna
Déballage de Magna
Conservez la caisse pour une utilisation ultérieure.



Élévateur LC Magna
Nous vous recommandons d'utiliser un chariot élévateur ou un transpalette pour manipuler votre Liquid Crystal . Soulevez l'imprimante par l'avant ou par l'arrière, et non par le côté. Réglez l'écartement des fourches de manière à ce que celles-ci s'insèrent entre les pieds. Assurez-vous que les fourches s'engagent complètement sous l'imprimante avant de la soulever ; ainsi, le poids sera réparti sur les éléments structurels du châssis de l'imprimante.


Un mauvais levage de la Magna peut causer de graves dommages à la machine. Si l'imprimante doit être transportée sur une certaine distance à l'aide d'un chariot élévateur, fixez-la aux fourches à l'aide de sangles à cliquet afin d'éviter qu'elle ne bouge ou ne rebondisse sur les fourches. Vous pouvez utiliser des morceaux de tapis en caoutchouc pour protéger l'imprimante contre les dommages causés par les fourches.
Vous pouvez également soulever Liquid Crystal à l'aide d'un treuil ou d'un palan. Assurez-vous que l'équipement utilisé est adapté à la charge à soulever. Retirez la porte de l'imprimante en déclipsant les charnières (Figure 7). Soutenez toujours le poids de la porte. Cette opération doit être effectuée à deux. Retirez les deux panneaux rectangulaires situés à l'arrière de la machine (Figure 8). Deux sangles de levage peuvent être enfilées à travers la machine, de l'avant vers l'arrière. Fixez les deux extrémités de chaque sangle au crochet de levage. Assurez-vous que les sangles sont conçues pour supporter la charge en toute sécurité. Sachez que les sangles peuvent bouger lorsque la machine est soulevée. Des morceaux de mousse ou de carton peuvent être utilisés pour protéger l'imprimante contre les dommages causés par les sangles. Si l'imprimante est transportée sur un palan mobile, veillez à toujours la maintenir stable et sous contrôle.
S'il s'avère nécessaire de soulever manuellement Liquid Crystal , quatre personnes seront nécessaires. Retirez la porte et les panneaux de protection comme décrit ci-dessus. Cela permet de disposer de quatre points d'appui sûrs aux coins supérieurs de l'imprimante. Il est également possible de soulever la machine par sa base. Il peut être plus sûr de soulever la machine en deux étapes. Utilisez une table basse ou une pile de palettes pour obtenir une surface stable à une hauteur intermédiaire. Portez des gants de sécurité dotés d'une surface antidérapante pour éviter de glisser. Assurez-vous que toutes les personnes impliquées sont à l'aise avec le poids. Respectez les consignes de sécurité en matière de levage. Lorsque vous soulevez l'imprimante par la base, veillez à ce qu'elle reste toujours à l'horizontale et stable.


Configuration de l'imprimante
Votre imprimante est désormais installée à un endroit approprié, prête à être configurée. La prise d'alimentation se trouve à l'arrière de l'appareil, sur le côté droit. Branchez la Magna au secteur uniquement à l'aide du câble d'alimentation fourni. Branchez toujours le câble d'alimentation d'abord sur la prise secteur, puis sur l'imprimante avant de la mettre sous tension à l'aide du bouton d'alimentation situé à l'avant (comme illustré ci-dessous). De même, éteignez toujours l'appareil à l'avant avant de débrancher le câble d'alimentation.
Une fois que Magna est branché sur le secteur, il faut retirer les blocs de mousse qui protègent l'écran pendant le transport avant de lancer l'impression.
1. Fermez le capot de l'imprimante.
2. Sélectionnez « Maintenance » sur la page d'accueil de l'interface graphique.
3. Sélectionnez « Plateforme élévatrice » et attendez que le bras de l'imprimante atteigne sa position d'origine.
4. Une fois le déplacement terminé, ouvrez la porte de l'imprimante et retirez les blocs de mousse.
5. Retirez le film de protection de l'écran de l'interface graphique.
L'imprimante est désormais prête à l'emploi.
L'interface utilisateur
L'interface graphique Liquid Crystal est le principal outil permettant aux utilisateurs d'imprimer, de contrôler, d'entretenir et de connecter l'imprimante à un réseau.
La page « Accueil » donne accès à différents menus. Il est possible de revenir à la page « Accueil » depuis tous les autres menus.
La rubrique « Fichiers d'impression » affiche les fichiers stockés sur l'imprimante qui ont été téléchargés et sont prêts à être imprimés.
La rubrique « Maintenance » offre toutes les fonctionnalités d'entretien de l'imprimante.
Installation de Photocentric
Une clé USB de 32 Go est fournie avec votre Magna ; elle contient le numéro de licence de Photocentric . Cela vous permet d'activer une licence perpétuelle sur deux PC au maximum. Vous pouvez télécharger Photocentric ici.
1. Décompressez le dossier zip Photocentric et lancez l'application .msi. Si Windows Defender empêche le lancement de l'installation, cliquez simplement sur « Plus d'informations », puis sur « Exécuter quand même » pour lancer le processus d'installation. L'assistant d'installation s'affichera alors à l'écran. Pour poursuivre l'installation, cliquez simplement sur « Suivant ».
2. Sélectionnez maintenant l'emplacement où vous souhaitez enregistrer l'installation. Si vous souhaitez modifier cet emplacement, cliquez simplement sur « Parcourir » et sélectionnez le nouvel emplacement de votre choix. Une fois l'emplacement sélectionné, cliquez sur « Suivant » pour lancer l'installation du logiciel.
3. L'installation est maintenant terminée. Cliquez sur « Fermer » ; vous pouvez désormais ouvrir le logiciel.
4. Lorsque vous lancerez le logiciel, vous verrez une section vous permettant de saisir votre numéro de licence, qui se trouve sur la clé USB dans l'enveloppe du coffret d'accessoires. Cliquez sur cette section et saisissez le numéro de licence qui vous a été fourni dans le champ indiqué, comme illustré.

Le logiciel est proposé avec une période d'essai de 30 jours. Si vous souhaitez profiter de cette période d'essai avant d'activer votre licence, il vous suffit de cliquer sur « Poursuivre l'évaluation ».
Génération de fichiers CRS pour LC Magna .2
Pour tirer pleinement parti du logiciel Crystalliser pour LC Magna , vous devez télécharger le convertisseur PFP pour Photocentric . Cela vous permettra de convertir vos fichiers CWS en profils CRS.
Veuillez suivre les instructions fournies ici. Assurez-vous également d'avoir installé la dernière version de Crystalliser.
Se connecter à un réseau
Magna peut être connecté à un réseau afin de faciliter le téléchargement et la suppression des fichiers d'impression, ainsi que de surveiller à distance les impressions en cours.
Une fois votre Liquid Crystal allumé, branchez le câble Ethernet ou la clé Wi-Fi pour établir une connexion réseau. Cela permet de télécharger des fichiers d'impression et d'effectuer une surveillance à distance. Ces instructions constituent un guide pour configurer la connexion et télécharger un fichier d'impression par différents moyens.
Connexion à un réseau via Ethernet
- Allumez Magna à l'aide de l'interrupteur d'alimentation situé à l'avant. Branchez un câble Ethernet dans la prise prévue à cet effet à l'arrière de l'imprimante. Une fois le câble Ethernet branché, l'adresse IP s'affichera dans le coin supérieur gauche de la page d'accueil.
- Saisissez l'adresse IP de l'imprimante dans la barre de recherche.
Se connecter à un réseau via Wi-Fi
1. Branchez la clé Wi-Fi sur le port USB situé à l'arrière de l'imprimante.
2. Sur l'écran « Accueil », sélectionnez « Réseau ».
3. Sélectionnez le réseau souhaité dans la liste.
4. Sélectionnez « Se connecter ».
5. Sélectionnez « Mot de passe ».
6. Saisissez le mot de passe de ce réseau à l'aide du clavier à l'écran. Pour afficher les caractères du mot de passe, cliquez sur l'icône en forme de cadenas située à droite du champ de saisie.
7. Sélectionnez « Se connecter » et attendez que la connexion soit établie.
8. Sélectionnez « Principal ».
9. L'icône Wi-Fi en haut à gauche de la page d'accueil devrait désormais être verte. L'adresse IP devrait s'afficher à côté.
Transfert de fichiers en ligne
1. Connectez-vous à un réseau ; pour plus d'informations, consultez la section « Connexion à un réseau via Wi-Fi ».
2. Ouvrez un navigateur Web sur votre PC.
3. Saisissez l'adresse IP de l'imprimante dans la barre de recherche.
4. Sélectionnez « Documents à imprimer » dans les onglets situés en haut de l'écran.
5. Sélectionnez « Télécharger ».
6. Cliquez sur « Choisir un fichier » et localisez le fichier d'impression sur votre ordinateur ; le nom du fichier s'affichera à droite du bouton « Choisir un fichier ».
7. Cliquez sur « Télécharger un fichier » ; une barre de progression s'affichera.
8. Une fois cette opération terminée, la liste « Documents à imprimer » sera mise à jour pour inclure le nouveau fichier.
9. Dans l'interface graphique Magna, accédez à l'écran « Main » et sélectionnez « Print Files »
Vous pouvez suivre l'avancement des impressions dans la section « Tâches d'impression » de la page. Pour supprimer des fichiers, rendez-vous dans l'onglet « Fichiers à imprimer » en haut de la page, puis cliquez sur le fichier concerné et sélectionnez « Supprimer ».
Connexion via USB
Liquid Crystal est équipée d'un port USB et d'une prise réseau RJ45 à l'arrière. Pour transférer un fichier d'impression vers la Magna.
1. La clé USB doit être formatée au format FAT32, puis copiez le fichier sur la clé USB
2. Branchez la clé Wi-Fi fournie dans le port USB.
3. Sélectionnez « Imprimer les fichiers » sur la page « Accueil ».
4. Cliquez sur « Actualiser » ; le nouveau fichier d'impression devrait s'afficher au bout de quelques secondes.
Téléchargement via HTTP
Une fois le fichier préparé et découpé dans Photocentric , il peut être envoyé à l'imprimante directement depuis le logiciel, à condition que celle-ci soit connectée au réseau.
1. Sélectionnez « HTTP Upload to Machine » dans le menu « Slice » de la barre d'outils.
2. Saisissez l'adresse IP de l'imprimante au format suivant : http://xxx.xxx.xx.xxx:9091/services/printables/uploadPrintableFile/
3. Cliquez sur « Sélectionner » pour choisir le fichier segmenté à partir de l'emplacement où il a été enregistré, puis cliquez sur « Télécharger vers la machine ».
4. Cliquez sur « Actualiser » sur la page « Fichiers d'impression » de l'imprimante pour afficher le fichier téléchargé.
5. Vous pouvez accéder au fichier d'impression et suivre la progression en ligne en saisissant l'adresse IP dans la barre de recherche de votre navigateur.
Se connecter à un réseau
Magna peut être connecté à un réseau afin de faciliter le téléchargement et la suppression des fichiers d'impression, ainsi que de surveiller à distance les impressions en cours.
Une fois votre Liquid Crystal allumé, branchez le câble Ethernet ou la clé Wi-Fi pour établir une connexion réseau. Cela permet de télécharger des fichiers d'impression et d'effectuer une surveillance à distance. Ces instructions constituent un guide pour configurer la connexion et télécharger un fichier d'impression par différents moyens.
Connexion à un réseau via Ethernet
- Allumez Magna à l'aide de l'interrupteur d'alimentation situé à l'avant. Branchez un câble Ethernet dans la prise prévue à cet effet à l'arrière de l'imprimante. Une fois le câble Ethernet branché, l'adresse IP s'affichera dans le coin supérieur gauche de la page d'accueil.
- Saisissez l'adresse IP de l'imprimante dans la barre de recherche.
Se connecter à un réseau via Wi-Fi
1. Branchez la clé Wi-Fi sur le port USB situé à l'arrière de l'imprimante.
2. Sur l'écran « Accueil », sélectionnez « Réseau ».
3. Sélectionnez le réseau souhaité dans la liste.
4. Sélectionnez « Se connecter ».
5. Sélectionnez « Mot de passe ».
6. Saisissez le mot de passe de ce réseau à l'aide du clavier à l'écran. Pour afficher les caractères du mot de passe, cliquez sur l'icône en forme de cadenas située à droite du champ de saisie.
7. Sélectionnez « Se connecter » et attendez que la connexion soit établie.
8. Sélectionnez « Principal ».
9. L'icône Wi-Fi en haut à gauche de la page d'accueil devrait désormais être verte. L'adresse IP devrait s'afficher à côté.
Transfert de fichiers en ligne
1. Connectez-vous à un réseau ; pour plus d'informations, consultez la section « Connexion à un réseau via Wi-Fi ».
2. Ouvrez un navigateur Web sur votre PC.
3. Saisissez l'adresse IP de l'imprimante dans la barre de recherche.
4. Sélectionnez « Documents à imprimer » dans les onglets situés en haut de l'écran.
5. Sélectionnez « Télécharger ».
6. Cliquez sur « Choisir un fichier » et localisez le fichier d'impression sur votre ordinateur ; le nom du fichier s'affichera à droite du bouton « Choisir un fichier ».
7. Cliquez sur « Télécharger un fichier » ; une barre de progression s'affichera.
8. Une fois cette opération terminée, la liste « Documents à imprimer » sera mise à jour pour inclure le nouveau fichier.
9. Dans l'interface graphique Magna, accédez à l'écran « Main » et sélectionnez « Print Files »
Vous pouvez suivre l'avancement des impressions dans la section « Tâches d'impression » de la page. Pour supprimer des fichiers, rendez-vous dans l'onglet « Fichiers à imprimer » en haut de la page, puis cliquez sur le fichier concerné et sélectionnez « Supprimer ».
Connexion via USB
Liquid Crystal est équipée d'un port USB et d'une prise réseau RJ45 à l'arrière. Pour transférer un fichier d'impression vers la Magna.
1. La clé USB doit être formatée au format FAT32, puis copiez le fichier sur la clé USB
2. Branchez la clé Wi-Fi fournie dans le port USB.
3. Sélectionnez « Imprimer les fichiers » sur la page « Accueil ».
4. Cliquez sur « Actualiser » ; le nouveau fichier d'impression devrait s'afficher au bout de quelques secondes.
Téléchargement via HTTP
Une fois le fichier préparé et découpé dans Photocentric , il peut être envoyé à l'imprimante directement depuis le logiciel, à condition que celle-ci soit connectée au réseau.
1. Sélectionnez « HTTP Upload to Machine » dans le menu « Slice » de la barre d'outils.
2. Saisissez l'adresse IP de l'imprimante au format suivant : http://xxx.xxx.xx.xxx:9091/services/printables/uploadPrintableFile/
3. Cliquez sur « Sélectionner » pour choisir le fichier segmenté à partir de l'emplacement où il a été enregistré, puis cliquez sur « Télécharger vers la machine ».
4. Cliquez sur « Actualiser » sur la page « Fichiers d'impression » de l'imprimante pour afficher le fichier téléchargé.
5. Vous pouvez accéder au fichier d'impression et suivre la progression en ligne en saisissant l'adresse IP dans la barre de recherche de votre navigateur.
Certification et garantie
Liquid Crystal est couvert par une garantie de 12 mois. Consultez ici les conditions générales du Magna
Impression avec Magna
Consignes de sécurité
Respectez les consignes relatives aux EPI indiquées dans la fiche de données de sécurité (FDS) de la résine que vous utilisez. Nous vous recommandons de toujours porter des gants et une blouse de laboratoire lorsque vous êtes en contact avec de la résine liquide. Utilisez des lunettes de protection si des projections sont susceptibles de se produire. Toutes les résines sont irritantes et peuvent provoquer une sensibilisation ; réduisez donc au maximum votre exposition à celles-ci. En cas de projection sur la peau, lavez immédiatement la zone touchée à l'eau et au savon. Nous apportons le plus grand soin à sélectionner uniquement des matières premières sûres à l'usage ; c'est là une distinction importante entre les produits que nous avons développés au fil de décennies d'expérience en formulation et leur utilisation concrète dans nos fermes d'impression. Souvent, différentes matières premières présentent les mêmes avertissements sur la fiche de données de sécurité, mais des effets très différents sur les personnes en termes d'irritations. Nous nous soucions de nos utilisateurs autant que de notre personnel. Nous savons ce qui fonctionne bien tout en étant sûr à l'usage.
Responsabilité de l'utilisateur
Les utilisateurs doivent s'assurer que les pièces fabriquées avec LC Magna sontadaptées et sûres LC Magna l'usage auquel elles sont destinées. Photocentric garantit Photocentric l'adéquation du produit à des utilisations spécifiques, en particulier lorsque les performances mécaniques, thermiques, chimiques ou réglementaires sont essentielles.
Il vous appartient de déterminer si la fabrication additive — et LC Magna — est adaptée à votre application. Cela implique de vérifier de manière indépendante les performances, la durabilité et la conformité de toute pièce avant sa mise en service. Photocentric toute responsabilité en cas de dommages, de blessures ou de pertes résultant d'une utilisation ou d'une application inappropriée de l'équipement ou des matériaux. Photocentric garantit Photocentric le débit de production, ni le taux de réussite, ni la précision de vos pièces.
Résine photopolymère
Photocentric des systèmes d'impression ouverts. D'autres fabricants, tels que BASF, produisent des résines pour Magna. Nous vous recommandons d'utiliser les résines Daylight, car elles sont spécialement conçues pour durcir sous une lumière de 460 nm. Les résines UV ne durcissent pas aussi bien à une longueur d'onde de 460 nm.
1. Sélectionnez le profil de résine souhaité dans le menu déroulant des matériaux, puis cliquez sur « Appliquer ».
2. Notez le volume de résine nécessaire pour l'impression à partir du panneau d'outils.
3. Copiez le fichier et enregistrez-le à l'emplacement de votre choix sur votre ordinateur.
4. Transférez le fichier sur votre Magna via USB ou par transfert Web.
5. Avant l'impression, il est important de chauffer et d'agiter la résine au préalable afin de garantir une dispersion homogène des pigments et des autres composants. Prenez le flacon de résine choisi et desserrez le bouchon pour permettre à l'air d'entrer dans le flacon. Chauffez la résine conformément à la fiche technique (TDS) de la résine. Une fois la résine correctement chauffée, resserrez le bouchon du flacon et agitez la résine dans le récipient pendant 2 minutes.
6. Ajoutez le volume de résine indiqué dans Photocentric , en plus du niveau minimum de 1,5 l du réservoir de résine.
7. Fermez le capot de l'imprimante. L'icône située dans le coin supérieur droit de l'interface graphique devrait afficher un capot vert fermé lorsque le commutateur est enclenché.
8. Sur l'écran « Accueil », sélectionnez « Imprimer les fichiers ».
9. Sélectionnez le fichier souhaité et cliquez sur « Imprimer ». N'ouvrez pas le capot de l'imprimante pendant l'impression.
Vérifier votre imprimante avant d'imprimer
1. Assurez-vous que le film de protection de l'écran LCD, la plate-forme d'impression, le bac à résine et le joint Blow-Peel sont en bon état et correctement installés.
2. Assurez-vous que votre Magna est placée sur une surface stable et plane, à l'abri de tout mouvement ou vibration pendant l'impression.
Mise en place de la cuve
1. Assurez-vous que le bac à résine est propre et sec.
2. Vérifiez que le film de cuve ne présente aucun signe de détérioration ou d'usure. En cas de doute quant à l'état du film de cuve, consultez notre rubrique d'entretien consacrée au remplacement du film de cuve ici.
3. Si de la résine pénètre dans l'un des quatre capteurs de détection de résine, un bip continu retentira. Vous trouverez ici les instructions pour nettoyer le film de protection de l'écran LCD et les capteurs de fuite de résine.
4. Assurez-vous que le joint du système Blow-Peel est bien en place, à fleur de la grille, et qu'il n'obstrue pas les orifices du système Blow-Peel. Placez la cuve directement sur le joint du système Blow-Peel et serrez les 4 pinces sur la cuve pour la fixer solidement.
5. Sur l'écran « Maintenance », cliquez sur « Pompe » et suivez les instructions à l'écran pour vérifier que le système Blow-Peel fonctionne correctement.
Chargement de la plate-forme
Il existe deux types de plateformes : la plateforme standard (pour une utilisation normale) et la plateforme à fentes (pour les arcades dentaires). La plateforme d'impression standard laisse apparaître une grille de trous à la base des impressions. Pour certaines applications dentaires, ces marques doivent être éliminées ; c'est pourquoi la plateforme à fentes est préférable. Les forces exercées sur l'écran sont accrues, car l'écoulement de la résine est plus limité avec ce type de plateforme.
- Assurez-vous que le plateau d'impression est parfaitement propre et sec. La surface doit présenter une texture permettant une bonne adhérence ; vous pouvez l'améliorer en la frottant avec du papier de verre à grain fin.
- Placez le plateau d'impression sur le bras d'impression et serrez complètement le bouton dans le sens des aiguilles d'une montre. Appuyez de chaque côté pour vous assurer qu'il est bien fixé.
Lancer l'impression
Ouvrez Photocentric et sélectionnez « LC MagnaLC Magna .LC Magna .LC Magna Fast Printing » (la fonction « Fast Printing » ne fonctionne qu'avec certaines applications et certaines résines) dans le menu déroulant des profils d'imprimante.
Sur l'écran « Accueil », sélectionnez « Imprimer les fichiers ».
Sélectionnez le fichier souhaité, puis cliquez sur « Imprimer » ; Magna lancera alors le processus d'impression.
Pendant l'impression, l'écran tactile affichera les informations suivantes :
- Temps écoulé
- Temps restant
- Durée totale
- Barre de progression et image d'impression
Si votre imprimante est connectée à votre réseau (voir « Connexion à un réseau »), vous pouvez suivre la progression de l'impression via votre navigateur Web.
Magna ne nécessite ni surveillance ni contrôle pendant le processus d'impression. En laissant l'objet imprimé à l'intérieur de l'imprimante, l'excédent de résine s'écoulera naturellement dans le bac.
Liquid Crystal ne nécessite ni surveillance ni supervision pendant le processus d'impression ; vous n'avez pas besoin d'être présent lorsque l'impression touche à sa fin.
Si vous laissez l'impression terminée dans l'imprimante pendant un certain temps, l'excédent de résine s'écoulera dans le bac.
Lorsque vous êtes prêt à nettoyer l'impression, ouvrez la porte. Reportez-vous à la section « Nettoyage des impressions » pour plus d'informations.
Mise en pause de l'impression
Ne mettez pas l'impression en pause sauf en cas d'absolue nécessité. Ne la mettez en pause que brièvement pour éviter que la température du bac ne baisse, et ne retirez pas le plateau d'impression ni le bac pendant ce temps.
Une fois que les options d'annulation et de reprise s'affichent, la porte peut être ouverte.
Attendez que l'exposition de la couche soit terminée. Une fois l'impression mise en pause, vous aurez la possibilité de l'annuler ou de la reprendre.
Annulation d'impressions
Une fois la couche en cours terminée, l'impression s'arrêtera et le bras d'impression reviendra à sa position d'origine. Attendez que tous les mouvements soient terminés avant d'ouvrir la porte de l'imprimante.
Préparation de la prochaine impression
Nettoyage de la cuve
Une fois l'impression terminée, il convient de retirer la résine du bac afin de s'assurer qu'il ne reste aucun fragment de résine durcie avant de lancer une nouvelle impression ou si vous devez changer de résine pour imprimer.
1. Prenez le flacon de résine utilisé pour l'impression précédente, retirez le bouchon et placez l'entonnoir et un filtre dans son goulot.
2. Retirez avec précaution le bac contenant la résine de l'imprimante.
3. Inclinez le récipient vers le coin où se trouve le bec verseur et versez la résine à travers le filtre pour la faire revenir dans la bouteille, en veillant à ce que le filtre ne déborde pas.
4. Une fois que la majeure partie de la résine a été versée, utilisez l'outil de nettoyage du bac (raclette) pour diriger le reste de la résine vers le coin du bac.
5. Essuyez les coulures de résine sur l'extérieur de la cuve à l'aide d'un essuie-tout.
6. Placez la cuve sur une surface propre et lisse adaptée (par exemple, un tapis en mousse pour le nettoyage des cuves).
7. Utilisez du papier absorbant pour éponger les derniers résidus de résine dans la cuve.
8. Appliquez une petite quantité d’alcool isopropylique sur un essuie-tout pour nettoyer le film et les parois de la cuve, puis laissez-les sécher complètement.
9. Vérifiez s'il reste des fragments de résine durcie sur le film du bac, puis retirez-les délicatement à l'aide de la spatule souple fournie.
10. Nettoyez une dernière fois l'extérieur du réservoir et vérifiez que le film ne présente aucun signe de détérioration ou d'usure. L'impression avec un réservoir endommagé entraînera des échecs d'impression et des fuites, et pourrait causer des dommages irréversibles à l'imprimante. Si vous devez remplacer le film du réservoir, consultez cette page pour obtenir des instructions. Nous recommandons de changer le film du réservoir après 20 impressions ; voici une liste des procédures d'entretien recommandées.
11. Vérifiez que le film de protection Magna ne présente aucun signe de contamination par de la résine ou de détérioration.
12. Rangez le bac à résine dans l'imprimante lorsqu'il n'est pas utilisé.
Vous trouverez ici des vidéos expliquant comment remplacer le film de protection de l'écran et proposant des procédures d'entretien
Nettoyage de la plate-forme
Une fois les pièces imprimées retirées, il est essentiel de nettoyer soigneusement le plateau d'impression avant de le réutiliser.
1. S'il reste du nettoyant Photocentric ou des résidus de résine sur la plate-forme d'impression, nettoyez-la avec de l'alcool isopropylique et un essuie-tout.
2. La résine durcie doit être retirée de la plate-forme à l'aide du grattoir fourni.
3. Si vous constatez la présence de bavures ou de résidus sur la plate-forme, cela signifie que vous devrez poncer la surface inférieure de celle-ci. Le ponçage doit être effectué avec douceur et à l'aide d'un papier abrasif à grain fin afin de ne pas modifier la forme de la plate-forme, qui doit rester parallèle à l'écran. Essuyez ensuite la surface avec de l'alcool isopropylique et une serviette en papier.
4. Assurez-vous qu'aucune résine durcie n'obstrue les orifices de la plate-forme, car cela pourrait nuire aux impressions futures.
5. Si possible, utilisez de l'air comprimé pour éliminer les débris présents sur la plate-forme afin d'éviter de percer le film de la cuve pour les impressions futures.
6. Lorsqu'elle n'est pas utilisée, la plate-forme doit être rangée à l'intérieur de l'imprimante.
Nettoyage des impressions
Pour éliminer les résidus de résine sur les pièces imprimées et les plateformes, nettoyez la plateforme dans un Photocentric Wash L.
Pour plus d'informations sur l'installation et l'utilisation de l'Air Wash L, cliquez ici.
1. Libérez la plate-forme en tournant le bouton dans le sens inverse des aiguilles d'une montre.
2. Saisissez fermement les poignées du plateau d'impression et tirez-le doucement vers vous pour le retirer. Une fois le plateau d'impression retiré de l'imprimante, il est conseillé de l'incliner et de le maintenir au-dessus du bac afin d'évacuer l'excédent de résine. Lorsque vous transportez une impression terminée vers votre Air Wash L, utilisez du papier absorbant ou un plateau adapté pour récupérer les gouttes.
Manipulez les pièces imprimées avec précaution après l'impression, car elles sont plus fragiles, et évitez toute exposition inutile à la lumière.
Il est déconseillé de retirer les pièces imprimées du plateau avant les étapes de nettoyage et de post-polymérisation. Si vous les retirez, cela pourrait nuire à la précision dimensionnelle des pièces.
3. Placez la plate-forme dans l'Air Wash L à l'aide du support spécialement conçu à cet effet.
4. En règle générale, le nettoyage des pièces prend environ 10 minutes avec le nettoyant Photocentric Cleaner 30. Pour certaines résines, ce processus peut être plus rapide ; veuillez consulter la fiche technique Photocentric pour connaître les recommandations concernant la durée du cycle de lavage.
5. Une fois l'impression lavée, rincez-la à l'eau tiède pour éliminer l'excès de résine et de solvant.
6. Photocentric recommande Photocentric d'utiliser de l'air comprimé pour sécher soigneusement les pièces. Vous pouvez également laisser sécher les pièces rincées avant le post-durcissement.
Post-traitement des impressions
Les pièces fabriquées à l'aide de Liquid Crystal doivent être post-polymérisées à l'aide de rayons UV et de chaleur afin d'obtenir les propriétés matérielles souhaitées et d'obtenir une surface sèche au toucher. Photocentric d'utiliser le Photocentric L2.
Pour plus d'informations sur la configuration et l'utilisation du Cure L2, cliquez ici.
1. Allumez le Cure L2 à l'aide de l'interrupteur d'alimentation situé à l'avant.
2. Réglez la durée souhaitée. Veuillez consulter la fiche technique de la résine pour connaître les recommandations concernant la durée de durcissement.
3. Réglez la température souhaitée et laissez le Cure L2 atteindre cette température.
4. Insérez la plate-forme d'impression dans la Cure L2, les pièces tournées vers le bas, en veillant à ce que les poignées s'enclenchent dans le dispositif de fixation.
5. Appuyez sur le bouton « Start » (flèche vers le haut) et maintenez-le enfoncé. Le minuteur émettra un bip une fois le temps écoulé.
6. Retirez le plateau du Cure L2.
Retrait des pièces de la plate-forme
Pour retirer les pièces de la plate-forme d'impression, Photocentric plonger la plate-forme chaude dans de l'eau froide (choc thermique) ou de retirer manuellement les pièces en les découpant ou en les grattant. La méthode choisie dépendra de la compatibilité de la résine, de l'accessibilité des supports et de la surface de contact entre la pièce et la plate-forme.
La plate-forme d'impression sera brûlante au toucher après le processus de polymérisation. Il est important de porter des gants résistants à la chaleur lorsque vous retirez la plate-forme de l'unité de polymérisation.
- Choc thermique
1. Retirez la plate-forme de l'unité de polymérisation et plongez-la immédiatement dans de l'eau froide, jusqu'au niveau des pièces. Il est conseillé d'y ajouter de la glace juste avant.
2. Les pièces se détacheront d'elles-mêmes de la plate-forme d'impression ou pourront être facilement retirées en faisant levier.
- Suppression manuelle
Si le type de résine n'est pas compatible avec les chocs thermiques, utilisez des cutters pour retirer les supports de la pièce. Vous pouvez également utiliser le grattoir fourni pour retirer les supports des pieds. Grattez vers le bas afin d'éviter d'endommager les pièces.
Une fois les pièces retirées de la plate-forme d'impression, retirez entièrement les supports de la pièce et nettoyez soigneusement toute trace de résidus sur la plate-forme.
Directives de conception
Cahier des charges
Si vous concevez une pièce en tenant compte de la manière dont les pièces s'impriment sur Magna, vous obtiendrez des pièces plus performantes et bénéficierez d'un meilleur taux de réussite lors de l'impression. Il ne s'agit là que d'indications sur les limites à respecter lors de la conception.
Les géométries spécifiques génèrent des conditions de force différentes au moment du décollage. Magna est équipé de la technologie brevetée Blow-Peel et d'un film de cuve à faible adhérence, qui garantissent une fiabilité et des performances d'impression exceptionnelles. Nous vous recommandons de réduire au minimum la surface par tranche afin d'éviter tout changement brusque et important de surface d'une couche à l'autre.
Les pièces polymérisées sur la plate-forme conserveront une plus grande précision jusqu'au retrait des supports. Les matériaux souples présentent une résistance à l'état frais plus faible et doivent être conçus pour être plus résistants.
Ces valeurs dépendent de la résine utilisée : si la résistance à l'état frais est élevée, vous pouvez réduire ces paramètres ; si la flexibilité est élevée, vous devez les augmenter. Vous pouvez consulter les paramètres de conception dans la fiche technique (TDS) de la résine ; nous avons également préparé un résumé à votre intention ici.
En cas de doute, n'hésitez pas à nous contacter : nous proposons à nos clients des conseils gratuits en matière de conception.
Murs porteurs
Les parois de support sont reliées à d'autres parois et doivent avoir une épaisseur minimale de 0,5 mm pour les résines rigides, durables ou souples afin d'éviter toute déformation. Ajoutez 0,2 mm d'épaisseur pour chaque augmentation de 10 mm de la dimension. Si 10 × 10 = 0,5, alors 100 × 100 = 2,3 mm
Murs non portants
Les parois non soutenues ne sont reliées à aucun autre élément et doivent avoir une épaisseur minimale de 0,5 mm pour les résines rigides, durables ou souples afin d'éviter toute déformation. Ajoutez 0,25 mm d'épaisseur pour chaque augmentation de 10 mm de la dimension. Si 10 × 10 = 0,5, alors 100 × 100 = 2,75 mm.
Appuis et porte-à-faux
Un surplomb désigne toute partie d'un modèle 3D qui s'étend vers l'extérieur, horizontalement ou en biais, sans être soutenue par les couches situées en dessous. Les surplombs peuvent poser des difficultés lors de l'impression car, sans support adéquat, ils risquent de s'affaisser ou de se rompre sous l'effet de la gravité pendant le processus d'impression. Imprimer à 45° par rapport à l'horizontale réduit les forces de soulèvement. Les surplombs s'étendant à des angles inférieurs à 45 degrés par rapport à l'axe vertical sont généralement plus faciles à imprimer sans support supplémentaire ; s'ils mesurent plus de 100 mm, ajoutez des supports.
Éléments gravés
Les détails gravés sont des éléments en creux sur votre modèle. Une profondeur et une largeur minimales de 0,8 mm sont requises. Ils doivent être suffisamment profonds et larges pour ne pas se fondre dans le motif environnant.
Ponts horizontaux
Un pont horizontal correspond à la distance entre deux structures verticales. Si ce pont mesure plus de 3 mm, il risque de se rompre pendant l'impression, ou de se déformer et de se décoller de la plate-forme.
Trous horizontaux
Les trous horizontaux sont ceux dont l'axe est parallèle au plan XY. Le diamètre minimal des trous doit être de 1 mm pour les résines rigides ou durables et de 3 mm pour les résines souples. Les trous d'un diamètre supérieur à 5 mm doivent être renforcés pour éviter qu'ils ne s'ovalisent.
Trous verticaux
Les trous verticaux sont des trous dont l'axe est parallèle à l'axe Z. Le diamètre minimal des trous est de 0,8 mm pour les résines rigides et durables, et de 1 mm pour les résines souples, mais leur profondeur ne doit pas dépasser 5 mm. Il convient de prévoir des trous d'un diamètre supérieur de 0,15 à 0,2 mm.
Pièces de raccordement et pièces mobiles
Le jeu correspond à la distance nécessaire entre deux pièces mobiles d'un modèle, par exemple entre des engrenages ou des articulations. Les pièces doivent être imprimées séparément et assemblées après durcissement. Pour les résines rigides ou durables : 0,15 mm à 0,2 mm pour un ajustement serré et 0,4 mm pour un ajustement lâche. Pour les résines flexibles : 0,5 mm à 1 mm pour un ajustement serré et 2 mm si les pièces doivent pouvoir se déplacer vers l'intérieur et l'extérieur (cela peut varier en fonction de la forme et de l'épaisseur de la pièce).
Trous d'évacuation
Lorsqu'un modèle comporte des cavités, il est indispensable d'ajouter des trous d'évacuation afin de permettre à la résine de s'écouler pendant et après le processus d'impression et d'éviter l'effet de bombement. Il est recommandé d'utiliser des trous d'un diamètre minimum de 5 mm, à raison d'un trou pour chaque tranche de 16 centimètres cubes de volume creux.
Épaisseur maximale de la paroi
L'épaisseur de la paroi du modèle doit être limitée à 10 mm maximum. Des parois trop épaisses peuvent entraîner la formation de boue. Dans ce cas, le temps d'attente doit être réglé manuellement sur 15 secondes si la pièce ne dépasse pas 50 mm d'épaisseur, ou sur 30 secondes si elle dépasse 50 mm.
Épaisseur minimale de la paroi
Pour les pièces rigides ou résistantes, l'épaisseur minimale des parois est de 2 mm ; pour les pièces souples, elle est de 3 mm. Il est nécessaire d'ajouter un remplissage interne. Les grandes pièces plates peuvent nécessiter l'ajout de nervures ou de treillis afin d'éviter toute déformation.
Diamètre de la goupille
La longueur d'une broche doit être supérieure au double de sa largeur. Avec une épaisseur de 0,8 mm, vous pouvez imprimer des broches d'une hauteur maximale de 10 mm qui resteront droites. Le diamètre minimal des broches pour les résines rigides ou durables est de 0,5 mm ; augmentez l'épaisseur de 0,25 mm tous les 10 mm. Pour les résines souples, ce diamètre est de 0,7 mm ; augmentez l'épaisseur de 0,35 mm tous les 10 mm.
Comment concevoir pour le film DuraGlide :
Le film DuraGlide est plus épais que le FEP de 100 microns, mais il offre la même imprimabilité que ce dernier.
Pièces industrielles
Grâce à l'amélioration des performances de décollement, les pièces de grande taille peuvent présenter une précision de numérisation globale supérieure à celle obtenue avec une impression sur FEP de 100 microns. En raison de son épaisseur plus importante, les éléments fins et les détails peuvent apparaître légèrement plus marqués et présenter un surépaisseur d'environ 120 à 150 microns.
Si vous imprimez des pièces comportant des éléments destinés à s'emboîter, ajustez les dimensions dans le logiciel de CAO en respectant les consignes suivantes :
- Dimensions sur l'axe des x :
- Mâle - réduire de 300 microns
- Femelle - augmentation de 300 microns
- Dimension sur l'axe des y :
- Mâle - réduire de 300 microns
- Femelle - augmentation de 300 microns
- Le rayon des broches est réduit de 150 microns
- Le rayon des trous augmente de 150 microns
Cet exemple illustre les modifications apportées. Nous avons modifié les éléments d'une géométrie de test conformément aux directives de conception (figure 5). Nous avons ensuite procédé à l'impression avec du filament Durable DL110H - Noir sur une imprimante Magna équipée d'un film de cuve DuraGlide (tableau 1).


Tableau 1. Modifications des dimensions de la géométrie d'essai et résultats

For dental model printing for aligners, if the required scanned data accuracy is 80%<100um or less then we do not recommend using DuraGlide vat film.
Instructions de téléchargement >
Pièces de support
Pièces de support et d'orientation
L'orientation et la structure de support optimales d'une pièce dépendent de plusieurs facteurs, principalement de sa géométrie, mais aussi du type de résine utilisé et de la surface sur laquelle vous souhaitez éviter les traces de support. Photocentric propose des recommandations éprouvées concernant l'orientation et le support de pièces présentant des géométries variées.
En tant que Photocentric , vous pouvez compter sur notre équipe d'experts en conception pour la fabrication additive, qui se tient à votre disposition pour vous aider à optimiser votre processus de fabrication.
Si vous souhaitez optimiser votre production numérique à grande échelle, contactez nos experts.
Entretien de Magna
Calendrier d'entretien
Tâche |
Fréquence |
Instructions |
| Vérifiez le film de la cuve tant qu'il y a encore de la résine à l'intérieur (à l'aide d'une raclette) | Après chaque impression | |
| Résine filtrante | Après chaque deuxième impression | Regarder la vidéo > |
| Nettoyer le film de la cuve | Après chaque deuxième impression ou lorsque le bac à résine est vide | Regarder la vidéo > |
| Vérifier/remplacer le joint d'étanchéité | Tousles 100 µm de changement de film de cuve ou tous les mois | Regarder la vidéo > |
| Vérifiez le film de protection de l'écran et nettoyez-le si nécessaire | Après chaque deuxième impression ou avant de remettre le bac en place | Regarder la vidéo > |
| Plateforme propre | Après chaque impression | Regarder la vidéo > |
| Changer le film de la cuve | 20 tirages ou en cas de détérioration | Regarder la vidéo > |
| Nettoyer les filtres du ventilateur | Mensuel | Magna V1 : Regarder la vidéo > Magna V2 : Regarder la vidéo > |
| Vérifiez si les vis à billes et les rails présentent des traces d'oxydation | Tous les six mois | |
| Remplacer le film de protection de l'écran LCD | Après un sinistre | Regarder la vidéo > |
| Vérifier l'étalonnage de la plate-forme | Uniquement sur instruction de l'équipe Photocentric | Regarder la vidéo > |
| Nettoyage des barrettes LED, des vitres et des ventilateurs | Tous les 3 à 6 mois, en fonction des conditions ambiantes de la pièce |
Calendrier d'entretien
Vérifiez le film de la cuve pendant que la résine s'y trouve (à l'aide d'une raclette)
Après chaque impression
Remplacement de la résine filtrante
Après chaque deuxième impression
Voir la vidéo >
Nettoyage de la cuve à résine
Après chaque deuxième impression ou lorsque la cuve à résine est vidée
Voir la vidéo >
Vérifier/remplacer le joint du système de soufflage-décollage
À chaque changement de film de cuve de 100 µm ou tous les mois
Regarder la vidéo >
Vérifiez le film de protection de l'écran et nettoyez-le si nécessaire
Après chaque deuxième impression ou avant de remettre le bac en place
Regarder la vidéo >
Nettoyage de la plate-forme
Après chaque impression
Regarder la vidéo >
Remplacer le film de la cuve
après 20 tirages ou en cas de détérioration
Voir la vidéo >
Remplacer le film de protection de l'écran LCD de l'
. Après un accident
. Regarder la vidéo >
Nettoyage des filtres de ventilateur
Mensuel
Magna V1 : Regarder la vidéo >
Magna V2 : Regarder la vidéo >
Vérifier si les vis à billes et les rails présentent des signes d'oxydation
Tous les 6 mois
Vérifier l'étalonnage de la plate-forme
Après un échec d'impression et sur les conseils du Photocentric
Regarder la vidéo >
Nettoyage des barrettes LED, des vitres et des ventilateurs
Tous les 3 à 6 mois, en fonction des conditions ambiantes de la pièce
Plateforme
- Plates-formes d'échange
Les plateaux d'impression peuvent être échangés d'une imprimante à l'autre. Ce ne sont pas des consommables, mais ils finissent par s'user. Il convient de poncer les plateaux d'impression avec beaucoup de soin, en utilisant du papier abrasif de grain 60, de manière douce et uniforme, afin de garantir qu'ils restent bien plats.
- Réétalonnage des plateformes
Si une erreur d'impression survient et que l'équipe Photocentric vous recommande de recalibrer votre plateforme, vous trouverez ci-dessous la procédure à suivre. Nous vous déconseillons fortement de recalibrer la plateforme si cela n'est pas nécessaire.

Film sur la TVA
- Changer l'apparence de la cuve
Le remplacement du film de la cuve doit être effectué avec le film fourni, si possible en utilisant les mêmes vis. Si vous devez remplacer les vis, des vis de rechange sont fournies dans le coffret d'accessoires. Pour remplacer le film de la cuve, suivez les instructions ci-dessous.
Vous aurez besoin des éléments suivants : tapis en mousse pour le nettoyage de la cuve, papier essuie-tout, solvant de nettoyage (par exemple, alcool isopropylique), grattoir, 1 film pour cuve, 1 joint pour cuve, un tournevis Pozi 1, un tournevis Pozi 2

- Quand remplacer le film de la cuve
Le film de cuve devrait permettre de réaliser au moins 20 impressions. La durée de vie du film de cuve dépendra de nombreux facteurs, notamment de la surface à imprimer et de la viscosité de la résine.
Comment recouvrir le film de la cuve Magna avec un film DuraGlide
Recouvrez votre cuve Magna d'un film DuraGlide de manière à ce que la face brillante soit en contact avec la résine (à l'intérieur) et que la face mate soit en contact avec le protecteur d'écran (à l'extérieur de la cuve).
Le film pour cuve DuraGlide est livré avec un film de protection bleu recouvrant la face brillante. Il faut retirer ce film de protection bleu avant de recouvrir la cuve.

Figure 1 : Film de protection DuraGlide sur la face brillante
Suivez la procédure standard de personnalisation de la cuve Magna :
https://www.youtube.com/watch?v=lnWq-t9uLTY
Tout en tenant compte des points suivants : (Remarque : nous recommandons de remplacer le joint du système de soufflage toutes les 50 impressions)
 |
 |
 |
| Figure 2. Anneau de cuve inférieur avec les fraisages tournés vers le haut | Figure 3. Côté brillant à côté de l'anneau inférieur de la cuve | Figure 4. Anneau supérieur de la cuve sur la face mate |
- Vérification ou remplacement des colliers de serrage
Il est important de vérifier et, si nécessaire, de remplacer les pinces de fixation du bac. Ces pinces maintiennent fermement le bac en place, ce qui contribue à garantir une qualité d'impression constante. Voici comment vérifier ou remplacer les pinces de fixation du bac Magna :

Résine
- Comment éliminer la résine liquide
Les déchets de résine peuvent se polymériser à la lumière du soleil si le niveau de saturation est suffisamment élevé. Dans ce cas, ils peuvent être éliminés comme déchets solides dans une décharge ou incinérés. Pour atteindre les niveaux de saturation nécessaires au déclenchement de la polymérisation, il faut mettre en place un système de lavage à trois cuves dans lequel les cuves passent successivement par les phases « propre », « sale » et « saturée » : la première cuve élimine la résine, la deuxième effectue le lavage et la troisième élimine le produit de lavage contenant la résine sale.
Le nettoyant à base de résine liquide et le polymère devront être collectés en vue d'une élimination spécialisée.
Dépannage de Magna
Téléchargement de fichiers
- Le fichier sur la clé USB n'est pas reconnu
Pour charger le fichier depuis une clé USB, celle-ci doit être formatée en FAT32 ; c'est le seul format que l'imprimante reconnaîtra. Ne chargez pas le fichier depuis un serveur ; enregistrez-le plutôt localement sur votre PC. Assurez-vous que votre pare-feu est désactivé, car il pourrait empêcher la connexion. Actualisez la page de l'interface utilisateur pour vérifier que le fichier téléchargé est bien présent.
- Changements d'adresse IP de l'imprimante
Vérifiez que le routeur Wi-Fi n'est pas configuré avec une adresse IP dynamique, car dans ce cas, une nouvelle adresse IP est attribuée à l'imprimante à chaque connexion. Essayez de vous connecter en utilisant cette méthode de transfert de fichiers en ligne. Assurez-vous que l'imprimante et l'ordinateur sont connectés au même réseau que celui sur lequel vous extrayez le fichier, et que ce dernier est enregistré localement sur votre ordinateur plutôt que sur un serveur.
Plateforme
- Réétalonnage de la plateforme
En cas de problème d'impression et si l'équipe Photocentric vous recommande de recalibrer votre plateforme, vous trouverez ici la marche à suivre : nous vous déconseillons fortement de recalibrer la plateforme si cela n'est pas nécessaire.
- La plate-forme ne bouge pas
Dans l'interface graphique, cliquez sur « Maintenance », puis sur « Plateforme élévatrice » pour vérifier si le moteur soulève la plateforme normalement. Si vous entendez un bruit de cliquetis et que la plateforme ne se soulève pas, veuillez contacter photocentric.
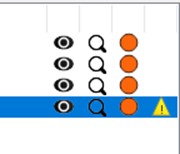
Interface utilisateur - L'interface graphique se bloque
Magna v.1 - Vérifiez l'icône de l'imprimante dans le coin supérieur gauche de l'interface graphique ; elle doit être verte lorsque l'imprimante est activée. Si l'icône est rouge, cela signifie que l'imprimante est désactivée et ne fonctionnera pas. Cliquez sur l'icône de l'imprimante pour l'activer. Vérifiez que l'imprimante utilise bien la version correcte du logiciel et du micrologiciel, tant sur la carte électronique que sur le Raspberry Pi.
Capteur de porte
Vérifiez si l'imprimante utilise bien la dernière version du logiciel. Rendez-vous sur notre site Web et vérifiez si la version installée est à jour ; si ce n'est pas le cas, téléchargez-la. Ouvrez le capot et vérifiez que l'interrupteur n'est pas endommagé.
Écran - Aucune image affichée
Si aucune image n'apparaît sur l'écran LCD, cliquez sur « Maintenance » dans l'interface graphique, puis sur « Affichage 4K » pour vérifier si l'écran LCD affiche bien l'image. Si le logo n'apparaît pas, veuillez contacter photocentric
Capteur de fuite de cuve
Le signal sonore fort indique que les capteurs de fuite du bac, puis les capteurs du système Blow-Peel, se sont déclenchés, ce qui suggère une fuite du bac. Les fuites du bac surviennent lorsque le film recouvrant le bac est perforé par des fragments de pièces imprimées qui s'enfoncent dans le fond du bac. La résine s'écoule alors sous le film et pénètre dans les quatre canaux du système Blow-Peel au moment où l'air est évacué lors du cycle de retour d'air. Le capteur arrête alors le processus d'impression et empêche toute nouvelle résine de pénétrer dans le système de soufflage et de décollement. Il s'agit d'une opération essentielle pour éviter d'endommager la machine. Les capteurs s'activent et déclenchent l'alarme. Cette vidéo montre comment nettoyer après une fuite du bac :

Si de la résine a durci à l'intérieur du capteur, le bip continuera après le nettoyage. Vous devrez alors retirer le capteur défectueux. Pour y accéder, vous devez ouvrir les panneaux latéraux et déconnecter les capteurs un par un afin d'identifier celui qui est défectueux. Cette vidéo vous montre comment retirer et remplacer les capteurs

Une fois que vous aurez identifié le capteur défectueux, prévenez-nous et nous vous enverrons un capteur de rechange. Voici comment nettoyer les traces de résine sur le film de protection.

Une fois que tout est terminé et que le système est opérationnel, veuillez effectuer le test de fonctionnement du capteur de fuite de la cuve afin de vous assurer que tout est correctement branché.
La fonction « Blow Peel » ne fonctionne pas
Dans l'interface graphique, cliquez sur « Maintenance », puis sur « Pompe » pour effectuer un test et vérifier si l'air reste emprisonné entre la plaque d'écran et le film du bac. Si l'air s'échappe, retirez le bac à résine et vérifiez que le joint de soufflage repose bien à plat sur l'écran. Vérifiez qu'il n'y a pas de trous dans le bac. Vérifiez que les raccords des tuyaux d'air ne sont pas desserrés.

Photocentric
- Clé de licence perdue
Si vous avez égaré votre clé de licence, rendez-vous sur notre site web ici et achetez la réinitialisation de la clé de licence.
- Activation de la licence Studio sur un autre système
Pour transférer votre licence Studio vers un autre système, vous devez d'abord la désactiver sur votre système actuel. Ouvrez le logiciel et accédez à l'onglet « Aide ». Sélectionnez l'option permettant de supprimer la licence du système actuel. Cette action désactivera la licence sur cet ordinateur ; cette procédure nécessite une connexion Internet active.
Comment augmenter la vitesse d'impression avec Magna ?
Imprimez avec une épaisseur de couche plus importante et utilisez l'option d'épaisseur de couche variable pour les zones où la finition de surface est importante.
Si l'épaisseur des parois des pièces ne dépasse pas 10 mm, comme c'est le cas pour les gouttières dentaires sur mesure, les plâtres (attelles), les abat-jours, les visières de protection, etc., le profil d'impression rapide Magna v.2 peut être utilisé.
Diagnostic des défauts d'impression
Rien n'est fixé à la plate-forme

Aspect :
Rien ne s'est imprimé sur le plateau et la pièce reste dans le bac, immergée dans la résine.
Causes :
Dans le logiciel de découpage, la partie « Logiciel » est située au-dessus de la plateforme.
La plate-forme est trop lisse ou n'est pas correctement positionnée.
Réaction trop lente : résine froide ou temps d'exposition trop court.
Dépannage :
Logiciel - Pour vérifier que votre fichier démarre à la bonne hauteur Z sur la plate-forme, vous pouvez parcourir visuellement les premières couches en déplaçant le curseur de découpage situé à droite de la fenêtre d'aperçu à l'aide des touches de raccourci PgUp et PgDn de votre clavier.
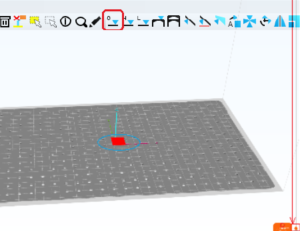
Plateforme – Si la plateforme est devenue trop lisse, elle risque de ne plus adhérer au polymère. Utilisez du papier de verre à grain fin (grain 40) et frottez la surface en effectuant des mouvements circulaires pour créer une texture rugueuse.
Si le positionnement d'origine n'est pas correct, l'impression risque de commencer au-dessus de l'écran LCD ; procédez au repositionnement d'origine en suivant les instructions fournies ici
Réaction trop lente – Vérifiez que vous avez bien chauffé la résine avant de remplir le bac, car certaines qualités sont moins réactives à basse température que d'autres. Une température de 35 °C est idéale pour démarrer une impression.
Vérifiez que le réglage de résine approprié a été sélectionné pour le type de papier que vous utilisez.
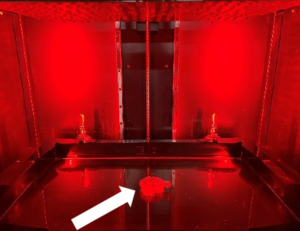
Sous-vêtements techniques uniquement

Aspect :
Seules les premières couches de base ont été déposées sur la plate-forme ; le reste de l'impression (flèche) se trouve dans le réservoir.
Causes :
Réaction trop lente : la résine est trop froide ou le temps d'exposition est trop court.
Le système Blow Peel ne fonctionne pas : le joint du Blow Peel est endommagé et laisse passer de l'air.
Dépannage :
Réaction trop lente – Vérifiez que vous avez bien chauffé la résine avant de remplir le bac, car certaines qualités sont moins réactives à basse température que d'autres. Une température de 35 °C est idéale pour démarrer une impression. Vérifiez que le paramètre de résine approprié a bien été sélectionné pour la qualité que vous utilisez.
La fonction « Blow Peel » ne fonctionne pas. Vérifiez-la en effectuant un test « Blow Peel » ; suivez les instructions de la vidéo disponible ici.
Prend uniquement en charge
Aspect :
Seuls les supports sont moulés, la partie principale reposant dans la cuve.
Causes :
Le profil de support sélectionné est incorrect.
Le diamètre de la pointe de support est trop petit.
Un durcissement insuffisant dû à un profil de résine inadapté
Échec du Blow Peel.
Dépannage :
Profil de support incorrect sélectionné : s'il est trop étroit ou si les supports sont trop espacés, il ne sera pas assez solide pour soutenir la pièce. Consultez nos directives de conception ici.
Diamètre du point d'appui trop petit : s'il est trop petit, il ne sera pas assez solide pour soutenir la pièce ; chaque matériau a une taille minimale de détail qu'il peut supporter. Consultez nos directives de conception ici
Une polymérisation insuffisante due à un profil de résine incorrect : chaque type de matériau nécessite un temps d'exposition différent. Si vous découpez le fichier avec un profil incorrect, le temps d'exposition risque de ne pas être suffisant pour former les supports, ce qui entraînera l'échec de l'impression du modèle.
Défaillance du système Blow Peel :vérifiez-le en effectuant un test Blow Peel ; suivez les instructions de la vidéo disponible ici. Si le système Blow Peel cesse de fonctionner pendant l'impression, la force de décollement peut être suffisante pour arracher le modèle des supports. Dans l'interface graphique, appuyez sur « Maintain », puis sur « Pump » pour effectuer le test et vérifier si l'air est retenu entre la plaque d'écran et le film du bac. S'il se dégonfle, retirez le bac à résine et vérifiez que le joint du Blow Peel repose bien à plat sur l'écran. Vérifiez qu'il n'y a pas de trous dans le bac. Vérifiez que les tuyaux d'air ne présentent pas de raccordement desserré.
Les sauts de page apparaissent plus loin dans le document
Aspect :
La pièce n'est parfaitement formée que jusqu'à un certain niveau ; le reste de l'impression se trouve encore dans le bac.
Causes :
Coupure de courant – coupure d'électricité pendant l'impression
Erreur « Tranche manquante dans le fichier - provenant du maillage »
La pièce présente un défaut de conception structurelle : soit les supports, soit l'objet lui-même, font défaut
Fuite dans la cuve - de la résine s'est répandue sous la cuve
Le système Blow Peel ne fonctionne pas – Le joint du Blow Peel n'était pas correctement positionné
Débris dans la cuve – grosses particules solides présentes dans la résine
Dépannage :
Coupure de courant : vérifiez qu'il ne s'agit pas d'une coupure de courant, car l'impression ne redémarrera pas.
Une tranche manque dans le fichier : vérifiez que votre fichier est complet et qu'il ne contient pas de fichiers image vides à proximité de l'endroit où la rupture se produit. Pour ce faire, parcourez les calques autour de la zone concernée en déplaçant le curseur de tranche situé à droite de la fenêtre d'aperçu à l'aide des touches de raccourci PgUp et PgDn de votre clavier ; vous verrez ainsi s'il existe un fichier contenant une tranche vide (c'est-à-dire sans pixels blancs ou avec un nombre de pixels blancs considérablement réduit). Si c'est le cas, supprimez-le ou corrigez-le.
Vérifiez la liste des pièces pour voir si une alerte d'erreur de maillage apparaît sur la face avant d'une pièce. Si c'est le cas, utilisez les outils de réparation de maillage pour corriger la pièce. ![]()
La pièce présente une faiblesse structurelle au niveau de sa conception : vérifiez qu'il n'y a pas de variation importante de la section transversale à la hauteur où l'impression s'est arrêtée ; si c'est le cas, repositionnez-la en biais et renforcez son soutien.
Fuite du bac : vérifiez qu'il n'y a pas de résine sous le bac. Si c'est le cas, remplacez le film du bac https://photocentricgroup.com/liquid-crystal-magna-resource-hub/
Le système de soufflage-décollement ne fonctionne pas : effectuez un test de soufflage-décollement en suivant les instructions de la vidéo disponible ici. Dans l'interface graphique, cliquez sur « Maintenance », puis sur « Pompe » pour lancer le test et vérifier si l'air reste emprisonné entre la plaque d'écran et le film du bac. S'il se dégonfle, retirez le bac à résine et assurez-vous que le joint du système de soufflage-décollement repose bien à plat sur l'écran. Vérifiez qu'il n'y a pas de trous dans le bac. Vérifiez que les tuyaux d'air ne présentent pas de raccords desserrés.
Présence de débris dans la cuve : la présence de grosses particules solides dans la cuve peut empêcher la couche suivante de se former à la bonne hauteur. Filtrer la résine pour la remettre dans la bouteille, puis nettoyer la cuve à l'éthanol isopropylique. Nettoyer la plate-forme en veillant à ce qu'il ne reste aucune particule solide dans les orifices ou sur la face supérieure de la plate-forme.
Fissure
Aspect :
Les fissures correspondent à une rupture de la pièce, survenue soit pendant l'impression, soit après l'exposition.
Causes :
Si une masse importante se contracte davantage qu'une masse plus petite, la seule façon pour elle de neutraliser cette force est de s'étirer.
Une densité élevée de remplissage ou de renforts internes.
Îlots non soutenus à l'intérieur des parties creuses.
Dépannage :
Une masse importante qui se rétracte davantage qu'une masse plus petite. Évitez les changements brusques de surface pendant l'impression ; si possible, orientez votre pièce à un angle de 45 degrés. Créez des supports externes, puis évidez la pièce avant d'ajouter le remplissage. N'évidiez pas la pièce en premier, sinon le logiciel générera automatiquement des supports internes dans les cavités.
Haute densité de remplissage ou de renforts internes – Il existe de nombreuses structures en treillis, tant géométriques qu'organiques, capables de garantir la résistance tout en minimisant la masse. Prévoyez ensuite les trous de drainage nécessaires pour permettre un lavage en profondeur de ces structures internes complexes en treillis. Rincez et laissez sécher pendant 4 heures avant de placer l'objet dans l'unité de durcissement.
Îlots non soutenus à l'intérieur des parties creuses - Vérifiez la présence d'îlots à l'intérieur de la cavité en cliquant sur le bouton « Afficher les îlots » mis en évidence ou utilisez le curseur pour inspecter la pièce. Si nécessaire, soutenez manuellement les îlots.
![]()
Déformation

Aspect :
La pièce s'est déformée et ne correspond plus à la forme prévue.
Causes :
Cela est dû à l'effet cumulatif d'un retrait réparti de manière inégale sur l'impression.
Dépannage :
Éliminer le gauchissement dans toutes les géométries possibles demande de l'expérience, mais c'est toujours possible en combinant :
- Positionnez votre pièce sur la plate-forme de manière à atténuer les changements brusques de surface d'une coupe à l'autre ; cela peut impliquer de l'orienter selon un angle différent de la verticale.
- Évitez toute modification indésirable de la surface pendant l'impression.
- Remplacez les éléments pleins par un treillis : le logiciel VoxelDance Additive garantira un réseau de support en treillis solide, ce qui réduira la masse et, par conséquent, le retrait.
- Utilisation d'un réseau dense de supports externes pour maintenir la pièce en place pendant l'impression.
- Séchez soigneusement les pièces avant de passer à l'étape suivante.
- Laisser la pièce avec ses supports en place sur la plate-forme jusqu'à la fin du post-traitement.
Ligne verticale

Aspect :
Ligne verticale qui s'étend sur toute la hauteur de la pièce.
Causes :
Un défaut de l'écran provoquant l'apparition d'une ligne fixe ou d'un pixel bloqué.
Dépannage :
Les défaillances de l'écran se traduisant par une ligne ou un pixel bloqué sont dues à d'importantes forces d'arrachement qui, lors de l'impression de grands objets plats et unis, soulèvent l'écran et endommagent le câble plat.
Ce phénomène se produit le plus souvent lors de l'impression de grands objets pleins couvrant plus de 30 % de la surface de l'écran.
Veuillez suivre les étapes ci-dessous et communiquer vos conclusions à l'équipe Photocentric .
Vérification de l'écran
- Retirez le bac à résine et la plate-forme d'impression de l'imprimante et mettez-les de côté.
- Dans l'interface graphique, sélectionnez « Gestion », puis « Afficher le test ».
- Veuillez enregistrer une vidéo de l'intégralité de l'écran pendant le test et nous l'envoyer pour que nous puissions l'examiner.
Pour éviter ce problème à l'avenir, orientez les pièces à un angle de 45 degrés et évidez-les si la surface pleine dépasse 30 x 30 mm pour les matériaux durs, ou 80 x 80 mm pour les matériaux résistants.
Ligne horizontale

Aspect :
La pièce présente une ligne bien visible qui ne fait pas partie du dessin. Celle-ci peut s'étendre jusqu'à provoquer une rupture sur le bord extérieur de la pièce.
Causes :
La présence de débris dans la cuve fait que la pièce se retrouve au-dessus du niveau correct lors de l'exposition de la couche suivante.
Une tranche manque dans le fichier d'impression.
La conception de la pièce présente une faiblesse structurelle importante au niveau de sa forme, ce qui entraîne une défaillance structurelle.
Le film de la cuve est trop lâche et ne se détache pas complètement de la pièce lors du décollage.
Une structure de soutien fragile, qui n'est pas assez solide pour résister aux forces exercées pendant la construction.
Dépannage :
Débris dans la cuve : vous pouvez les repérer en remontant le long de la ligne jusqu'à l'origine de l'erreur, où vous devriez trouver un fragment de polymère qui dépasse. Filtrez la résine pour la remettre dans la bouteille, puis nettoyez la cuve à l'éthanol isopropylique. Nettoyez la plate-forme en veillant à ce qu'il ne reste aucune particule solide dans les orifices ou sur la face supérieure de la plate-forme.
Une tranche manque dans le fichier : vérifiez que votre fichier est complet et qu'il ne contient pas de fichiers image vides à proximité de l'endroit où la rupture se produit. Pour ce faire, parcourez les calques autour de la zone concernée en déplaçant le curseur de tranche situé à droite de la fenêtre d'aperçu à l'aide des touches de raccourci PgUp et PgDn de votre clavier ; vous verrez ainsi s'il existe un fichier contenant une tranche vide (c'est-à-dire sans pixels blancs ou avec un nombre de pixels blancs considérablement réduit). Si c'est le cas, supprimez-le ou corrigez-le.
Vérifiez la liste des pièces pour voir si une notification d'erreur de maillage apparaît devant l'une d'entre elles. Si c'est le cas, utilisez les outils de réparation de maillage pour corriger la pièce. ![]()
La pièce présente une importante faiblesse structurelle au niveau de sa conception : vérifiez qu'il n'y a pas de variation importante de la section transversale à hauteur de la ligne. Les changements brusques de surface entraînent un retrait irrégulier, la tension ne pouvant être relâchée que par la séparation de la pièce à ce niveau. Pour réduire ce phénomène, orientez la pièce à 45 degrés par rapport à l'axe xy et évitez la présence de grands surplombs. Si la pièce n'est pas correctement soutenue, les grandes zones nouvellement formées se déplaceront et provoqueront un désalignement au niveau de cette couche.
Le film de cuve est trop lâche : assurez-vous qu'il ne présente aucun pli visible et qu'il n'est pas trop mou. Remplacez le film de cuve toutes les 30 impressions afin de maintenir une tension correcte.
Structure de support insuffisante : assurez-vous qu'elle soit suffisamment solide pour résister à tout mouvement pendant le retrait des supports et à la force de gravité. Si le modèle comporte trop peu de supports ou si le diamètre des supports est inférieur à celui recommandé, le modèle risque de bouger ou de se décaler pendant l'impression, ce qui entraînera l'apparition de lignes, un décalage des couches ou une délamination. Suivez les directives Photocentric pour la création de supports ici
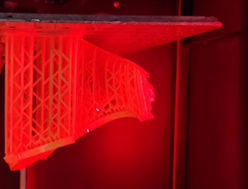
Ventouses
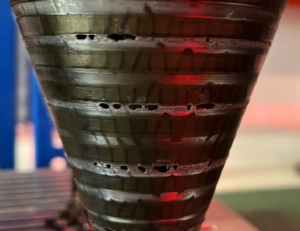
Aspect :
Le bombement, ou « blowout », est un trou dans la paroi latérale d'un objet sphérique.
Causes :
Le phénomène de « cupping » se produit lorsqu'une partie creuse ou convexe d'une pièce agit comme une ventouse et emprisonne de l'air pendant l'impression. Lors de l'impression d'une cavité, lorsque la plate-forme d'impression s'éloigne de l'écran pendant le processus de décollement, l'espace vide à l'intérieur de la cavité s'agrandit, ce qui réduit la pression à l'intérieur de celle-ci et pousse ses parois vers l'intérieur.
Dépannage :
Ce phénomène de déformation en forme de coupe a tendance à être plus marqué avec les résines présentant une faible résistance à l'état frais ou une viscosité plus élevée. Il est particulièrement visible sur les formes parfaitement sphériques, les modèles de grande taille en forme de coupe ou ceux dont les parois sont très fines.
Pour réduire au minimum la formation de ventouses :
- Orientez la pièce à imprimer à un angle de 45 degrés.
- Ajoutez un trou d'aération au bas du motif.
- Augmentez l'épaisseur de la paroi.
Consultez ici les recommandations de conception adaptées à votre matériau et à votre modèle d'imprimante
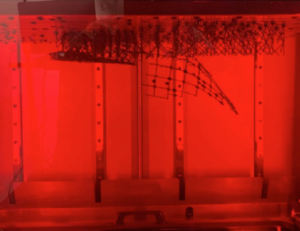
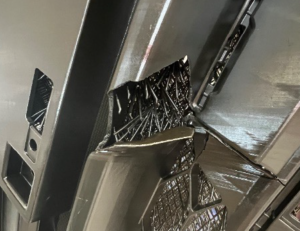
Formation de boues
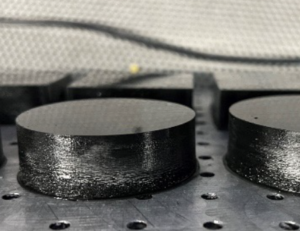
Aspect :
Il y a un excès de résine durcie collée à la pièce et une flaque de résine durcie molle dans le bac.
Causes :
Une surexposition de la résine, celle-ci bougeant alors qu'elle est encore en cours de durcissement. Ce phénomène est particulièrement visible sur les objets solides de grande taille, supérieurs à 30 × 30 mm.
Dépannage :
Ce problème est dû à une résine trop chaude ou à un temps de pause trop court. Si la pièce dépasse une surface de 30 x 30 mm, elle doit être creusée ou orientée en biais. Plus la surface est grande, plus le temps de pause nécessaire est long ; augmentez le « Temps de pause » dans les « Paramètres d'impression ». Ne dépassez pas une surface pleine de plus de 20 000 mm² et n'utilisez pas de boîte de délimitation pleine de plus de 200 x 122 mm. Si le modèle dépasse ces dimensions, vous devez le creuser ou le transformer en treillis.
Ligne tracée à 20-30 mm du point de départ
Aspect :
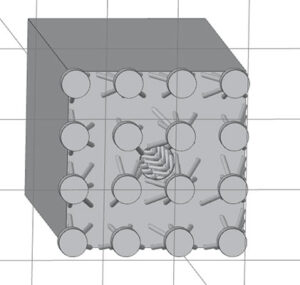
Causes :
Cette ligne est due aux forces d'aspiration qui s'exercent pendant l'impression lorsque la pièce dépasse le niveau de résine dans le bac, sans qu'il soit possible de relâcher la pression. L'orifice situé à la base ne permet pas de relâcher la pression d'air lorsque la pièce dépasse le niveau de résine dans le bac.
Dépannage :
Percez un trou dans la paroi latérale pour permettre à l'air d'entrer et de sortir.
Plis sur les pièces imprimées
Aspect :
Causes :
Le film de la cuve est décollé ; il faut refaire la membrane de la cuve.
Dépannage :
Changer l'apparence du film de la cuve en suivant les instructions fournies ici
Photocentric Wash L
Installation et configuration
Choisissez un emplacement plat et stable offrant suffisamment d'espace pour l'appareil et prévoyez un espace supplémentaire au-dessus de celui-ci afin de pouvoir ouvrir le couvercle.
Le lieu d'installation doit présenter une température de fonctionnement comprise entre 18 et 28 °C. Utilisez l'appareil dans un environnement de travail peu éclairé ou éclairé par une lumière rouge, car la résine durcit à la lumière ambiante ; évitez toujours l'exposition directe au soleil. Utilisez Photocentric Wash L dans un endroit bien ventilé ; nous recommandons une extraction directe via un conduit. Pour raccorder l'Air Wash L au système d'extraction, utilisez un tournevis pour ouvrir l'orifice de ventilation situé sur le dessus de l'appareil et fixez-y un raccord de 4 pouces, vendu séparément.

Déballage de l'Air Wash L
L'Air Wash L est emballé dans un carton. Ne soulevez pas l'appareil, car il pèse 56 kg (124 lb). Pour déballer l'Air Wash L, retirez l'emballage en plastique, puis retirez le manchon en carton qui recouvre l'appareil. Vérifiez que les freins des roulettes ne sont pas enclenchés, faites glisser l'appareil hors de son socle en carton, sur ses roulettes, et placez-le à l'emplacement souhaité. Il est recommandé d'effectuer cette opération à deux. Utilisez des gants de sécurité dotés d'une surface antidérapante pour éviter de glisser. Une fois l'appareil correctement positionné, serrez les freins des roulettes pour assurer sa stabilité pendant son fonctionnement.
Alimentation électrique
L'Air Wash L nécessite une alimentation secteur avec mise à la terre d'une tension de 110 V CA ou 220 V CA, et sa consommation électrique est comprise entre 35 et 45 watts. Branchez Photocentric Wash L Photocentric à la prise secteur uniquement à l'aide du câble d'alimentation fourni. Le câble d'alimentation de l'unité de lavage se trouve sur le côté droit de l'appareil. Branchez toujours le câble d'alimentation à la prise secteur et à l'unité de lavage avant de mettre l'appareil sous tension à la prise secteur. De même, coupez toujours l'alimentation à la prise secteur avant de débrancher le câble d'alimentation de l'unité de lavage ou de la prise secteur.
Extraction
Utilisez toujours Air Wash L dans un endroit bien aéré. Nous vous recommandons d'utiliser l'unité d'extraction Bofa ; vous trouverez plus d'informations ici.
Pour raccorder l'Air Wash L au système d'évacuation, utilisez un tournevis pour ouvrir l'orifice d'aération situé sur le dessus de l'appareil et fixez-y un raccord de 10 cm (vendu séparément), qui peut être raccordé au conduit d'évacuation. Vous trouverez ici un exemple de raccord .
Configuration du système Air Wash L
Ouvrez le couvercle et retirez le support. Le panier étant asymétrique en raison d'une inclinaison à la base, veillez à ce que les pieds les plus longs se trouvent du côté gauche de l'appareil. Versez Photocentric jusqu'au repère « Niveau maximum ». Branchez l'appareil à la prise secteur. Remettez le support en place.
Fonctionnement du système de lavage à air L
1. Assurez-vous que le couvercle du bac de lavage est ouvert avant de retirer la plate-forme de l'imprimante.
2. Retirez le plateau de l'imprimante en tournant le bouton dans le sens inverse des aiguilles d'une montre et en saisissant les poignées.
3. Laissez l'excédent de résine s'écouler dans le bac avant de retirer la plate-forme de l'imprimante.
4. Maintenez la plate-forme au-dessus de la cuve de lavage ouverte et fixez le support au centre, sous la plaque de positionnement de la plate-forme.
5. Abaissez délicatement la plate-forme dans l'unité de lavage en positionnant le support sur toute la largeur du réservoir.
6. Fermez le couvercle et appuyez sur le bouton d'alimentation pour démarrer le cycle de lavage ; consultez la fiche technique de la résine pour connaître les durées de lavage.
7. Une fois le cycle terminé, appuyez sur le bouton d'alimentation situé à l'avant de la machine pour l'éteindre. Ne laissez pas la plate-forme dans le nettoyant pour résine plus longtemps que la durée indiquée dans la fiche technique de la résine, car cela pourrait endommager les pièces.
8. Soulevez la plate-forme pour la sortir de la cuve de lavage et retirez le support. Vous pouvez le replacer dans la cuve de lavage en vue de sa prochaine utilisation.
9. Inclinez la plate-forme au-dessus de la cuve de lavage pour permettre à l'excédent de nettoyant pour résine de s'écouler.
10. Fermez le couvercle du bac de lavage, placez le plateau dans l'évier et rincez les pièces à l'eau tiède.
11. Séchez les pièces à l'air comprimé ou, à défaut, laissez-les sécher à l'air libre avant le post-durcissement.
Quand remplacer le nettoyant pour résine
Le nettoyant pour résine s'imprègne progressivement de résine et perd peu à peu de son efficacité. Utilisez un densimètre pour mesurer la densité et, lorsqu'elle atteint 1,02, remplacez votre nettoyant pour résine. La procédure est décrite ici
Avant de nettoyer l'unité de lavage, assurez-vous qu'elle est hors tension et débranchée du secteur. Raccordez un tuyau adapté à la vanne de vidange et laissez le produit chimique usagé s'écouler dans un récipient approprié en vue de son élimination ; ce récipient devra être récupéré par un organisme agréé de gestion des déchets, conformément à la réglementation locale. Consultez la fiche de données de sécurité du produit de nettoyage.
Le diamètre intérieur de la vanne de vidange est de 30 mm ; les matériaux recommandés pour le tuyau sont l'EPDM, l'EPM et le NR.
Une fois le solvant vidangé, vous constaterez que le réservoir présente une pente à sa base. Retirez les résidus qui s'y sont accumulés afin de les éliminer en toute sécurité. Si vous constatez une accumulation de résine sur les barres d'air, utilisez une clé de 14 mm pour desserrer les deux écrous qui fixent l'ensemble au réservoir. Retirez l'ensemble et nettoyez-le soigneusement, puis remontez-le dans l'ordre inverse en veillant à ce que les orifices soient orientés vers le bas.
Après le nettoyage, assurez-vous que la vanne de vidange est bien fermée avant d'ajouter du solvant neuf dans l'unité de lavage.
Vous pouvez télécharger le manuel d'utilisation ici.
Photocentric L2

1. Interrupteur marche/arrêt
2. Ventilateur interne
3. Unité de température
4. Réglage de la température
5. Minuterie
6. Réglage de la minuterie
7. Support de suspension
8. Unité de chauffage
9. Joint de porte
10. Feu arrière
11. Éclairage par le bas
12. Étagère en verre

1. Interrupteur marche/arrêt
2. Ventilateur interne
3. Unité de température
4. Réglage de la température
5. Minuterie
6. Réglage de la minuterie
7. Support de suspension
8. Unité de chauffage
9. Joint de porte
10. Feu arrière
11. Éclairage par le bas
12. Étagère en verre
Installation et configuration
Choisissez un emplacement adapté pour votre Photocentric L2, en prévoyant suffisamment d'espace (voir ci-dessous). Ses dimensions extérieures sont de 500 (L) x 350 (P) x 550 (H) mm et il peut accueillir des pièces d'une hauteur maximale de 220 mm.

Les dimensions sont exprimées en millimètres
Déballage de votre Cure L2
Retirez l'emballage extérieur et recyclez-le. Le Cure L2 pèse 64 kg (141 lb) ; soulevez-le donc à l'aide d'un équipement ou avec suffisamment de personnes (nous recommandons quatre). Prévoyez suffisamment d'espace pour ouvrir la porte, travailler et éliminer tout obstacle potentiel. Portez des gants et respectez les consignes de sécurité relatives au levage. Utilisez toujours Photocentric L2 dans un endroit bien ventilé. Si le raccord est nécessaire pour brancher le système d'extraction, un fichier STL Photocentric peut être téléchargé ici pour être imprimé .
Alimentation électrique
Photocentric L2 nécessite une alimentation secteur mise à la terre d'une tension comprise entre 110 V CA et 240 V CA et d'une fréquence comprise entre 50 Hz et 60 Hz. Sa consommation électrique est de 1 000 W. Il consomme un courant de 4 A lorsqu'il est branché sur une alimentation de 240 V CA, ou de 9 A lorsqu'il est branché sur une alimentation de 100 V CA. Branchez Photocentric L2 à la prise secteur à l'aide du câble d'alimentation fourni. Branchez toujours le câble d'alimentation à la prise secteur et à l'unité de polymérisation avant de mettre sous tension la prise secteur. De même, coupez toujours l'alimentation au niveau de la prise secteur avant de débrancher le câble d'alimentation de l'unité de polymérisation ou de la prise secteur. La prise d'alimentation de l'unité de polymérisation se trouve à l'arrière de la machine, sur le côté droit. L'interrupteur d'alimentation se trouve à l'avant, en haut à gauche.
Cure opérationnelle L2
La température de l'appareil est réglée en usine sur 60 °C (ce qui correspond également à la température maximale). Pour régler la température du programme de séchage, appuyez sur le bouton « Set » du régulateur de température, puis sélectionnez la température souhaitée à l'aide des flèches. Une fois la sélection effectuée, appuyez à nouveau sur le bouton « Set ». Une fois la température souhaitée affichée, réglez la durée.

Maintenez enfoncé le bouton « Set » sur le panneau de commande et utilisez les flèches pour régler la durée souhaitée du programme de polymérisation. Reportez-vous à la fiche technique de la résine pour connaître la durée souhaitée. Appuyez à nouveau sur le bouton « Set » pour confirmer votre sélection.
1. Allumez l'appareil de polymérisation à l'aide du bouton d'alimentation situé en haut à gauche de l'appareil. Une fois allumé, il s'allumera.
2. Réglez le cycle de durcissement souhaité à l'aide des commandes de temps et de température. Laissez suffisamment de temps à l'unité de durcissement pour atteindre la température réglée avant d'y placer les pièces (généralement entre 5 et 15 minutes).
3. Une fois que les pièces et le plateau ont été lavés, rincés et séchés, transférez-les dans l'unité de polymérisation.
4. Ouvrez la porte de l'unité de polymérisation à l'aide du loquet de sécurité situé sur le côté droit, puis placez le plateau d'impression sur le support suspendu.
5. Fermez la porte et verrouillez-la à l'aide du loquet de sécurité.
6. Appuyez sur la flèche « Haut » du programmateur et maintenez-la enfoncée pour lancer le cycle. L'écran se mettra à clignoter. L'unité de séchage ne fonctionnera pas si la porte est ouverte.
7. Une fois le cycle de durcissement terminé, un bip continu retentit. Éteignez l'appareil de durcissement à l'aide du bouton d'alimentation.
8. Ouvrez la porte de l'appareil ; à l'aide de gants résistants à la chaleur, retirez le plateau d'impression de son support. Selon les recommandations figurant dans la fiche technique de la résine, plongez le plateau dans de l'eau froide pour lui faire subir un choc thermique ou laissez-le refroidir avant de retirer les pièces à la main.
Entretien
Avant d'effectuer l'une des opérations ci-dessous, assurez-vous que l'appareil est à température ambiante et qu'il a été débranché du secteur. Veillez à ce que l'intérieur de l'appareil reste propre, en particulier la vitre recouvrant les lampes UV. Vérifiez l'état du joint de la porte pour garantir une bonne rétention de la chaleur. Vérifiez l'intégrité du câble d'alimentation. Assurez-vous que les orifices d'aération situés sur le dessus de l'appareil ne sont pas obstrués ni encrassés par la poussière.
Guides techniques et d'application
Précision dimensionnelle
La précision dimensionnelle est un indicateur de performance essentiel pour toute plateforme de fabrication additive. La note technique ci-dessous présente les facteurs qui influencent la précision, l'exactitude et la répétabilité des pièces imprimées sur la LC Magna. Elle explique également comment LC Magna , les matériaux et le flux de travail LC Magna contribuent à garantir des performances constantes sur l'ensemble du volume d'impression.
L'objectif est de fournir à nos utilisateurs techniques des conseils pratiques leur permettant d'obtenir des résultats optimaux avec LC Magna des environnements de production exigeants.
Consignes pour l'impression d'accessoires
Tout ce qu'il faut savoir pour créer de superbes accessoires à l'aide Photocentric LC Titan et Photocentric .
Consignes pour le casting
Les règles de conception suivantes vous aideront à obtenir des résultats d'impression et de moulage réussis et aux dimensions précises, dans le cadre de la préparation de votre fichier CAO en vue de l'impression.
Recommandations relatives aux moules à chaussures
Impression de moules de chaussures à l'aide de la résine HighTemp DL401 et du logiciel VoxelDance Additive sur une imprimante Liquid Crystal .
Télécharger les directives relatives aux moules à chaussures >
Comment réaliser des modèles dentaires sur Magna
Regardez la vidéo ci-dessous pour découvrir comment réaliser des modèles dentaires sur votre LC Magna. Pour consulter le guide, cliquez ici

Photocentric
La préparation des modèles dans Photocentric constitue l'une des étapes les plus importantes du processus d'impression ; il est donc utile de prendre le temps de bien comprendre comment caler et orienter les pièces sur votre imprimante Magna. Notez que ce processus peut différer de celui des autres imprimantes que vous avez utilisées.
L'utilisation de supports optimisés et d'une orientation adéquate des pièces est essentielle pour fabriquer des pièces respectant les tolérances, obtenir un excellent état de surface et réduire les délais de production.
Lorsque vous positionnez vos pièces, pensez à :
- centre de gravité – celui-ci évoluera à mesure que la géométrie de votre modèle changera au cours de l'impression.
- aspiration - éviter l'effet de ventouse en prévoyant des orifices d'aération
- Forces de pelage : contrez toute traction vers le bas en inclinant la pièce afin de réduire au minimum la surface par couche, en cherchant à augmenter progressivement cette surface.
- Des supports ne sont nécessaires que lorsqu'il y a un surplomb ou une surface plane face à la plate-forme.
- Finition de surface : placer les supports aux endroits où la finition de surface n'est pas importante afin de réduire au minimum le temps consacré au retrait des supports.
Règles générales relatives à l'orientation et à l'accompagnement :
Afin de garantir la précision dimensionnelle et de compenser tout rétrécissement, nous recommandons d'augmenter le volume du modèle de 0,5 % sur les trois axes (xyz).
Effectuez cette opération avant de lancer l'impression ou définissez-la comme valeur par défaut en ouvrant le profil de résine de votre choix, en sélectionnant l'onglet « Prétraitement de la pièce » et en cliquant sur « Échelle de correction du retrait XYZ » pour régler les valeurs sur 1,005 pour les trois axes (c'est-à-dire en augmentant le volume de 0,5 %). Cliquez sur « Enregistrer » ; ainsi, chaque fois que vous sélectionnerez cette résine, le facteur d'échelle sera automatiquement appliqué.

Figure 1 : Échelle de correction du retrait
Modèles de positionnement
Si vous placez les modèles trop près les uns des autres (par exemple, lorsque vous imprimez plusieurs exemplaires d'un même modèle), cela aura un impact négatif sur la qualité de surface de vos pièces et rendra leur nettoyage plus difficile. Cela peut également compliquer le post-traitement complet sur la plate-forme, car la lumière ne pourra pas atteindre toutes les zones de manière uniforme.
- Laissez un espace d'au moins 3 mm entre les pièces. Pour les résines noires, la distance minimale entre les modèles doit être de 5 mm.


Tirages d'accompagnement
Lorsque vous utilisez des supports, surélevez les pièces d'au moins 10 mm au-dessus de la plate-forme afin de permettre :
- Des structures de soutien plus complexes
- Retrait plus facile des pièces de la plate-forme
- Retrait plus facile des supports de la pièce
- Lors de l'impression de grandes surfaces, augmentez la hauteur des supports à 20-30 mm.
Épaisseur minimale de la paroi
- pour les résines rigides telles que High Tensile et Hard, réglez-le sur 0,5 mm
- pour les résines souples telles que Flexible, réglez-le sur 2 mm
Diamètre minimal de la pointe d'appui
- pour tous les matériaux rigides, elle est de 0,6 mm
- pour toutes les résines souples, elle est de 1,2 mm
Conseils et astuces pour l'orientation des modèles
Il est préférable d'imprimer les pièces plates à la verticale

Les modèles plats présentant de grandes surfaces ne doivent pas être imprimés à plat, directement sur le plateau d'impression, ni avec des supports courts. Les grandes surfaces adhèrent trop fortement au plateau et s'abîment facilement lors de leur retrait. De plus, l'écoulement de la résine créera une surface rugueuse autour du modèle. L'impression à plat et/ou sur des supports courts peut entraîner une déformation du modèle due au retrait et allonger le temps nécessaire au retrait du matériau de support.

Les modèles plats doivent être imprimés à la verticale. Le modèle peut ensuite être posé directement sur le plateau d'impression. Vous pouvez également surélever le modèle de 10 mm au-dessus du plateau d'impression et soutenir sa face inférieure.
Cette orientation permet de réduire au minimum la surface nécessitant des supports. Le modèle présentera ainsi un aspect lisse des deux côtés et le temps consacré au retrait des supports sera réduit.
Imprimer à 45 degrés par rapport aux axes x, y et z

Ce modèle présentera une surface irrégulière sur l'une de ses faces, car les pixels se déplacent sur celle-ci. En effet, il n'a été orienté que par rapport à l'axe x.

Pour obtenir une finition de surface lisse et éviter l'apparition de lignes dues au décalage des pixels sur les surfaces planes, faites pivoter votre modèle de 45 degrés par rapport aux axes x, y et z.
Boîtes d'angle à 45 degrés par rapport à tous les axes et supportées à 15 mm au-dessus de la plate-forme

Le simple fait d'orienter de grands modèles plats selon un ou deux axes entraînera une déformation des premières couches, due aux forces de pelage et au déplacement du centre de gravité.

Faites pivoter les grands modèles plats ou en forme de boîte de 45 degrés autour des trois axes et soulevez-les de 15 mm au-dessus de la plate-forme.
Cette orientation entraîne une augmentation progressive de la surface, ce qui réduit le risque de déformation et de retrait anisotrope du modèle imprimé.
L'impression verticale permet de réduire la quantité de supports nécessaires

L'impression de cette pièce à l'horizontale nécessiterait de nombreux supports sur la face inférieure, ce qui impliquerait un temps de préparation des fichiers plus long et un travail supplémentaire pour retirer les supports lors de la phase de post-traitement. Sans supports internes, la pièce risquerait également de se déformer.

En orientant ce type de modèle à la verticale, vous aurez besoin de moins de supports. L'impression prendra plus de temps qu'en orientation horizontale, mais vous gagnerez du temps en post-traitement et obtiendrez une meilleure finition de surface.

N'imprimez pas les formes tubulaires à l'horizontale. Le modèle se déformera et la cavité interne passera d'une forme circulaire à une forme ovale. L'ajout de supports internes peut aider à éviter cette déformation, mais cela allongera le temps nécessaire à la préparation du fichier et au post-traitement.
Pour orienter ce modèle à un angle de 45 degrés, il faudrait de nombreux supports et un post-traitement supplémentaire.

Maintenez le tube en position verticale pour obtenir un meilleur état de surface et une meilleure précision dimensionnelle. Soulevez le modèle d'au moins 10 mm au-dessus de la plate-forme afin d'éviter tout échec dû aux forces d'aspiration. Les pièces seront également plus faciles à retirer de la plate-forme.
Pour créer des supports, sélectionnez le profil de résine, puis le profil de support approprié.
- Les impressions de grand format peuvent atteindre une hauteur Z de 350 mm
- Les impressions de taille moyenne peuvent atteindre une hauteur Z de 200 mm
- Les petites impressions ont une hauteur Z maximale de 100 mm

Conseils et astuces pour la création de structures de soutien
Cliquez sur « Mode d'assistance » et faites votre choix.
![]()
Cela générera automatiquement des supports.
Vérifiez toujours visuellement que tous les points critiques ont bien été calés.

Si certains domaines nécessitent un soutien supplémentaire, cliquez sur
![]()
Lorsque vous voyez les zones non soutenues, cliquez sur celles qui doivent être renforcées pour ajouter des supports supplémentaires.
La distance entre les supports doit être de 2 à 3 mm. À titre indicatif, la taille des mailles de la grille du plateau est de 5 x 5 mm.
Une fois que toutes les zones critiques sont prises en charge, appuyez sur ![]()


Les supports automatiques n'ajoutent pas toujours des supports à tous les points critiques. Sur cette photo, les supports au fond n'ont été ajoutés qu'à un seul bord. Ce modèle va s'effondrer ou se déformer à cet endroit sous l'effet de la gravité et des forces de pelage.

Lorsque vous utilisez des supports automatiques, modifiez toujours le fichier pour ajouter des supports supplémentaires si nécessaire. Les supports doivent être suffisamment solides pour soutenir le modèle et résister à la force de gravité ainsi qu'aux forces de décollement pendant l'impression. Ils doivent également être placés aussi près que possible du bord du modèle.

Dans certains cas, les supports automatiques ne suffisent pas. Dans l'exemple ci-dessus, il convient d'ajouter des supports manuels pour renforcer les angles critiques et rendre la structure suffisamment solide pour maintenir la pièce. Si l'impression est effectuée sans supports supplémentaires, la pièce se brisera ou se déformera pendant l'impression.

Voici un exemple d'association optimisée entre supports automatiques et réglages manuels. Tous les angles critiques sont pris en charge, les supports sont répartis de manière homogène et leur densité est adéquate.


Sans supports sur les deux bords, les premières couches commenceront à se déformer, les bords ne seront pas bien définis et l'impression risque d'échouer.

Les premières couches sont très importantes. Les bords en biais doivent être soutenus des deux côtés pour conserver un bord bien défini et net.

Si vous placez la pièce à la verticale au-dessus de la plaque, directement ou sur des supports, les premières couches risquent de se déformer, ce qui entraînera un gauchissement.

Si la taille et la forme du modèle le permettent, orientez-le en biais par rapport à tous les axes.


Un écart de plus de 3 mm entre les pointes de support entraînera une surface rugueuse au niveau des surplombs. Des écarts supérieurs à 5 mm provoqueront des déformations et un décollement.

La distance entre les supports doit être inférieure à 2 mm et aussi proche que possible du bord.

Les supports doivent être placés près du bord.

Si les supports sont trop éloignés du bord, le modèle sera irrégulier et déformé.

Sans renforts internes, les trous se déformeront et prendront une forme ovale.

Pour les trous ronds d'un diamètre supérieur à 2 mm, ajoutez un renfort interne.

Les pieds de support inclinés vers le bas, comme indiqué ci-dessus, seront plus difficiles à retirer.

En ajoutant des pieds de support inclinés vers le haut comme indiqué, vous faciliterez le retrait des pièces.


N'imprimez pas les grands modèles à plat. Il sera très difficile de les retirer du plateau et ils risquent de se casser.
L'impression de cette pièce telle qu'illustrée, avec des surfaces horizontales en surplomb, nécessitera des supports internes pour éviter toute déformation. Cela impliquerait un post-traitement supplémentaire et donnerait un mauvais rendu de surface.

Orientez ce type de modèle verticalement, sans supports. Le temps d'impression sera plus long qu'en cas d'orientation horizontale, mais la pièce nécessitera moins de post-traitement et présentera ainsi un meilleur fini de surface. Orientez les pièces comportant des surplombs internes de manière à ce qu'elles nécessitent un minimum de supports internes. La meilleure option consiste à aligner cette pièce avec ses surplombs à la verticale par rapport au plateau d'impression, ce qui garantit le meilleur fini de surface des deux côtés.

Si les éléments dépassent de plus d'un millimètre et présentent des angles vifs, ajoutez des supports pour conserver la netteté des bords.

Si les éléments dépassent de plus de 2 mm et présentent des angles arrondis, ajoutez des renforts pour conserver la forme des bords.

Si les porte-à-faux mesurent moins de 2 mm et sont autoportants des deux côtés, il n'est pas nécessaire d'ajouter des supports au milieu.
Évidement
Photocentric offre la possibilité de creuser les grands modèles (si la géométrie du modèle et l'application le permettent).
L'évidement permet de réduire la quantité de résine utilisée, et donc le coût d'impression. Il permet également d'alléger le poids, ce qui peut contribuer à améliorer la qualité d'impression et le taux de réussite.
L'épaisseur minimale des parois est de 0,5 mm pour la « moulage de précision » et de 2 mm pour les modèles de prototypage de grande taille en général.

Une fois le creusage terminé, nous vous recommandons d'ajouter une structure de remplissage afin de renforcer la rigidité des modèles et de soutenir les surplombs internes.
Le diamètre minimal de remplissage est de 0,5 mm pour les pièces moulées par cire perdue, avec une taille de cellule de 5 mm.
Les paramètres par défaut sont un diamètre de remplissage de 1 mm et une taille de cellule de 5 mm.

Dans « Vue transparente », vous pouvez vérifier la structure de remplissage.
Le creusage et le remplissage permettent d'économiser jusqu'à 80 % de résine tout en conservant la rigidité des modèles.
Les modèles creux doivent comporter des trous d'évacuation afin de réduire l'effet de succion pendant l'impression.
Sélectionnez « Orifice de drainage flexible » ![]() en mode « Assistance ».
en mode « Assistance ».
Le diamètre minimal de l'orifice d'évacuation est de 4 mm.


Si les modèles creux, comme les bouteilles, ne sont pas munis de trous d'évacuation, la pression à l'intérieur peut faire céder la paroi ou créer des lignes visibles sur l'ensemble du modèle.

Les modèles creux doivent être pourvus de trous de drainage. Ces trous permettent de réduire l'effet de ventouse pendant l'impression.
Exemple 1

Si vous orientez ce modèle selon un angle aigu, comme illustré ici, cela entraînera un temps d'impression inutilement long, nécessitera l'utilisation d'un plus grand nombre de supports, ce qui allongera le temps de post-traitement, et vous obtiendrez un mauvais rendu de surface.

La meilleure orientation pour un modèle en forme de boîte consiste à soulever la pièce de 10 mm au-dessus de la plaque, à la faire pivoter autour des trois axes et à bien caler sa face inférieure.

Exemple 2

Supports générés automatiquement pour le couvercle d'un étui pour tablette.

Les bords ne sont pas correctement soutenus et se déformeront pendant l'impression. Les premières couches se déformeront et se courberont en raison des forces de décollement et de l'absence de supports.

La fonction de support automatique ne reconnaît que les bords extérieurs comme des surplombs et ne prend pas en charge les surfaces internes, qui constituent pourtant des zones critiques.

Si vous imprimez ce modèle à la verticale, en orientant la longueur ou la largeur parallèlement à la plaque, les premières couches risquent de se déformer. Le surplomb du bord supérieur peut également se déformer. Dans la mesure du possible, respectez le principe de construction progressive, en commençant par une surface plus petite pour passer progressivement à une surface plus grande.

Après avoir mis en place les étais automatiques, il est nécessaire d'installer des étais manuels sur les surfaces internes. Il convient d'ajouter des étais supplémentaires, espacés de manière régulière et couvrant toutes les zones internes.

Structure de support optimisée après des réglages manuels.

Si vous disposez de suffisamment d'espace, nous vous recommandons d'imprimer cette pièce à la verticale, en formant un angle de 45 degrés par rapport à la plate-forme.
Le temps d'impression sera plus long, mais le temps de post-traitement sera plus court, car les surfaces internes sont autoportantes. La finition de surface sera également meilleure.
Assurez-vous que la pièce soit surélevée de 10 mm par rapport à la plaque.

Exemple 3

Cette orientation n'est pas recommandée. Dans ce cas, toutes les arêtes sont en surplomb et doivent être soutenues (les supports automatiques ne suffiraient pas). Cette orientation entraînerait davantage de travail pour le soutien et la finition.

Lorsque vous choisissez l'orientation d'impression, réfléchissez à la manière de réduire au maximum les surplombs. Ici, les ailettes du moteur sont conservées intactes avec un temps de post-traitement minimal, et ne nécessitent des supports que d'un seul côté. Vous pouvez également ajouter des supports internes à l'intérieur du cylindre.

Pour éviter toute déformation, imprimez les surfaces minces et planes à la verticale. Si vous inclinez ce modèle à 45 degrés, le corps principal s'imprimera correctement, mais les ailettes se déformeront légèrement, car elles ne sont pas suffisamment étayées pour résister aux forces de décollement et à la gravité.

Il s'agit d'une combinaison optimisée entre l'utilisation de supports automatiques à une densité de 5 % et des ajustements manuels des supports.

Si elles sont placées à un angle de 45 degrés, il n'est pas possible de soutenir suffisamment les ailettes et, après 2 à 3 mm d'impression, celles-ci commenceront à se déformer.

Aperçu des endroits où il convient d'ajouter des conseils d'utilisation manuelle.