LC Titan
La plus grande imprimante 3D à écran LCD au monde
Permet de fabriquer les pièces fonctionnelles les plus grandes et à haute résolution
LC Titan fabrique des pièces imprimées en 3D grand format à ultra-haute résolution, pouvant être utilisées dans des applications concrètes, qu'il s'agisse d'élastomères ou de matériaux ignifuges.
Une imprimante unique en son genre
Grandes pièces détaillées prêtes à l'emploi
Très grand
Volume d'impression de 695 x 385 x 1 200 mm
(27 3/8 x 15 1/8 x 47 ¼ pouces)
Haute résolution
Écran LCD 8K de 32 pouces (7680 x 4320 pixels)
Pas de pixel de 91 microns
Écosystème complet
Impression, lavage, séchage, avec formation, matériel, maintenance et assistance
Spécifications techniques de l'
Volume d'impression extrêmement grand
695 x 385 x 1 200 mm (
) 27 3/8 x 15 1/8 x 47 1/4 pouces
Haute résolution
Pas de pixel de 91 μm
Vitesse d'impression pouvant atteindre 28 mm/h
en couches de 250 μm
Revêtement de la plateforme ResinGlide
Facile à nettoyer, moins de déchets
Technologie brevetée « Blow-Peel »
Une impression fiable et rapide
Télécommande et surveillance
Caméra 4K pour time-lapse
Contrôle automatique de la résine
Remplissage et vidange automatiques de la cuve
Le système de traitement LC Titan complet
Post-traitement spécialement conçu.
Large gamme de résines fonctionnelles. Assistance technique complète, garantie et contrats de maintenance.
Lavage XL
Trois en un. Lavage, rinçage et séchage
Spécialement conçu pour nettoyer efficacement les pièces volumineuses et complexes imprimées sur la LC Titan, cet appareil combine les fonctions de lavage, de rinçage et de séchage en un seul appareil.

Cure XL
Durcir des pièces de grande taille à l'aide de chaleur et d'une lumière à double longueur d'onde
Fournit une chaleur homogène et une lumière à double longueur d'onde, réparties uniformément grâce à la rotation de la plate-forme à 360°, permettant d'obtenir des pièces aux dimensions précises et sans traces de colle.

Lavage XL
Trois en un. Lavage, rinçage et séchage
Spécialement conçu pour nettoyer efficacement les pièces complexes de grande taille imprimées sur Liquid Crystal , cet appareil combine les fonctions de lavage, de rinçage et de séchage en un seul appareil.
Cure XL
Durcir des pièces de grande taille à l'aide de chaleur et d'une lumière à double longueur d'onde
Fournit une chaleur homogène et une lumière à double longueur d'onde, réparties uniformément grâce à la rotation de la plate-forme à 360°, permettant d'obtenir des pièces aux dimensions précises et sans traces de colle.
Large gamme de résines fonctionnelles
Des résines élastomères aux résines certifiées ignifuges, destinées à divers secteurs industriels pour la fabrication de pièces fonctionnelles de haute définition.

Logiciels
Photocentric et Voxel Dance offrent une solution complète pour la préparation de fichiers volumineux et l'interface utilisateur de l'imprimante, de la conception à la production.
Assistance
Installation et formation sur site, contrats de maintenance, garanties et assistance technique complète en matière de conception pour la fabrication additive, disponibles via nos services en personne et en ligne.
Notre équipe d'experts en impression 3D et en science des matériaux se tient à votre entière disposition.

Imprimez plus intelligemment :
Réduire les coûts et accélérer la production




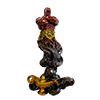



Gorille
Durée d'impression : 40 h 20 min Résine : Hard Black Hauteur : 41,4 cm Poids : 2,25 kg Poids des supports : 0,3 kg Résolution : 100µm
Couvercle de moteur
Durée d'impression : 32 h
Résine : Hard Black
Hauteur : 60 cm
Largeur : 60 cm
Profondeur : 10 cm
Poids : 2,6 kg
Résolution :100 µm

Neptune
Durée d'impression : 130 h (3 impressions)
Résine : Hard Black
Hauteur : 215 cm
Largeur : 105 cm
Profondeur : 70 cm
Poids : 21,5 kg
Résolution :250 µm
Modèle conçu par Sanix3D

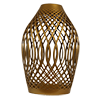
Abat-jour
Durée d'impression : 29 h
Résine : Hard Black
Hauteur : 60 cm
Largeur : 40 cm
Profondeur : 40 cm
Poids : 2,3 kg
Résolution :250 µm

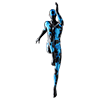
Running Man
Durée d'impression : 60 h
Résine : Hard Black
Hauteur : 177 cm
Largeur : 220 cm
Poids : 2,9 kg
Résolution :250 µm

Guerrier
Durée d'impression : 116 h 40 min
Résine : Hard Black
Hauteur : 100 cm
Poids : 12 kg
Poids des supports : 6,5 kg
Résolution :100 µm

Génie
Durée d'impression : 65 h
Résine : Hard Black
Hauteur : 160 cm
Largeur : 90 cm
Profondeur : 90 cm
Poids : 22 kg
Résolution :250 µm
pupitre
Durée d'impression : 52 h 50 min
Résine : Hard Black
Hauteur : 115,9 cm
Largeur : 70 cm
Profondeur : 40 cm
Poids : 22 kg
Résolution :250 µm

Roi
Durée d'impression : 102 h
Résine : DL110HB
Hauteur : 102 cm
Poids : 7,29 kg
Poids des supports : 1,56 kg
Résolution :100 µm
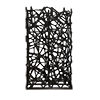
Treillis
Durée d'impression : 60 h
Résine : Hard Black
Hauteur : 155 cm
Largeur : 50 cm
Profondeur : 40 cm
Poids : 2,6 kg
Résolution :250 µm
Coût total de possession (TCO) :
Avoir une vue d'ensemble
Le coût d'une imprimante 3D ne se limite pas à son prix d'achat
Nous croyons en une transparence totale des coûts ; c'est pourquoi nous incluons les déchets, la main-d'œuvre, les consommables, les matériaux, la maintenance, la consommation d'énergie, bref, tout ce qui entre dans notre coût total de possession (TCO).


« Nous adorons vraiment nos Photocentric , et la Titan change véritablement la donne. »
Brad Wriedt, Blue Hippo
Comparatif d'imprimantes
Imprimante |
Technologie |
Résolution XY |
Résolution Z/épaisseur de couche |
Dimensions de l'espace de construction (L x P x H) |
Volume en litres |
Technologie « peel-release » |
Débit d'impression le plus rapide et le plus fiable |
Système ouvert / fermé |
Solution de traitement |
Prix de l'imprimante |
Prix de la résine / kg |
Coût total de possession |
Coût de la pièce imprimée |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
ImprimantePhotocentric Titan |
Technologieécran LCD |
Résolution XY91 μm |
Résolution Z/épaisseur de couche350 à 50 µm |
Dimensions de l'espace de construction (L x P x H)685 × 385 × 1 200 |
Volume en litres316 |
Technologie « peel-release »Blow Peel breveté |
Débit d'impression le plus rapide et le plus fiable
|
Système ouvert / ferméOuvrir |
Solution de traitementUnités de lavage et de séchage dédiées |
Prix de l'imprimante$135,200 |
Prix de la résine / kg40 à 80 $ |
Coût total de possessionFaible |
Coût de la pièce impriméeTrès faible |
ImprimanteMassivit |
TechnologieExtrusion de gel UV |
Résolution XYN/A |
Résolution Z/épaisseur de couche1 500 à 500 μm |
Dimensions de l'espace de construction (L x P x H)1 450 × 1 110 × 1 800 |
Volume en litres2897 |
Technologie « peel-release »Extrusion UV par le haut |
Débit d'impression le plus rapide et le plus fiable
|
Système ouvert / ferméFermé |
Solution de traitementFinition de surface requise |
Prix de l'imprimanteà partir de 300 000 $ |
Prix de la résine / kg$80 |
Coût total de possessionÉlevé |
Coût de la pièce impriméeModéré |
Imprimante3D Systems 750 |
TechnologieSLA |
Résolution XY2 000 ppp max. |
Résolution Z/épaisseur de couche100 μm |
Dimensions de l'espace de construction (L x P x H)750 × 750 × 550 |
Volume en litres309 |
Technologie « peel-release »SLA descendant |
Débit d'impression le plus rapide et le plus fiable
|
Système ouvert / ferméFermé |
Solution de traitementUnité de soins désignée |
Prix de l'imprimanteÀ partir de 400 000 $ |
Prix de la résine / kg100 à 450 $ |
Coût total de possessionÉlevé |
Coût de la pièce impriméeÉlevé |
ImprimanteHP |
TechnologieMJF |
Résolution XY1 200 ppp |
Résolution Z/épaisseur de couche90 μm |
Dimensions de l'espace de construction (L x P x H)380 × 284 × 380 |
Volume en litres41 |
Technologie « peel-release »Autonomie |
Débit d'impression le plus rapide et le plus fiable
|
Système ouvert / ferméFermé |
Solution de traitementTraitement de dépoudrage/durcissement |
Prix de l'imprimante350 000 à 500 000 dollars |
Prix de la résine / kg35 à 60 $ |
Coût total de possessionÉlevé |
Coût de la pièce impriméeTrès faible |
ImprimanteKings 800Pro |
TechnologieSLA |
Résolution XY75-800 μm (faisceau variable) |
Résolution Z/épaisseur de couche50 à 150 μm |
Dimensions de l'espace de construction (L x P x H)800 × 800 × 500 |
Volume en litres320 |
Technologie « peel-release »SLA descendant |
Débit d'impression le plus rapide et le plus fiable
|
Système ouvert / ferméOuvrir |
Solution de traitementNécessite une solution tierce |
Prix de l'imprimante$100,000 |
Prix de la résine / kg40 à 80 $ |
Coût total de possessionFaible |
Coût de la pièce impriméeTrès faible |
ImprimanteStratasys Neo 800 |
TechnologieSLA |
Résolution XY150 à 600 μm |
Résolution Z/épaisseur de couche100 μm |
Dimensions de l'espace de construction (L x P x H)800 × 800 × 600 |
Volume en litres384 |
Technologie « peel-release »SLA descendant |
Débit d'impression le plus rapide et le plus fiable
|
Système ouvert / ferméOuvrir |
Solution de traitementUnité de soins désignée |
Prix de l'imprimante$250,000 |
Prix de la résine / kg$204 |
Coût total de possessionÉlevé |
Coût de la pièce impriméeÉlevé |
Prendre rendez-vous pour une consultation
Si vous souhaitez découvrir l'impression grand format haute résolution avec Titan, prenez rendez-vous avec nos experts.
Nous utiliserons ces informations pour vous tenir au courant des Photocentric et des analyses Photocentric . Vous pouvez vous désabonner à tout moment. Consultez notre Politique de confidentialité pour plus de détails.
82%
L'ingénierie de précision britannique au cœur de notre activité
Liquid Crystal est conçu et assemblé au Royaume-Uni à partir de composants provenant à 82 % du Royaume-Uni.
Ressources connexes

Impression de grands panneaux automobiles complexes pour Magna International
>

Impression 3D d'une réplique de la coupe Heineken pour les Leicester Tigers
>

Impression 3D d'une jante de voiture avec du LC Titan
>