Centre de ressources sur Liquid Crystal
Sommaire
Premiers pas avec Titan
Ce que vous recevez
Imprimante Titan




Boîte d'accessoires

| 1) Grattoir robuste | 11) Robinet d'extraction 100 mm | 21) Joint de cuve |
| 2) Lame de rechange pour racloir à usage intensif | 12) Vaporisateur de 750 ml | 22) Joint Blowpeel |
| 3) Tournevis PH2 | 13) 2 sacs de 5 kg de résine Titan Hard Black | 23) Vis à tête bombée cruciforme M4 x 8 en acier inoxydable |
| 4) Tournevis PH3 | 14) Jeu de fraises (pour le démontage du support) | 24) Vis à tête cylindrique cruciforme M4 x 8 en acier inoxydable |
| 5) Clé du compartiment électrique | 15) Scie à métaux junior | 25) Clé USB 3.0 de 64 Go |
| 6) Entonnoir en résine | 16) Lame de rechange pour scie à métaux Junior | 26) Clé de licencePhotocentric |
| 7) Filtre en papier de 400 microns | 17) Raccord pneumatique | 27) Câble d'alimentation |
| 8) Antenne Wi-Fi | 18) Couteau à décaper / grattoir robuste | 28) Aide au levage de fûts |
| 9) Gants de grande taille x 100 | 19) Lot de pipettes et de tampons | 29) Aide au changement d'apparence de la TVA |
| 10) Lunettes de protection | 20) Colliers de serrage (lot de 2) |
Boîte d'accessoires
1) Racloir robuste
2) Lame de rechange pour racloir robuste
3) Tournevis PH2
4) Tournevis PH3
5) Clé pour compartiment électrique
6) Entonnoir
7) Filtre en papier de 400 microns
8) Antenne Wi-Fi
9) Gants grands formats x100
10) Lunettes de sécurité
11) Robinet d'extraction 100 mm
12) Vaporisateur 750 ml
13) 5 kg de Titan Hard
14) Jeu de cisailles
15) Scie à métaux Junior
16) Lame de rechange pour scie à métaux junior
17) Raccord pneumatique
18) Couteau à décaper/grattoir robuste de 2 pouces
19) Lot de pipettes et cotons-tiges
20) Colliers de serrage (lot de 2)
21) Joint de cuve
22) Joint Blowpeel
23) Vis à tête cylindrique cruciforme M4 x 8 en acier inoxydable
24) Vis à tête cylindrique cruciforme M4 x 8 en acier inoxydable
25) Clé USB 3.0 de 64 Go
26) Clé de licence Photocentric
27) Câble d'alimentation
28) Aide au levage de la cuve
29) Aide au remplacement de la paroi de la cuve
Préparatifs avant de recevoir votre imprimante
Lumière ambiante
Titan utilise des résines qui durcissent lorsqu'elles sont exposées à la lumière dans la partie bleue du spectre (plus précisément à 460 nm). La résine est sensible à la lumière visible, en particulier à la lumière du soleil. Utilisez votre imprimante dans un environnement peu éclairé ou sous un éclairage rouge. Évitez toujours l'exposition directe au soleil. Si possible, réduisez l'intensité lumineuse lorsque vous manipulez la résine.
Lieu
Le Titan pèse 635 kg et doit être posé sur un sol plat, lisse et dur, ses pieds bien en place et mis à niveau (pour plus d'informations sur la mise à niveau, consultez la section « Installation du Titan »).
Une fois le Titan mis en place, il convient de mesurer son niveau sonore, qui peut varier en fonction de l'emplacement ou des objets environnants. En règle générale, des valeurs supérieures à 80 dB nécessitent le port d'une protection auditive en cas d'exposition prolongée. Il convient de respecter la réglementation locale en vigueur concernant les niveaux sonores.
Lors du choix d'un emplacement adapté, prévoyez suffisamment d'espace et tenez compte du flux de travail entre le Titan, le Wash XL et le Cure XL.
Il est recommandé de maintenir la pièce à une température de fonctionnement comprise entre 20 et 25 °C et de stocker les résines dans un environnement similaire.
Les dimensions extérieures du Titan sont de 2 140 × 1 540 × 620 mm. Il convient également de tenir compte des informations suivantes lors du choix d'un emplacement adapté :
- La largeur de la porte principale est de 1 180 mm, avec une ouverture minimale requise de 90 degrés. Son angle d'ouverture maximal est de 180 degrés.
- La largeur de la porte du compartiment à résine est de 700 mm, avec une ouverture minimale requise de 90 degrés. Son angle d'ouverture maximal est de 180 degrés.
- Un espace libre d'au moins 400 mm est nécessaire pour la trappe d'admission d'air du ventilateur.
- Un espace libre d'au moins 200 mm est nécessaire pour les branchements électriques et pneumatiques ainsi que pour l'antenne Wi-Fi.
Si vous installez plusieurs imprimantes Titan en configuration de parc, nous vous recommandons de les incliner à 30 degrés et de les espacer de 2,2 m (figure 7). Cela permet d'accéder à la chambre d'impression et au système de dosage de résine, tout en laissant suffisamment d'espace pour l'entrée et la sortie d'air de refroidissement, tout en occupant un minimum d'espace au sol.
Veillez à ce que la base du Titan ne soit jamais obstruée.

Extraction
Le Titan dispose de deux orifices d'extraction, situés en haut et à gauche, munis de plaques de recouvrement. Un seul orifice d'extraction doit être utilisé à la fois. Les plaques de recouvrement sont fixées à l'aide de 4 vis. Un raccord de 100 mm est fourni dans la boîte d'accessoires. Celui-ci peut être fixé une fois la plaque de recouvrement retirée ; réutilisez les quatre vis pour fixer le raccord, ce qui vous permettra de raccorder un conduit de 4 pouces (100 mm) à l'imprimante.

Il est recommandé d'utiliser un système d'extraction si la Titan est utilisée dans un espace confiné ou mal ventilé. Le volume d'air à l'intérieur de l'imprimante est d'environ 1 600 litres (1,6 m³). Il convient de ne pas dépasser 0,4 renouvellement d'air par minute. Cela correspond à un débit de 640 litres par minute ou de 38 m³ par heure.
L'utilisation d'un débit plus élevé pendant une impression peut entraîner un refroidissement excessif de la résine, ce qui peut nuire à la qualité de l'impression.
Lorsqu'il est nécessaire d'utiliser un débit d'aspiration plus élevé, la plupart des émanations peuvent être éliminées de la Titan en quelques minutes. Une fois chaque impression terminée, activez l'aspiration pendant quelques instants avant d'ouvrir la porte de l'imprimante.
Photocentric le système d'extraction BOFA Pro4 (Photocentric.pdf) pour le raccordement au Titan.

Puissance
- Imprimante LC Titan Alimentation électrique : 230 V CA/32 A avec prise à 3 broches (L+N+E) conforme aux normes CEI 309, EN 60309-1/2 et BS4343.
- Le Titan, lorsqu'il est branché sur une alimentation de 230 V CA, consomme 3,4 kW sans le chauffage de la résine et absorbe un courant total de 14,70 A. Avec le chauffage de la résine branché, il consomme 3,7 kW et absorbe un courant total de 16 A. La consommation moyenne est de 1,1 kW et de 0,2 kW au repos (sans le chauffage). Avec le chauffage, la consommation électrique moyenne est de 1,4 kW et de 0,5 kW au ralenti.
- Branchez uniquement le Titan à la prise à l'aide du câble d'alimentation fourni.
- La prise d'alimentation de l'imprimante se trouve à l'arrière de l'appareil, à côté d'un interrupteur de sectionnement. Lorsque vous branchez l'imprimante, assurez-vous que l'interrupteur de sectionnement est en position « Arrêt » jusqu'à ce que tous les autres branchements soient correctement effectués. De même, veillez à toujours mettre l'interrupteur de sectionnement en position « Arrêt » avant de débrancher l'imprimante.
- L'imprimante s'allumera automatiquement lorsque le sectionneur sera activé.

Transformateur
Pour le flux de travail complet Titan, y compris les modèles Wash XL et Cure XL, à sélectionner en fonction des exigences ci-dessous : Lien vers le transformateur
-
- Tension de sortie : 400-415 V, triphasé
- Fréquence : 50/60 Hz
- Configuration de sortie : triphasée à 4 fils, en « Y »
![]()
- Courant de sortie à 400 V : 42,5 A
- Courant de sortie par phase à 230 V : 16 A

Batterie UPS
Titan ne doit être sélectionné que s'il répond aux critères suivants :
- Tension de sortie : 230 V
- Fréquence : 50/60 Hz
- Puissance continue : 3,7 kW
- Exigences en matière de capacité : pour que l'imprimante puisse fonctionner pendant 1 heure à partir de l'onduleur, il est recommandé de disposer d'une capacité de stockage d'énergie d'au moins 1,5 kWh ; pour des durées plus longues, la capacité de stockage d'énergie doit être adaptée en conséquence.
Chauffage pour réservoir de résine :
- L'imprimante peut être équipée d'un chauffage optionnel de 300 W afin de maintenir la température de la résine dans un environnement plus froid.
Connexions
- Le Titan dispose d'un port USB 3.0 à l'avant, sous l'interface graphique, et de deux autres à l'arrière : l'un en haut, l'autre à côté de la prise d'alimentation. Le port USB situé en haut à l'arrière est destiné à l'antenne Wi-Fi (fournie).
- Il convient d'utiliser uniquement l'antenne Wi-Fi fournie.
- Le Titan dispose également d'une prise réseau RJ45 à l'arrière si vous avez besoin d'une connexion réseau filaire.
- Le port USB situé à l'avant de l'imprimante vous permet de charger des fichiers d'impression à l'aide d'une clé USB.

Air
- Une alimentation continue en air comprimé (via un réseau centralisé ou un compresseur autonome) avec un tuyau de 10 mm de diamètre extérieur est nécessaire.
- La pression d'air recommandée est de 6 bars (9 psi), avec une pression minimale de 2 bars (8 psi).
- Le débit d'air recommandé est d'au moins 60 l/min.
Alimentation externe en résine (en option)
Si la quantité nécessaire dépasse 15 kg (volume maximal du réservoir de résine interne du Titan), il est possible de raccorder le Titan à un réservoir de résine externe de plus grande capacité via les points d'accès.

Compresseur d'air
Pour que Titan fonctionne, il est indispensable de disposer d'une alimentation en air comprimé répondant aux spécifications suivantes :
(compresseur autonome ou alimentation par le réseau central d'air comprimé du bâtiment)
- pression : 3 bars (43,5 psi)
- pression : 8 bars (116 psi)
- débit d'air continu : 80 l/min (2,83 cfm)
- Exemple de compresseur : Hyundai HY7524 (1 ch, 24 l, sans huile, 5,2 CFM, 118 psi max)
Compresseur d'air portable Hyundai 750 W, 24 l, sans huile, silencieux, 5,2 CFM, 118 psi, entraînement direct | HY7524X
ATTENTION !
Une alimentation en air instable peut endommager le filtre à l'intérieur de l'imprimante en raison d'une force de décollement excessive.
Installation de Titan
Déballage du Titan
Outils nécessaires pour déballer le Titan
- Un chariot élévateur capable de soulever 1 000 kg.
- Tournevis Torx 20 et 30
- Clé Allen de 12 mm
Lors du déchargement du Titan, il est indispensable de porter des lunettes de protection, des chaussures de sécurité et des gants. Le Titan pèse 635 kg et la caisse 200 kg, ce qui porte le poids total à 835 kg. Deux opérateurs sont nécessaires, et le Titan ne peut être déchargé qu'à l'aide d'un chariot élévateur.
- Commencez par retirer les vis à tête Torx situées en haut des panneaux avant et arrière à l'aide d'un tournevis à embout T30. Retirez ensuite avec précaution le panneau supérieur avant de poursuivre.
- Dévissez les vis à tête Torx qui fixent les panneaux latéraux et mettez-les de côté.
- Retirez les vis à tête Torx situées à la base du panneau avant et mettez-les de côté.
- Enfin, dévissez les vis Torx de la base pour retirer le panneau arrière.
Retirer Titan de la palette
Dévissez le châssis des supports en acier.
- Commencez par dévisser les 5 vis du support en acier qui sont fixées à la palette.
- Dévissez ensuite les quatre vis marquées du volet du filtre du ventilateur à l'aide d'un tournevis T20.
- Retirez les deux vis M14 à l'aide d'une clé Allen de 12 mm.
- Procédez de la même manière pour l'autre côté : ouvrez la trappe du compartiment à résine et retirez les deux vis M14.
- Conservez les vis et le support sur la palette et rangez-les.

Déballage du Titan
Outils nécessaires pour déballer le Titan
- Un chariot élévateur capable de soulever 1 000 kg.
- Tournevis Torx 20 et 30
- Clé Allen de 12 mm
Lors du déchargement du Titan, il est indispensable de porter des lunettes de protection, des chaussures de sécurité et des gants. Le Titan pèse 635 kg et la caisse 200 kg, ce qui porte le poids total à 835 kg. Deux opérateurs sont nécessaires, et le Titan ne peut être déchargé qu'à l'aide d'un chariot élévateur.
- Commencez par retirer les vis à tête Torx situées en haut des panneaux avant et arrière à l'aide d'un tournevis à embout T30. Retirez ensuite avec précaution le panneau supérieur avant de poursuivre.
- Dévissez les vis à tête Torx qui fixent les panneaux latéraux et mettez-les de côté.
- Retirez les vis à tête Torx situées à la base du panneau avant et mettez-les de côté.
- Enfin, dévissez les vis Torx de la base pour retirer le panneau arrière.
Retirer Titan de la palette
Dévissez le châssis des supports en acier.
- Commencez par dévisser les 5 vis du support en acier qui sont fixées à la palette.
- Dévissez ensuite les quatre vis marquées du volet du filtre du ventilateur à l'aide d'un tournevis T20.
- Retirez les deux vis M14 à l'aide d'une clé Allen de 12 mm.
- Procédez de la même manière pour l'autre côté : ouvrez la trappe du compartiment à résine et retirez les deux vis M14.
- Conservez les vis et le support sur la palette et rangez-les.

Quatre vis de la trappe du filtre du ventilateur qu'il faut retirer

Retrait des vis M14

Emplacement de Forks
- Ne soulevez l'imprimante que par l'arrière.
- Réglez l'écartement des fourches de manière à ce que les deux fourches s'insèrent entre les pieds, au niveau des repères indiqués.
- Assurez-vous que les fourches soient bien placées sous l'imprimante avant de la soulever.
De cette manière, le poids est réparti sur les éléments structurels du châssis de l'imprimante. - Nous vous recommandons de ranger le carton d'emballage de l'imprimante dans un endroit sûr et sec.
Manœuvres du Titan
Une fois le Titan installé à l'emplacement souhaité, si un ajustement supplémentaire de la position est nécessaire, nous vous recommandons d'utiliser les roulettes de l'imprimante.
Assurez-vous que les pieds réglables sont complètement rentrés avant de déplacer l'imprimante sur ses roulettes. Déployez-les à nouveau jusqu'au sol, une fois l'imprimante en place.
Dans les autres cas, utilisez un transpalette ou un chariot élévateur robuste, d'une capacité nominale d'au moins 1 tonne. Si vous utilisez un chariot élévateur ou un transpalette, glissez les fourches sous l'avant de l'imprimante, en les positionnant à l'intérieur des roues, puis jusqu'à l'arrière de l'imprimante avant de la soulever.
REMARQUE :
Un mauvais levage de la Titan pourrait causer de graves dommages aux pièces essentielles et fonctionnelles de la machine.
– Si l'imprimante doit être transportée sur une certaine distance à l'aide d'un chariot élévateur, fixez-la aux fourches à l'aide de sangles à cliquet afin d'empêcher tout mouvement ou rebond sur les fourches.
– Des morceaux de tapis en caoutchouc peuvent être utilisés pour protéger l'imprimante contre les dommages causés par les fourches.
Mise à niveau de l'imprimante
La Titan est équipée d'un niveau à bulle situé dans le coin avant gauche de la chambre interne. L'imprimante est correctement mise à niveau lorsque la bulle se trouve au centre de la croix et à l'intérieur du cercle intérieur.
La Titan repose sur des roulettes équipées de pieds réglables qui peuvent être abaissés et ajustés pour mettre l'imprimante à niveau. Nous recommandons de placer l'imprimante aussi à niveau que possible afin que le niveau de la résine reste parallèle au bord supérieur du bac. Vous pouvez régler les pieds vers le haut ou vers le bas en tirant sur le levier, en choisissant la direction souhaitée, puis en enclenchant le levier vers la gauche ou vers la droite.
Manœuvres du Titan
Une fois le Titan installé à l'emplacement souhaité, si un ajustement supplémentaire de la position est nécessaire, nous vous recommandons d'utiliser les roulettes de l'imprimante.
Assurez-vous que les pieds réglables sont complètement rentrés avant de déplacer l'imprimante sur ses roulettes. Déployez-les à nouveau jusqu'au sol, une fois l'imprimante en place.
Dans les autres cas, utilisez un transpalette ou un chariot élévateur robuste, d'une capacité nominale d'au moins 1 tonne. Si vous utilisez un chariot élévateur ou un transpalette, glissez les fourches sous l'avant de l'imprimante, en les positionnant à l'intérieur des roues, puis jusqu'à l'arrière de l'imprimante avant de la soulever.
REMARQUE :
Un mauvais levage de la Titan pourrait causer de graves dommages aux pièces essentielles et fonctionnelles de la machine.
– Si l'imprimante doit être transportée sur une certaine distance à l'aide d'un chariot élévateur, fixez-la aux fourches à l'aide de sangles à cliquet afin d'empêcher tout mouvement ou rebond sur les fourches.
– Des morceaux de tapis en caoutchouc peuvent être utilisés pour protéger l'imprimante contre les dommages causés par les fourches.
Mise à niveau de l'imprimante
La Titan est équipée d'un niveau à bulle situé dans le coin avant gauche de la chambre interne. L'imprimante est correctement mise à niveau lorsque la bulle se trouve au centre de la croix et à l'intérieur du cercle intérieur.
La Titan repose sur des roulettes équipées de pieds réglables qui peuvent être abaissés et ajustés pour mettre l'imprimante à niveau. Nous recommandons de placer l'imprimante aussi à niveau que possible afin que le niveau de la résine reste parallèle au bord supérieur du bac. Vous pouvez régler les pieds vers le haut ou vers le bas en tirant sur le levier, en choisissant la direction souhaitée, puis en enclenchant le levier vers la gauche ou vers la droite.

Position du niveau Titan Sprint

La bulle se trouve au milieu de la croix et à l'intérieur du premier cercle

Tournez le cliquet pour régler les pieds
Configuration de Titan pour votre première impression
Vérification des connexions
Le Titan devrait désormais être correctement positionné et prêt à l'emploi.
Le raccordement à l'alimentation électrique et à l'alimentation en air doit être effectué par une personne qualifiée.
1. Ouvrez la porte et retirez la boîte d'accessoires, le tube de film de rechange et la boîte de résines.
2. Raccordement du câble d'alimentation
2.1. Branchement de l'imprimante au secteur
Prenez le câble d'alimentation, alignez la fiche avec la prise située à l'arrière, puis enfoncez-la. Tournez la fiche dans le sens des aiguilles d'une montre jusqu'à ce qu'elle s'enclenche, en vous assurant qu'elle est bien connectée. Branchez l'autre extrémité du câble d'alimentation dans une prise murale ou sur une source d'alimentation appropriée.
2.2. Débranchement de l'imprimante
Débranchez toujours d'abord le câble d'alimentation de la prise murale ou de la source d'alimentation, puis tirez sur le loquet de la fiche reliée à l'imprimante. Tournez la fiche dans le sens inverse des aiguilles d'une montre pour la dégager de la prise d'alimentation.
3. Raccordez le tuyau d'alimentation en air de 10 mm à l'imprimante Titan à l'aide de l'adaptateur fourni dans le coffret d'accessoires. Veillez à respecter les bonnes pratiques en matière d'organisation des câbles : les câbles d'alimentation et les tuyaux d'air comprimé doivent être éloignés des zones de passage afin d'éliminer ou de réduire les risques de trébuchement.
Se connecter au Wi-Fi
1. Préparez l'imprimante pour la connexion à Internet en :
-
- Wi-Fi – Insérez la clé Wi-Fi fournie dans la prise située à l'arrière de l'appareil.
- Ethernet – Branchez une extrémité du câble Ethernet dans la prise située à l'arrière et l'autre extrémité à votre réseau local.
- Allumez l'imprimante en actionnant l'interrupteur de sectionnement.
- Si vous souhaitez vous connecter au Wi-Fi, rendez-vous dans les paramètres, puis dans la section Réseau.
- Sélectionnez votre réseau Wi-Fi.
- Appuyez sur « Connect ».
- Saisissez le mot de passe et connectez-vous.
Vous devriez voir une adresse IP répertoriée sous « Wi-Fi » avec la mention « connecté ».
- Fermez le capot de l'imprimante.
- Sélectionnez « Maintenance », puis « Routines d'étalonnage » dans l'interface graphique.
- Sélectionnez la position d'origine et attendez que le bras de l'imprimante atteigne sa position d'origine en haut.
- Une fois le déplacement terminé, ouvrez la porte de l'imprimante et retirez les blocs de mousse.
- Retirez le film de protection de l'écran de l'interface graphique.

L'interface utilisateur graphique (GUI)
Page d'accueil
Écran d'accueil qui s'affiche à la mise sous tension de l'imprimante, permettant d'accéder à différents menus et comportant un indicateur d'état de l'imprimante ainsi qu'une liste de contrôle.
Lors de l'impression, cette page affiche la progression et l'état du travail d'impression en cours
Avancement et état de l'impression
affiche le temps écoulé, le temps restant, ainsi que les options « Annuler » et « Pause ».
Pour garantir que l'imprimante se connecte, transfère les fichiers et imprime correctement, il est recommandé de la redémarrer une fois par semaine.
Explorateur de fichiers
Affiche les fichiers disponibles stockés sur l'imprimante, notamment :
Tâches d'impression
afficher les fichiers disponibles à imprimer, qu'ils aient été téléchargés en ligne ou via un transfert USB hors ligne.
Time-lapses
rassemblez une série d'images, à raison d'une image par couche de l'impression complète, accessible une fois le travail d'impression terminé. Les vidéos en accéléré peuvent être téléchargées en ligne ou hors ligne. Les vidéos en accéléré constituent des données très utiles pour comprendre les causes d'un échec d'impression ou pour illustrer des campagnes marketing.
Commandes
Procédures d'étalonnage
Ce logiciel propose des fonctions permettant de vérifier et de gérer les paramètres de l'imprimante. Il est recommandé que ces fonctions soient utilisées par du personnel qualifié ou avec son assistance.
Gestion des matériaux
Étalonnage du capteur de niveau de la cuve sur « 0 » ou sur un seuil, avec réglage du niveau de consigne.
Flux en direct
Les images en direct des caméras sont accessibles via l'interface graphique ou par accès à distance.
Paramètres
Réseau
Fournit des informations sur l'état de la connexion réseau, qu'elle soit établie via un câble Ethernet ou une clé Wi-Fi, ainsi que des détails sur la connexion.
Nom d'hôte
Cette fonction vous permet de mettre à jour le nom d'hôte de l'imprimante. Remplacez les espaces par des tirets (« – ») pour garantir que l'opération aboutisse dès la première tentative. Une fois le nom d'hôte mis à jour, il est nécessaire de redémarrer l'imprimante afin de garantir le bon fonctionnement du matériel et des connexions d'accès à distance.
Le nom d'hôte peut être utilisé pour accéder à l'imprimante via un réseau local.
Mise à jour
Affiche la version actuelle de Crystalliser installée sur l'imprimante et permet de mettre à jour le logiciel de l'imprimante à l'aide du fichier de mise à jour (.swu).
Intensité carbone
Il est possible de saisir les valeurs d'intensité carbone de l'imprimante afin de pouvoir calculer l'empreinte carbone de chaque pièce ou travail d'impression produit
À propos de l'appareil
Fournit des informations sur l'imprimante
Journaux
Permet d'accéder aux fichiers journaux générés par l'imprimante afin de faciliter le dépannage ou le débogage.




Comment exporter les fichiers journaux?
Dans l'interface graphique, cliquez sur l'icône « Paramètres », puis sélectionnez « Journaux » et enfin « Exporter le journal système » ; le fichier sera enregistré dans le dossier « Fichiers d'impression ».
Téléchargez-le via « Accès à distance » en utilisant le nom d'hôte ou l'adresse IP, puis enregistrez-le sur votre PC afin de le partager avec l'équipe d'assistance ou d'ingénieurs pour examen. (photocentric)
Notifications
Afficher les messages relatifs aux événements récents survenus sur l'imprimante.
Interface utilisateur à distance
Si l'imprimante est connectée au réseau local via Wi-Fi ou Ethernet, elle est accessible à distance (uniquement depuis le réseau local). L'interface utilisateur à distance est une réplique exacte de l'interface tactile, à l'exception de la liste de contrôle de préparation et des routines d'étalonnage. Ces fonctions étant essentielles, l'utilisateur doit se trouver à proximité de l'imprimante pour y accéder avant de lancer l'impression suivante.
Il est possible d'accéder à l'interface utilisateur à distance depuis un appareil connecté au même réseau que l'imprimante via un navigateur Web, soit en saisissant dans la barre d'adresse le nom d'hôte de l'imprimante suivi de « ./ », soit en saisissant son adresse IP (par exemple « nom-d'hôte-de-l'imprimante./ » ou « 192.168.1.1 »)
Réglage du débit d'air et de la pression
- Un réglage correct de l'air joue un rôle essentiel dans les performances d'impression de la Titan et dans son bon fonctionnement.
- Fixez le raccord rapide d'air à l'imprimante fournie dans le coffret d'accessoires.
- Raccordez le tuyau d'air à l'imprimante. Si vous utilisez un compresseur, mettez-le en marche. Sinon, assurez-vous que l'alimentation en air principale est activée et fonctionne correctement.
- Ouvrez la trappe d'entretien située à l'arrière de l'imprimante. Ouvrez complètement le régulateur de débit jusqu'à 11 unités. Réglez ensuite le régulateur de pression entre 0,15 et 0,2 MPa, comme indiqué par un repère en plastique vert.

Initialisez ou recalibrez le capteur de résine après l'avoir débranché ou remplacé
- Avant la première impression ou après avoir déconnecté le capteur de résine, celui-ci doit être calibré sur « 0 ».
Assurez-vous que le capteur de niveau est propre : utilisez de l'alcool isopropylique et un mouchoir en papier pour éliminer les résidus. - Pour calibrer le capteur de résine, allez dans « Commandes > Gestion des matériaux > puis, à côté de l'affichage du niveau actuel, appuyez sur « Zéro-0 ».
Impression avec Titan
Préparation des fichiers pour l'impression
- Importez les modèles 3D dans Photocentric ou Voxel Dance Additive.
- Pour tout fichier dont la taille dépasse 3 Go, nous vous recommandons de le préparer avec Voxel Dance Additive.
- Sélectionnez le profil de la machine Liquid Crystal .
- Préparez le modèle en ajoutant des supports, etc.
- Dans Photocentric , sélectionnez la résine de votre choix et l'épaisseur de couche souhaitée. Ensuite, générez les tranches au format *crs.
- Dans Voxel Dance Additive, découpez le modèle à l'épaisseur de couche souhaitée. Importez ensuite le fichier découpé dans Crystalliser PFP, puis sélectionnez Titan et la résine souhaitée pour générer un fichier *crs.
- Pour plus d'informations sur Photocentric Studio Pro, rendez-vous ici.
- Pour plus d'informations sur Voxel Dance Additive, rendez-vous ici.
Préparation à l'impression
- Veillez à utiliser un EPI adapté lors de la manipulation de résines ou au contact de surfaces enduites de résine. Des gants et des lunettes de protection vous ont été fournis ; nous vous recommandons également de porter une blouse de laboratoire ou une combinaison.
- Assurez-vous que les pieds sont bien fixés et que le plateau d'impression est à l'horizontale par rapport à la force de gravité. Les impressions pouvant durer jusqu'à 90 heures, veillez à ce que le réservoir de l'imprimante contienne suffisamment de résine pour toute la durée de chaque impression.
- Si c'est la première fois que vous utilisez une nouvelle plateforme, il convient de la poncer légèrement avec du papier abrasif de grain 60 afin d'augmenter la rugosité de sa surface et d'améliorer l'adhérence. Il est recommandé de porter un masque FFP3 et d'effectuer le ponçage dans un endroit bien ventilé ou équipé d'un système d'aspiration si nécessaire.
- La quantité de résine nécessaire à l'impression est indiquée dans les logiciels Photocentric et Voxel Dance. De plus, il faut ajouter au moins 3 litres de résine au niveau requis dans le réservoir. Cela permet de recouvrir entièrement le bac à résine et d'éviter tout échec d'impression.
- La capacité maximale du réservoir de résine Titan est de 15 l. Versez la résine dans le réservoir.
- Si une quantité supplémentaire de résine est nécessaire, il est possible d'ajouter manuellement 8 litres supplémentaires dans la cuve jusqu'à ce que le capteur de niveau indique 40 %.
- Il est également possible de fixer un réservoir de résine plus grand au Titan.
- Veillez à laisser suffisamment d'espace dans le réservoir lorsque vous videz la cuve à l'aide de la fonction automatique « Vider la cuve ».
- Pour certaines Photocentric , comme la HighTemp DL401, il est nécessaire de préchauffer la résine à 60 °C avant l'impression. Pour maintenir la résine à température pendant l'impression, branchez le tapis chauffant fourni avec la Titan et réglez-le sur 70 °C.
- Vérifiez que la plate-forme propre est bien en place et solidement fixée.
- Lors de la mise en place du plateau d'impression sur le bras, assurez-vous que les deux pinces de fixation d'extrémité sont bien fermées. Veillez à ce que l'espace entre la pince et la zone fixée soit exempt de débris ou d'obstacles.
- Vérifiez que le film de protection de l'écran est propre et en bon état.
- Les nervures situées au-dessus des conduits d'aération font partie intégrante de la conception et il n'est pas nécessaire de les découper.
- Vérifiez que le joint « Blow-Peel » est intact et bien en place. Le repère blanc sur le film de protection indique l'emplacement du joint « Blow-Peel ».
- Vérifiez qu'une cuve propre et en bon état est bien fixée, puis fermez la porte.
- Vérifiez que le film de la cuve ne présente aucun signe de détérioration ou d'usure. En cas de doute quant à l'état du film de la cuve, consultez la section consacrée à l'entretien.
- Si vous le souhaitez, dans l'écran « Routines d'étalonnage », lancez le « test du cycle de gonflage-dégonflage » et vérifiez si le film de la cuve se gonfle et reprend sa forme à plat lorsqu'il est mis sous vide.
- Assurez-vous que le capteur de résine est bien installé sur le dispositif de remplissage automatique de résine et qu'il est branché.
- Si nécessaire, lancez les procédures d'« initialisation » et d'« étalonnage » du capteur de résine via l'interface utilisateur.
- Le système de remplissage automatique maintiendra le niveau de résine dans le bac tout au long de l'impression.
- L'icône de l'interface graphique devrait afficher le symbole d'une porte verrouillée pour indiquer que la porte est fermée.
- Vérifiez l'orientation du tuyau de remplissage automatique en résine installé au-dessus de la pompe. Il doit correspondre à la photo ci-dessous :

12. Avant chaque impression, une liste de contrôle de l'état de l'imprimante s'affiche sur l'interface graphique de l'imprimante, qui guide l'utilisateur à travers toutes les étapes de préparation. Une fois la liste de contrôle terminée, l'imprimante passe à l'état« Prête »et est prête à lancer l'impression.
(si les portes sont ouvertes, il faut recommencer la procédure)
13. Dans l'interface graphique, sélectionnez « Imprimer les fichiers » et choisissez le fichier récemment découpé que vous souhaitez imprimer.
Lancer l'impression
Utilisation du remplissage automatique à la résine
Avant l'impression, il est important de bien agiter la résine dans le flacon avant de la verser dans le réservoir de résine ou le système de gestion de la résine.
Verser la résine à la main
Avant l'impression, il est important de bien agiter la résine dans le flacon avant de la verser dans le système de gestion de la résine. Vous pouvez verser la résine directement dans le bac, mais ne le remplissez pas au-delà de 8 litres.
Mettre une impression en pause
N'interrompez pas l'impression sauf en cas de nécessité. Si nécessaire, ne la mettez en pause que brièvement afin d'éviter tout défaut d'impression et de vous assurer que ni le bac à résine ni la plate-forme d'impression ne soient retirés pendant ce laps de temps.
- Lorsque vous appuyez sur « Pause », le système attend que l'exposition de la couche soit terminée, puis met le processus en pause et déverrouille la porte.
Annuler une impression
Une fois la couche en cours terminée, si vous avez annulé l'impression, celle-ci s'arrêtera et le bras d'impression reviendra à sa position d'origine. Attendez que tous les mouvements soient complètement arrêtés avant d'ouvrir la porte de l'imprimante.
Arrêt d'urgence pendant une impression
En cas d'urgence, les boutons d'arrêt d'urgence se trouvent à l'avant de la machine et à l'intérieur de la chambre d'impression.
Arrêt d'urgence (E-Stop)
En cas d'urgence, les boutons d'arrêt d'urgence se trouvent à l'avant de la machine et à l'intérieur de la chambre d'impression.

- Si vous appuyez sur le bouton d'arrêt d'urgence (e-stop) pendant une impression, celle-ci s'interrompt immédiatement, l'exposition de la couche en cours s'arrête et tous les mouvements cessent.
- Lorsque l'arrêt d'urgence est activé, l'alimentation électrique de la machine reste intacte. Le système de déplacement linéaire et la barre lumineuse ne fonctionnent plus, mais l'interface graphique reste opérationnelle. Le système de déplacement linéaire est équipé d'un système de freinage destiné à empêcher le bras d'impression de tomber.
- Si l'imprimante doit être débranchée en cas d'urgence, mettez d'abord le sectionneur sur la position « OFF » si cela peut se faire en toute sécurité. Si cela n'est pas possible, coupez l'alimentation électrique de la prise à laquelle l'imprimante est branchée si cela peut se faire en toute sécurité.
- Avant de déplacer l'imprimante, assurez-vous qu'elle est hors tension et débranchée de l'alimentation en air par une personne qualifiée.
- Pour désactiver l'arrêt d'urgence, il suffit de tourner le bouton dans le sens inverse des aiguilles d'une montre après s'être assuré que l'imprimante est sous tension et que tout risque pour la sécurité a été écarté.
- Si l'on appuie sur le bouton d'arrêt d'urgence pendant l'impression, celle-ci ne pourra malheureusement pas être reprise.
Une fois l'impression terminée
La Titan ne nécessite ni surveillance ni supervision pendant le processus d'impression ; vous n'avez pas besoin d'être présent lorsque l'impression touche à sa fin.
Laisser une impression terminée à l'intérieur de l'imprimante pendant un certain temps permettra à l'excédent de résine de s'écouler dans le bac. Lorsque vous êtes prêt à nettoyer l'impression, ouvrez la porte. Reportez-vous à la section « Nettoyage des impressions » pour plus d'informations.
Vidange de la résine de la cuve
Veillez à porter un équipement de protection, notamment une combinaison, lors de la manipulation de la résine. Il convient de vérifier le niveau du récipient contenant la résine afin de s'assurer qu'il reste suffisamment d'espace avant de le vider. Le vidage de la cuve peut être interrompu à tout moment pour changer de récipient si nécessaire.
- Sélectionnez la routine « Vidange de la cuve » dans les « Routines d'étalonnage ».
- Le système de gestion de la résine commencera à pomper la résine hors de la cuve. Il est important de surveiller le niveau de résine dans le réservoir et d'interrompre le processus s'il est plein.
- Lorsque le bac est rempli à environ 20 %, desserrez les pinces pour l'incliner vers la gauche, puis placez une petite cale afin de racler et de faire glisser le produit vers la buse. Utilisez le « dispositif d'aide au levage du bac » fourni dans la boîte d'accessoires pour maintenir le bac en position inclinée.
- Lorsqu'il ne reste plus de résine à vider, utilisez du papier absorbant et une petite quantité de solvant de nettoyage adapté pour nettoyer les résidus de résine dans la cuve.
Avant de retirer le bac, n'oubliez pas de démonter le capteur du système de remplissage automatique de résine et de le ranger en le vissant dans le bac de récupération de résine fourni.
Retrait du bac d'impression de l'imprimante
Si vous retirez le bac de l'imprimante, veillez à respecter les consignes de manutention.
- Essuyez les coulures de résine sur l'extérieur de la cuve à l'aide d'un essuie-tout.
- Placez la cuve sur une surface propre et lisse adaptée (par exemple, un tapis en mousse pour le nettoyage des cuves).
- Utilisez du papier absorbant pour éponger les derniers résidus de résine dans la cuve.
- Utilisez une petite quantité de solvant de nettoyage adapté et une serviette en papier pour nettoyer le film et les parois de la cuve. Séchez-les soigneusement.
- Vérifiez s'il reste des résidus de résine durcie sur le film du bac, puis retirez-les délicatement à l'aide de la spatule souple fournie.
- Nettoyez une dernière fois l'extérieur de la cuve et vérifiez que le film ne présente aucun signe de détérioration ou d'usure. En cas de doute quant à l'état du film de la cuve, reportez-vous à la section « Remplacement du film de la cuve » ci-dessous. L'impression avec une cuve endommagée entraînera des dysfonctionnements et des fuites susceptibles de causer des dommages irréversibles à l'imprimante.
- Vérifiez l'écran de votre Liquid Crystal pour détecter tout signe de contamination par de la résine ou de détérioration.
- Si vous constatez la présence de résine, nettoyez soigneusement à l'aide d'un essuie-tout ; cela indique que le film recouvrant le bac à résine doit probablement être remplacé. Si vous pensez que l'écran de votre imprimante est endommagé, contactez votre fournisseur ou consultez les pages d'assistance du Photocentric . Rangez le bac à résine dans l'imprimante lorsque vous ne l'utilisez pas.
Nettoyage des impressions
Pour éliminer les résidus de résine des pièces imprimées et des plateaux, il faudra les nettoyer. Photocentric d'utiliser le Photocentric XL.
Une fois l'impression terminée, il est préférable de laisser la plate-forme au-dessus de la cuve pendant quelques minutes afin d'évacuer l'excès de résine.
Lors du retrait de la plate-forme de l'imprimante, il convient de porter des lunettes de protection, des gants et des chaussures de sécurité.
Manipulez les pièces imprimées avec précaution, car elles sont plus fragiles avant le traitement post-impression, et évitez toute exposition inutile à la lumière.
Ne retirez pas les pièces imprimées du plateau avant les étapes de nettoyage et de post-polymérisation. Si vous les retirez, cela pourrait nuire à la précision dimensionnelle des pièces.
- Relevez les bras du « Platform Handler » de manière à ce qu'ils puissent facilement glisser entre la plate-forme d'impression et le bras d'impression, comme illustré ci-dessous.
- Poussez le « support de plateau » vers l'avant contre l'avant de la machine, en plaçant ses fourches entre le bras d'impression et le plateau, comme illustré.
- Soulevez les fourches de manière à ce que la plate-forme d'impression repose dessus.
- Libérez la plate-forme en desserrant les deux pinces situées à l'avant du bras d'impression.
- Tirez le « Platform Handler » vers l'arrière pour l'éloigner du LC Titan, de manière à retirer la plate-forme d'impression de l'imprimante.
- Si possible, abaissez la hauteur des fourches du « Platform Handler » à un niveau qui n'endommagera pas la pièce, mais qui abaissera le centre de gravité global du dispositif de levage et de la plate-forme de montage
- Insérez le « Platform Handler » et la plate-forme dans le Wash XL, puis verrouillez la plate-forme à l'aide de la fixation spécialement conçue à cet effet.
- Retirez lentement le dispositif de levage en vous assurant que la plate-forme est correctement fixée avant de fermer la porte et de lancer le cycle de post-traitement.
- Les pièces doivent être lavées à l'aide du solvant Photocentric Cleaner dans l'unité Wash XL.
- Sélectionnez le cycle « Lavage » sur l'interface graphique du Wash XL et aspergez les pièces à l'aide du pistolet à solvant pendant 5 à 15 minutes. Faites tourner les pièces à l'aide de la pédale. Selon la complexité des pièces, le cycle de lavage peut durer plus de 5 à 15 minutes,
- Une fois l'impression lavée, sélectionnez « Rinçage » avec de l'eau pour éliminer l'excès de résine et de solvant pendant 3 minutes.
- Utilisez le pistolet à air comprimé pour bien « sécher » les pièces.
- Le processus de nettoyage est essentiel pour garantir la qualité de la finition et de la texture de la surface après l'exposition. Pour plus d'informations sur l'élimination en toute sécurité du nettoyant à base de résine saturée et pour obtenir des conseils sur le nettoyage de l'unité de lavage, veuillez vous reporter au manuel d'utilisation du Wash XL.

Séchage des impressions
Toutes les pièces imprimées avec Titan doivent subir un traitement de finition par rayonnement UV et chaleur afin de durcir complètement la résine et d'obtenir les propriétés souhaitées du matériau. Photocentric d'utiliser le Photocentric XL. Veuillez consulter la fiche technique (FDS) de la résine concernée pour connaître les consignes relatives au traitement post-impression.
- Soulevez le « dispositif de levage de la plate-forme » afin que les fourches puissent facilement se glisser entre la plate-forme d'impression et l'unité de lavage. Lors de la manipulation du dispositif de levage de la plate-forme, il est recommandé de porter des chaussures de sécurité.
- Poussez la plate-forme de transfert vers l'avant contre l'avant de la machine, en veillant à ce que ses fourches se trouvent entre le bras d'impression et le support.
- Libérez la plate-forme en déverrouillant le loquet d'angle situé sur le côté droit du support.
Manipulez les pièces imprimées avec précaution, car elles sont plus fragiles avant le post-durcissement, et évitez toute exposition inutile à la lumière.
-Ne retirez pas les pièces imprimées de la plate-forme avant les étapes de nettoyage et de post-durcissement. Si vous les retirez, cela pourrait nuire à la précision dimensionnelle des pièces. - Tirez le dispositif de levage vers l'arrière, en l'éloignant de la Wash XL, afin de retirer la plate-forme d'impression.
Si possible, abaissez la hauteur de transfert de la plate-forme à un niveau qui n'endommagera pas la pièce, mais qui abaissera le centre de gravité global du dispositif de levage et de la plate-forme d'impression - Insérez le support de transfert dans le Cure XL et fixez-le à l'aide de la fixation d'angle spécialement conçue à cet effet.
- Retirez délicatement le plateau de transfert en vous assurant qu'il est bien fixé avant de fermer la porte et de mettre le Cure XL en marche.
- Veuillez consulter la fiche technique de la résine pour connaître les recommandations concernant les délais de durcissement
- Réglez la température souhaitée et laissez le Cure XL atteindre cette température.
- Sélectionnez le cycle « Séchage » et réglez la durée souhaitée afin de vous assurer que l'excès d'eau est éliminé avant de lancer le cycle « Durcissement ».
- Sélectionnez « Cure » et réglez la durée du cycle souhaitée en suivant les instructions du mode d'emploi de la résine.
- Retirez la plate-forme du Cure XL à l'aide de l'outil « Platform Handler ».
Portez des gants lorsque vous manipulez les pièces imprimées avant la finition. Manipulez les pièces avec précaution. La plate-forme d'impression sera brûlante au toucher après le processus de durcissement. Il est important de porter des gants résistants à la chaleur lorsque vous retirez la plate-forme de l'unité de durcissement.
Retrait des pièces de la plate-forme
Lors du retrait des pièces de la plate-forme, il est recommandé de porter des lunettes de protection et des gants. Pour retirer les pièces de la plate-forme d'impression, Photocentric les retirer manuellement en les découpant ou en les grattant à l'aide des accessoires fournis avec l'imprimante.
- Scies à métaux et cisailles pour retirer les supports des pièces ou du plateau d'impression
- Grattoirs pour nettoyer la plate-forme et retirer les supports ainsi que la résine durcie de la plate-forme
Une fois les pièces retirées de la plate-forme d'impression, retirez complètement les supports de la pièce et effectuez les opérations de finition nécessaires en fonction de la pièce imprimée (ponçage, collage, peinture, etc.).
Préparation de l'impression suivante
Plateforme
Nettoyage de la plate-forme
Une fois les pièces imprimées retirées, il est essentiel de nettoyer soigneusement le plateau d'impression avant de le réutiliser.
- S'il reste du nettoyant Photocentric ou des résidus de résine sur la plate-forme d'impression, nettoyez-la à l'aide d'un spray à l'alcool isopropylique adapté et d'une serviette en papier.
- La résine durcie doit être retirée de la plate-forme à l'aide du grattoir fourni. La présence de bavures ou d'imperfections visibles sur la plate-forme indique qu'un ponçage est nécessaire. Le ponçage doit être limité au strict minimum afin de ne pas endommager la surface de la plate-forme ni altérer son parallélisme par rapport à l'écran. Photocentric d'utiliser du papier de verre de grain 60.
- Assurez-vous qu'il ne reste aucune résine durcie dans les fentes de la plate-forme, car cela pourrait nuire aux impressions futures.
- Si possible, utilisez de l'air comprimé pour éliminer les débris présents sur la plate-forme afin d'éviter de percer le film de la cuve pour les impressions futures.
- Lorsqu'elle n'est pas utilisée, la plate-forme doit être rangée à l'intérieur de l'imprimante.
TVA
Avant de lancer les prochaines impressions, assurez-vous que le bac à résine est propre et que le film de protection est en bon état ; si la résine se trouve dans le bac, vérifiez la surface du film ou de la grille à l'aide d'une raclette.
De plus, si le joint « Blow-Peel » a perdu de son élasticité, remplacez-le par un joint neuf.
S'il est nécessaire de changer le film de la cuve,
Changer l'apparence de la cuve
En fonctionnement normal, il est recommandé de remplacer le film du bac à résine et le joint d'étanchéité après environ 20 impressions. Il convient de remplacer immédiatement le film en cas de dommages visibles ou de traces de fuite de résine. Le remplacement du film du bac prend environ 40 minutes si la procédure est respectée et si les outils appropriés sont utilisés. Il est important de nettoyer soigneusement le corps du bac afin d'éviter que des fragments de résine durcie ou d'autres contaminants n'endommagent le film nouvellement installé.
Il vous faudra :
- Tapis en mousse pour le nettoyage des cuves
- Essuie-tout
- Solvant de nettoyage (par exemple, alcool isopropylique)
- Grattoir
- 1 film pour cuve
- 1 joint de réservoir
- Tournevis PH2
- Tournevis PH3
Cliquez sur ce lien vidéo pour savoir comment remplacer le film de la cuve : Remplacer le film de cuve
Vous pouvez tapoter doucement le film de la cuve du bout du doigt (et non avec l'ongle) pour vérifier sa tension. Vous devriez entendre un son aigu et résonnant, semblable à celui d'un petit tambour. Si le film semble trop lâche, la cuve ne fonctionnera pas correctement.
Déclaration de conformité
LIQUID CRYSTAL
Modèle : Liquid Crystal
Nous déclarons par la présente que le produit susmentionné est conforme aux exigences essentielles des normes suivantes :
La documentation technique est conservée à l'adresse du fabricant indiquée ci-dessous
Date de publication : 18 mai 2024
Lieu de délivrance : Peterborough
Réalisateur : Paul Holt
Fabricant : Photocentric
Titan House, Titan Drive, Peterborough, PE1 5XN, Royaume-Uni
Année d'obtention du marquage CE : 2024
![]()
Consignes de sécurité
Veuillez lire attentivement les instructions, conserver ce document pour référence ultérieure et respecter toutes les mises en garde et instructions figurant sur le produit.
- Le Titan pèse environ 635 kg. Assurez-vous de disposer d'un chariot élévateur pour le sortir de sa caisse.
- L'encombrement du Titan est de 1,1 m × 1,4 m ; assurez-vous de disposer d'une surface plane et stable capable de supporter le poids et l'encombrement du Titan.
- La hauteur du Titan est de 2,2 m. Nous recommandons un espace d'une hauteur de 2,5 m pour permettre une utilisation aisée.
- Cette imprimante 3D est raccordée au réseau électrique avec une tension d'entrée de 240 V CA, 50/60 Hz.
- La consommation électrique moyenne du Titan sans l'option chauffage est de 1,04 kW ; sa consommation maximale est de 3,38 kW , avec un courant de 14,1 A à 240 V CA.
La consommation électrique moyenne du Titan avec l'option chauffage est de 1,4 kW ; sa consommation maximale est de 7 kW, avec un courant de 16 A à 240 V CA. - Branchez d'abord le cordon d'alimentation à l'imprimante, puis branchez la fiche dans la prise secteur.
- Débranchez le cordon d'alimentation de la prise secteur avant de le déconnecter de l'imprimante.
- Ne pas utiliser à l'extérieur.
- Veillez à ce qu'aucune résine ni aucun liquide ne pénètre à l'intérieur du châssis ; essuyez immédiatement tout liquide renversé.
- Débranchez l'imprimante du secteur si vous ne l'utilisez pas pendant une longue période.
- Ne posez aucun objet sur le cordon d'alimentation. N'installez pas cet appareil à un endroit où des personnes pourraient marcher sur le cordon, sauf si vous utilisez un cache-cordon.
- Si vous utilisez une rallonge avec cet appareil, assurez-vous que l'intensité nominale totale des appareils branchés sur la rallonge ne dépasse pas l'intensité nominale de celle-ci. Veillez également à ce que l'intensité nominale totale de tous les appareils branchés sur la prise murale ne dépasse pas l'intensité nominale du fusible.
- Ne surchargez pas une prise électrique, un disjoncteur ou une prise en y branchant trop d'appareils.
- Utilisez cet appareil uniquement avec le cordon d'alimentation fourni.
- En cas de dysfonctionnement, débranchez immédiatement l'imprimante de la prise de courant.
- N'essayez pas de réparer cet appareil vous-même, car l'ouverture ou le retrait des capots pourrait vous exposer à des tensions dangereuses ou à d'autres risques. Confiez toute réparation à un technicien qualifié. Veuillez envoyer un e-mail à votre fournisseur national ou contacter le service technique à l'adresse suivante : photocentric
Débranchez cet appareil de la prise murale ou de la source d'alimentation et confiez-le à un technicien qualifié si :
-
- Le cordon d'alimentation ou la fiche est endommagé, coupé ou effiloché.
- Du liquide s'est renversé dans la machine.
- L'appareil a été exposé à la pluie ou à l'eau.
- La machine est tombée, ou la caisse a été endommagée.
- La machine ne fonctionne pas normalement après avoir suivi le mode d'emploi.
- La résine est irritante pour la peau et les yeux. Portez toujours des gants lorsque vous entrez en contact avec la résine liquide. Utilisez-la toujours dans une pièce bien ventilée. Dans certains cas exceptionnels, certaines personnes peuvent présenter une sensibilité à la résine et développer une irritation cutanée ou une éruption cutanée. Évitez ce risque en portant toujours des gants et en évitant d'inhaler les vapeurs.
- Nous vous recommandons de raccorder le Titan à votre système d'aspiration par l'orifice situé sur le panneau supérieur ou latéral, à l'aide du raccord d'aspiration fourni.
- L'imprimante doit être placée sur une surface stable et plane, de préférence à l'abri de la lumière directe du soleil. Un éclairage ambiant rouge est recommandé pour éviter tout durcissement intempestif.
- L'utilisateur ne doit en aucun cas pénétrer entièrement à l'intérieur de l'imprimante.
Pièces de support
Pièces de support et d'orientation
L'orientation et la structure de support optimales d'une pièce dépendent de plusieurs facteurs, principalement de sa géométrie, mais aussi du type de résine utilisé et de la surface sur laquelle vous souhaitez éviter les traces de support. Photocentric propose des recommandations éprouvées concernant l'orientation et le support de pièces présentant des géométries variées.
En tant que Photocentric , vous pouvez compter sur notre équipe d'experts en conception pour la fabrication additive, qui se tient à votre disposition pour vous aider à optimiser votre processus de fabrication.
Si vous souhaitez optimiser votre production numérique à grande échelle, contactez nos experts.
Vous trouverez les informations relatives à l'assistance du Studio disponibles ici.
Directives de conception
Pièces de support et d'orientation
Si vous concevez une pièce en tenant compte des spécificités de l'impression sur Titan, vous obtiendrez des pièces plus performantes et bénéficierez d'un meilleur taux de réussite lors de l'impression. Il ne s'agit là que d'indications concernant les contraintes à respecter lors de la conception.
Les géométries spécifiques génèrent des conditions de force différentes au moment du décollage. La Titan est équipée de la technologie brevetée Blow-Peel et d'un film de cuve à faible adhérence, qui garantissent une fiabilité et des performances d'impression exceptionnelles. Nous vous recommandons de réduire au minimum la surface par tranche afin d'éviter tout changement brusque et important de surface d'une couche à l'autre.
Les pièces polymérisées sur la plate-forme conserveront une plus grande précision jusqu'au retrait des supports. Les matériaux souples présentent une résistance à l'état frais plus faible et doivent être conçus pour être plus résistants.
Ces valeurs dépendent de la résine utilisée : si la résistance à l'état frais est élevée, vous pouvez réduire ces paramètres ; si la flexibilité est élevée, vous devez les augmenter. Vous pouvez consulter les paramètres de conception dans la fiche technique (TDS) de la résine ; nous avons également préparé un résumé à votre intention ici.
En cas de doute, n'hésitez pas à nous contacter : nous proposons à nos clients des conseils gratuits en matière de conception.
Murs porteurs
Les parois de support sont reliées à d'autres parois et doivent avoir une épaisseur minimale de 0,5 mm pour les résines rigides, durables ou souples afin d'éviter toute déformation. Ajoutez 0,2 mm d'épaisseur pour chaque augmentation de 10 mm de la dimension. Si 10 × 10 = 0,5, alors 100 × 100 = 2,3 mm
Murs non portants
Les parois non soutenues ne sont reliées à aucun autre élément et doivent avoir une épaisseur minimale de 0,5 mm pour les résines rigides, durables ou souples afin d'éviter toute déformation. Ajoutez 0,25 mm d'épaisseur pour chaque augmentation de 10 mm de la dimension. Si 10 × 10 = 0,5, alors 100 × 100 = 2,75 mm.
Appuis et porte-à-faux
Un surplomb désigne toute partie d'un modèle 3D qui s'étend vers l'extérieur, horizontalement ou en biais, sans être soutenue par les couches situées en dessous. Les surplombs peuvent poser des difficultés lors de l'impression car, sans support adéquat, ils risquent de s'affaisser ou de se rompre sous l'effet de la gravité pendant le processus d'impression. Imprimer à 45° par rapport à l'horizontale réduit les forces de soulèvement. Les surplombs s'étendant à des angles inférieurs à 45 degrés par rapport à l'axe vertical sont généralement plus faciles à imprimer sans support supplémentaire ; s'ils mesurent plus de 100 mm, ajoutez des supports.
Éléments gravés
Les détails gravés sont des éléments en creux sur votre modèle. Une profondeur et une largeur minimales de 0,8 mm sont requises. Ils doivent être suffisamment profonds et larges pour ne pas se fondre dans le motif environnant.
Ponts horizontaux
Un pont horizontal correspond à la distance entre deux structures verticales. Si ce pont mesure plus de 3 mm, il risque de se rompre pendant l'impression, ou de se déformer et de se décoller de la plate-forme.
Trous horizontaux
Les trous horizontaux sont ceux dont l'axe est parallèle au plan XY. Le diamètre minimal des trous doit être de 1 mm pour les résines rigides ou durables et de 3 mm pour les résines souples. Les trous d'un diamètre supérieur à 5 mm doivent être renforcés pour éviter qu'ils ne s'ovalisent.
Trous verticaux
Les trous verticaux sont des trous dont l'axe est parallèle à l'axe Z. Le diamètre minimal des trous est de 0,8 mm pour les résines rigides et durables, et de 1 mm pour les résines souples, mais leur profondeur ne doit pas dépasser 5 mm. Il convient de prévoir des trous d'un diamètre supérieur de 0,15 à 0,2 mm.
Pièces de raccordement et pièces mobiles
Le jeu correspond à la distance nécessaire entre deux pièces mobiles d'un modèle, par exemple entre des engrenages ou des articulations. Les pièces doivent être imprimées séparément et assemblées après durcissement. Pour les résines rigides ou durables : 0,15 mm à 0,2 mm pour un ajustement serré et 0,4 mm pour un ajustement lâche. Pour les résines flexibles : 0,5 mm à 1 mm pour un ajustement serré et 2 mm si les pièces doivent pouvoir se déplacer vers l'intérieur et l'extérieur (cela peut varier en fonction de la forme et de l'épaisseur de la pièce).
Trous d'évacuation
Lorsqu'un modèle comporte des cavités, il est indispensable d'ajouter des trous d'évacuation afin de permettre à la résine de s'écouler pendant et après le processus d'impression et d'éviter l'effet de bombement. Il est recommandé d'utiliser des trous d'un diamètre minimum de 5 mm, à raison d'un trou pour chaque tranche de 16 centimètres cubes de volume creux.
Épaisseur maximale de la paroi
L'épaisseur de la paroi du modèle doit être limitée à 10 mm maximum. Des parois trop épaisses peuvent entraîner la formation de boue. Dans ce cas, le temps d'attente doit être réglé manuellement sur 15 secondes si la pièce ne dépasse pas 50 mm d'épaisseur, ou sur 30 secondes si elle dépasse 50 mm.
Épaisseur minimale de la paroi
Pour les pièces rigides ou résistantes, l'épaisseur minimale des parois est de 2 mm ; pour les pièces souples, elle est de 3 mm. Il est nécessaire d'ajouter un remplissage interne. Les grandes pièces plates peuvent nécessiter l'ajout de nervures ou de treillis afin d'éviter toute déformation.
Diamètre de la goupille
La longueur d'une broche doit être supérieure au double de sa largeur. Avec une épaisseur de 0,8 mm, vous pouvez imprimer des broches d'une hauteur maximale de 10 mm qui resteront droites. Le diamètre minimal des broches pour les résines rigides ou durables est de 0,5 mm ; augmentez l'épaisseur de 0,25 mm tous les 10 mm. Pour les résines souples, ce diamètre est de 0,7 mm ; augmentez l'épaisseur de 0,35 mm tous les 10 mm.
Entretien de Titan
Calendrier d'entretien
Tâche |
Fréquence |
| Vérifier le plateau d'impression | Avant chaque impression |
| Vérifier le film de protection de l'écran LCD | Avant chaque impression |
| Inspecter le film de la cuve | Avant chaque impression |
| Tester la fonctionnalité « Blow-Peel » | Hebdomadaire |
| Vérifier le bon fonctionnement des LED et de l'écran LCD | Hebdomadaire |
| Nettoyer la plate-forme | Après chaque impression |
| Vérifier le niveau dans un réservoir de résine | Avant chaque impression |
| Filtre pour réservoir et buse | Tous les mois si un réservoir est utilisé en permanence |
| Changer le film de la cuve | Environ 30 tirages* |
| Plateforme propre | Après chaque impression |
| Nettoyer le filtre du ventilateur | Mensuel |
| Vérifier le couple de serrage des boulons du chariot de l'axe Z | Tous les six mois |
| Vérifiez si les vis à billes et les rails présentent des traces d'oxydation | Tous les six mois |
| Remplacer le film de protection de l'écran LCD | Tous les six mois* ou en cas de dommages |
| Réinitialisation de l'axe Z ou du plateau d'impression | Uniquement sur instruction de l'équipe d'assistance |
| Nettoyage des barrettes LED, des vitres et des ventilateurs | Tous les 3 à 6 mois, en fonction des conditions ambiantes de la pièce |
* Il peut être nécessaire de le remplacer plus tôt s'il présente trop de rayures.
Plateforme
Nettoyage de la plate-forme
Une fois les pièces imprimées retirées, il est essentiel de nettoyer soigneusement le plateau d'impression avant de le réutiliser.
1. Si des résidus de nettoyant Photocentric ou de résine restent sur la plate-forme d'impression, nettoyez-les à l'aide d'un solvant de nettoyage adapté et d'un essuie-tout.
2. La résine durcie doit être retirée de la plate-forme à l'aide du grattoir fourni.
La présence de bavures ou d'imperfections visibles sur la plate-forme indique qu'il faudra la poncer. Le ponçage doit être limité au strict minimum afin de ne pas endommager la surface de la plate-forme ni compromettre son parallélisme avec l'écran. Photocentric d'utiliser du papier de verre de grain 60.
3. Assurez-vous qu'aucune résine durcie n'obstrue les orifices de la plate-forme, car cela pourrait nuire aux impressions futures.
4. Si possible, utilisez de l'air comprimé pour éliminer les débris présents sur la plate-forme afin d'éviter de percer le film de la cuve pour les impressions futures.
5. Lorsqu'elle n'est pas utilisée, la plate-forme doit être rangée à l'intérieur de l'imprimante.
Plates-formes d'échange
Les plateaux d'impression peuvent être échangés d'une imprimante à l'autre. Ce ne sont pas des consommables, mais ils finissent par s'user. Il convient de poncer les plateaux d'impression avec beaucoup de soin, en utilisant du papier abrasif de grain 60, de manière douce et uniforme, afin de garantir qu'ils restent bien plats.
Réétalonnage des plateformes
La plate-forme d'impression a été pré-calibrée sur notre chaîne de production selon des procédures de contrôle qualité rigoureuses. Cela garantit que la surface inférieure de la plate-forme d'impression est parallèle à l'écran LCD. La plate-forme ne devrait pas se désaligner pendant que vous utilisez Liquid Crystal . Toutefois, un désalignement peut se produire si la plate-forme d'impression tombe, si certains boulons se desserrent, etc.
Si un recalibrage de la plate-forme d'impression s'avère nécessaire, veuillez contacter notre équipe d'assistance pour obtenir de l'aide.
Film sur la TVA
Changer l'apparence de la cuve
En fonctionnement normal, il est recommandé de remplacer le film du bac à résine et le joint d'étanchéité après environ 30 impressions. Il convient de remplacer immédiatement le film en cas de dommages visibles ou de traces de fuite de résine. Le remplacement du film du bac prend environ 40 minutes si la procédure appropriée est suivie et si les outils adéquats sont utilisés. Il est important de nettoyer soigneusement le corps du bac afin d'éviter que des fragments de résine durcie ou d'autres contaminants n'endommagent le film nouvellement installé.
Il vous faudra :
- Tapis en mousse pour le nettoyage des cuves
- Essuie-tout
- Solvant de nettoyage (par exemple, alcool isopropylique)
- Grattoir
- 1 film pour cuve
- 1 joint de réservoir
- Tournevis PH2
- Tournevis PH3
- Trouvez une surface propre et plane sur laquelle travailler.
- Utilisez le tapis en mousse fourni pour nettoyer la cuve afin de recouvrir la surface et de protéger la cuve contre tout dommage.
- Nettoyez soigneusement la cuve pour éviter que de la résine ne coule lorsqu'on la retourne.
- Retournez la cuve.
- Retirez les grosses vis de la cuve à l'aide du tournevis PH3, puis mettez-les de côté.
- Retirez l'ensemble anneau de cuve.
- Nettoyez soigneusement l'intérieur de la cuve en veillant à ce qu'il ne reste aucune trace de résine durcie ou d'autres impuretés sur les surfaces qui seront en contact avec le nouveau film.
- Retirez les petites vis de la cuve à l'aide du tournevis PH2, puis mettez-les de côté.
- Retirez l'anneau supérieur de la cuve, retirez le film de la cuve et jetez-le.
- Nettoyez soigneusement les deux anneaux de la cuve à l'aide d'un essuie-tout et d'un solvant de nettoyage. Remplacez le joint à chaque changement de film dans la cuve.
- Assurez-vous que le tapis en mousse servant au nettoyage de la cuve est propre.
- Posez l'anneau supérieur à l'envers.
- Prenez un nouveau morceau de film de cuve dans le paquet et placez-le au centre de l'anneau.
- Pour finir, placez la bague inférieure sur le film, le chanfrein tourné vers le bas, en alignant les trous avec ceux de la bague supérieure et du joint.
- Fixez les deux anneaux l'un à l'autre à l'aide des petites vis et d'un tournevis PH2.
- Coupez soigneusement l'excédent de film. L'ensemble anneau de cuve est désormais prêt pour l'étape suivante. Les vis doivent percer le film lorsque vous commencez à les serrer. Le film doit rester bien à plat à tout moment. Il ne doit pas être tendu, mais il ne doit pas non plus y avoir de plis. Il doit y avoir un excédent de film de tous les côtés des anneaux.
- Percez avec précaution des trous pour les grosses vis de la cuve à l'aide de la pointe d'un tournevis ou d'une lame.
- Placez le nouveau joint à l'intérieur du cadre de la cuve et assurez-vous que les trous sont bien alignés.
- Placez l'ensemble anneau de cuve sur le châssis de la cuve et assurez-vous que les trous sont bien alignés.
- Fixez l'ensemble de la bague de la cuve au corps de la cuve à l'aide des grandes vis de la cuve et d'un tournevis PH3. Serrez les vis en deux étapes. Vissez toutes les vis sans les serrer à fond avant de procéder au serrage définitif. Dans les deux étapes, commencez par les coins, puis passez au milieu de chaque bord. Terminez en serrant les vis restantes par paires opposées.
- Vérifiez que l'ensemble de la bague de la cuve repose bien à plat contre le corps de la cuve, sans aucun espace visible.
- Vérifiez que le nouveau film n'a pas été endommagé pendant le montage.
- La cuve a été repeinte et est prête à l'emploi.
Vous pouvez tapoter doucement le film de la cuve du bout du doigt (et non avec l'ongle) pour vérifier sa tension. Vous devriez entendre un son aigu et résonnant, semblable à celui d'un petit tambour. Si le film semble trop lâche, la cuve ne fonctionnera pas correctement.
Vérification ou remplacement des colliers de serrage
Il est important de vérifier les pinces de fixation de la cuve et, si nécessaire, de les remplacer. Ces pinces maintiennent fermement la cuve en place, ce qui contribue à garantir une qualité d'impression constante.
Dépannage de Titan
Vérification ou remplacement des colliers de serrage
Il est important de vérifier les pinces de fixation de la cuve et, si nécessaire, de les remplacer. Ces pinces maintiennent fermement la cuve en place, ce qui contribue à garantir une qualité d'impression constante.
Étalonnage du capteur à résine
Après avoir débranché ou remplacé le capteur, il faudra le mettre à zéro « 0 ».
Pour ce faire, dans l'interface graphique, sélectionnez « Commandes » puis « Gestion des matières » ; sur la ligne « Niveau actuel », appuyez sur « Zéro ».
Résine vide
Retrait de la résine de la cuve
Dans l'interface graphique de l'imprimante, sélectionnez « Controls » (Commandes) pour accéder à « Calibration Routines » (Routines d'étalonnage), puis appuyez sur « Empty Vat » (Vider le bac)
. Pour accélérer le processus, vous pouvez desserrer les pinces et incliner le côté gauche à l'aide d'un support imprimé ou d'un bloc de bois. À l'aide d'une raclette, déplacez ensuite la résine vers le côté droit, là où se trouve la buse.
Comment éliminer la résine liquide
Si la résine est périmée ou contaminée et ne peut plus être utilisée, consultez les directives des autorités locales et respectez-les pour éliminer la résine de manière appropriée.
Filtres de ventilateur
Entretien du filtre du ventilateur
Le filtre du ventilateur doit être nettoyé tous les mois, mais il convient également de le vérifier chaque semaine afin de s'assurer qu'aucune poussière ne s'accumule pendant son utilisation. Veillez à ce que l'imprimante ne soit pas en service et que les ventilateurs ne fonctionnent pas lorsque l'entretien du filtre du ventilateur est terminé.
1. Retirez la rangée supérieure de vis du panneau d'accès au filtre du ventilateur
2. Ouvrez le panneau et retirez le filtre magnétique en le faisant glisser hors des pinces de fixation.
3. Pour nettoyer le filtre, passez le tuyau de l'aspirateur sur la face extérieure du filtre. Si vous aspirez la face intérieure du filtre, vous risquez d'aspirer des particules de poussière plus grosses à travers le filtre, ce qui réduirait sa durée de vie.
4. Remettez le filtre en place entre les colliers de serrage, puis refermez le volet d'accès au filtre du ventilateur. Le ventilateur ne doit pas fonctionner sans que le filtre et le volet d'accès au filtre soient en place.
Téléchargement de fichiers
- Le fichier sur la clé USB n'est pas reconnu
Pour charger le fichier à partir d'une clé USB, celle-ci doit être formatée en FAT32 ; c'est le seul format que l'imprimante reconnaîtra. Ne chargez pas le fichier à partir d'un serveur ; enregistrez-le plutôt localement sur votre PC. Assurez-vous que votre pare-feu est désactivé, car il pourrait empêcher la connexion. Actualisez la page de l'interface utilisateur pour vérifier que le fichier téléchargé est bien présent.
- Changements d'adresse IP de l'imprimante
Vérifiez que le routeur Wi-Fi n'est pas configuré avec une adresse IP dynamique, car dans ce cas, une nouvelle adresse IP est attribuée à l'imprimante à chaque connexion. Essayez de vous connecter en utilisant cette méthode de transfert de fichiers en ligne. Assurez-vous que l'imprimante et l'ordinateur sont connectés au même réseau que celui sur lequel vous extrayez le fichier, et que ce dernier est enregistré localement sur votre ordinateur plutôt que sur un serveur.
Plateforme
- Réétalonnage de la plateforme
En cas de problème d'impression, l'équipe Photocentric peut vous recommander de recalibrer votre plateforme. Nous vous déconseillons fortement de procéder à ce recalibrage s'il n'est pas nécessaire.
- La plate-forme ne bouge pas
Dans l'interface graphique, cliquez sur « Maintenance », puis sur « Plateforme élévatrice » pour vérifier si le moteur soulève la plateforme normalement. Si vous entendez un bruit de cliquetis et que la plateforme ne se soulève pas, veuillez contacter photocentric.
Interface utilisateur - L'interface graphique se bloque
Vérifiez l'icône de l'imprimante située dans le coin supérieur gauche de l'interface graphique ; elle doit être verte lorsque l'imprimante est activée. Si l'icône est rouge, cela signifie que l'imprimante est désactivée et qu'elle ne fonctionnera pas. Cliquez sur l'icône de l'imprimante pour l'activer. Vérifiez que l'imprimante utilise bien la version correcte du logiciel et du micrologiciel, tant sur la carte électronique que sur le Raspberry Pi.
Écran - Aucune image affichée
Si aucune image ne s'affiche sur l'écran LCD, cliquez sur « Maintenance » dans l'interface graphique, puis sur « Affichage 4K » pour vérifier si l'écran LCD affiche bien l'image. Si le logo ne s'affiche pas, veuillez contacter photocentric
Fuite dans la cuve
Si vous constatez une fuite mineure au niveau du réservoir, vous devez immédiatement interrompre l'impression afin d'éviter d'endommager l'imprimante.
1. Ne retirez pas le bac, car cela entraînerait le déversement de la résine qu'il contient. Lors du retrait du bac, il convient de respecter les techniques de manutention appropriées.
2. Annulez l'impression et attendez que le verrouillage soit désactivé. (Symbole de verrouillage déverrouillé)
3. Accédez à la page « Routines d'étalonnage » de l'interface graphique et sélectionnez « Plateforme d'origine ».
4. Retirez le plateau de l'imprimante.
5. Sur la même page « Routines de calibrage », sélectionnez « Vider le réservoir » pour évacuer la résine restante du réservoir.
6. Utilisez la raclette fournie ou une carte en plastique pour retirer la résine du film de la cuve et localiser la fuite. Procédez avec précaution afin d'éviter tout dommage supplémentaire.
7. Retirez la cuve et videz le reste de résine à travers un filtre dès que possible.
8. Nettoyez la cuve comme d'habitude et nettoyez également le film qui recouvre le fond de la cuve. Si l'endommagement du film est très mineur (1 mm ou moins) et ne se trouve pas au niveau de la zone de l'écran, vous pouvez le colmater en appliquant du ruban adhésif transparent sur la face inférieure du film. Si l'endommagement est important, remplacez le film de la cuve en suivant nos instructions.
- Nettoyage après une fuite dans une cuve
Le capteur de fuite de la cuve se déclenche
Message d'avertissement permanent sur l'interface graphique lorsque l'impression est interrompue – Vérifiez les capteurs de fuite du bac à résine
Si un message d'avertissement s'affiche sur l'interface graphique, cela signifie que les capteurs de dépressurisation se sont déclenchés, ce qui indique une fuite dans la cuve.
Les fuites du bac surviennent lorsque le film du bac a été perforé ou déchiré et que la résine s'est infiltrée sous celui-ci, atteignant la surface du capteur et le système de décollement par soufflage. Afin d'éviter d'endommager la machine, les capteurs activent la fermeture des vannes et l'impression est mise en pause ou annulée. Retirez la plate-forme et rangez-la à l'abri de la lumière. L'utilisateur doit ensuite vérifier si une fuite du bac s'est produite et nettoyer immédiatement la fuite. Si une fausse lecture est détectée, l'impression peut reprendre ; toutefois, des anomalies peuvent apparaître sur l'impression en raison de la pause, le risque de défauts augmentant avec la durée de la pause. Regardez la vidéo pour savoir comment nettoyer une machine après une fuite du bac.
-Si vous pensez devoir recalibrer la plateforme, veuillez contacter : photocentric
Ainsi, des vérifications supplémentaires seront effectuées avant de confirmer cette procédure.
Signal sonore continu – capteurs de fuite de la cuve de résine
Si vous entendez un signal sonore fort et qu'un message d'alerte de fuite de cuve s'affiche sur l'interface graphique, cela signifie que les capteurs de dépressurisation se sont déclenchés, ce qui indique une fuite de cuve.
Les fuites du bac surviennent lorsque le film du bac a été perforé ou déchiré et que la résine s'est écoulée sous celui-ci pour pénétrer dans le système de décollement par soufflage. Afin d'éviter d'endommager la machine, les capteurs se déclenchent, une alarme retentit et l'impression est mise en pause ou annulée. Retirez la plate-forme et rangez-la à l'abri de la lumière. L'utilisateur doit ensuite vérifier si une fuite du bac s'est produite et, le cas échéant, nettoyer immédiatement la fuite. Si le signal est intempestif, l'impression peut reprendre ; toutefois, des anomalies peuvent apparaître sur l'impression en raison de la pause, le risque de défauts augmentant avec la durée de celle-ci. Regardez la vidéo pour savoir comment nettoyer une machine après une fuite du bac.
Si vous devez recalibrer la plateforme, veuillez contacter photocentric
Épluchage au jet d'air
- Le système de décapage par soufflage ne fonctionne pas
Vérifiez que la conduite d'alimentation principale en air ne présente ni fuite ni obstruction, puis refaites le test.
Retirez le panneau arrière et vérifiez si la vanne d'air est correctement réglée.
Photocentric
- Clé de licence perdue
En cas de perte de la licence, nous pouvons la réinitialiser moyennant des frais comme suit
- Activation de la licence Studio sur un autre système
Pour transférer votre licence Studio vers un autre système, vous devez d'abord la désactiver sur votre système actuel. Ouvrez le logiciel et accédez à l'onglet « Aide ». Sélectionnez l'option permettant de supprimer la licence du système actuel. Cette action désactivera la licence sur cet ordinateur ; cette procédure nécessite une connexion Internet active.
Diagnostic des défauts d'impression
Fissures
La principale raison pour laquelle un modèle se fissure est qu'il présente une densité de remplissage ou de supports internes trop élevée. Nous recommandons de renforcer le fichier à l'aide de supports externes, puis de le creuser avant d'ajouter le remplissage. Nous pouvons vous conseiller sur diverses structures de remplissage, tant géométriques qu'organiques, permettant de maintenir la résistance tout en minimisant la masse. Il est important de ne pas évider le modèle en premier lieu, sinon le logiciel générera automatiquement des supports internes qui interféreront avec le remplissage. Ajoutez les trous nécessaires et assurez-vous que les structures internes en treillis complexes sont soigneusement lavées, rincées et laissées à sécher pendant 4 heures avant de les placer dans l'unité de polymérisation.
Déformation
La déformation est due à un mauvais soutien ou à une mauvaise orientation des pièces. Pour éviter la déformation des pièces présentant un rapport d'aspect élevé (par exemple, de grands panneaux fins), utilisez le logiciel VoxelDance Additive afin de garantir un réseau de supports en treillis solide et des pointes de support très fines, facilitant ainsi leur retrait.
Absence d'adhésion à la plateforme
Vérifiez que les pièces sont bien positionnées sur le plateau dans le logiciel. Vérifiez que le plateau est poncé et que sa surface est rugueuse. Vérifiez que la résine est à température et qu'un temps d'exposition suffisamment long a été sélectionné. Vérifiez que le plateau est correctement positionné à son point d'origine.
Délaminage ou lignes sur une partie
Cela se produit lorsque les pièces n'adhèrent pas à la plate-forme ou se délaminent à mi-parcours du processus d'impression. Les causes courantes sont les suivantes :
- Les pièces ne sont pas en contact avec la plate-forme
- La plate-forme doit être poncée
- Il y a une fuite dans la cuve
- Les erreurs dans la préparation des fichiers entraînent des lignes manquantes
- Modèle creux sans trous d'évacuation
- Supports manquants
- Le système de décollement par soufflage ne fonctionne pas correctement
- Le joint de la cuve n'est pas correctement positionné
- La cuve n'est pas fixée à l'aide des pinces de fixation
- La plate-forme d'impression n'est pas alignée avec l'écran LCD ; il faudra la recalibrer.
- Client utilisant la plaque de base sur Studio
Petits trous
Un « trou d'épingle » ou une « entaille » est un défaut d'impression caractérisé par l'absence de formation d'une petite zone de la pièce. Ce vide peut prendre la forme d'un petit trou, d'un tunnel traversant la pièce ou d'une fente qui la transperce. Si d'autres sections de la pièce auraient été directement soutenues par le matériau manquant, ces sections peuvent également ne pas se solidifier correctement avec la pièce. L'un des facteurs suivants, ou une combinaison de ceux-ci, peut provoquer un trou ou une entaille dans une impression :
- Débris sur le fond de la cuve
- Une lacune dans le fichier d'impression
- Le retrait du béton provoque un affaissement du mur à cet endroit
Aspiration ou soufflage
Le bombement ou « blowout » se produit lorsqu'une partie creuse ou convexe d'une pièce agit comme une ventouse et emprisonne de l'air pendant l'impression. Lorsque la plate-forme d'impression s'éloigne du réservoir pendant le processus de décollement, l'espace vide à l'intérieur de la partie bombée s'agrandit. Cela réduit la pression d'air à l'intérieur de cette partie, créant ainsi une différence de pression qui exerce une force vers l'intérieur sur les parois environnantes. Si ces parois sont trop fines et incapables de résister à la pression, elles se déforment vers l'intérieur pour équilibrer la pression.
Le risque de déformation dépend du type de résine, de la taille de la coupelle, de la forme du modèle et de l'épaisseur de la paroi de la coupelle. Les petites coupelles, ou celles dont les parois sont plus épaisses, peuvent s'imprimer correctement. Pour éviter ce problème, ajoutez un trou de drainage et orientez le modèle de manière à minimiser la déformation.
Diagnostic des défauts d'impression
Rien n'est fixé à la plate-forme

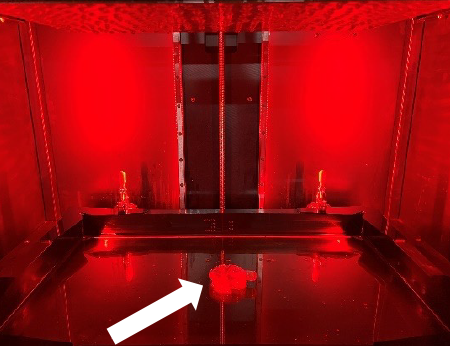
Aspect :
Rien ne s'est imprimé sur le plateau et la pièce reste dans le bac, immergée dans la résine.
Causes :
Dans le logiciel de découpage, la partie « Logiciel » est située au-dessus de la plateforme.
La plate-forme est trop lisse ou n'est pas correctement positionnée.
Réaction trop lente : résine froide ou temps d'exposition trop court.
Dépannage :
Logiciel - Pour vérifier que votre fichier démarre à la bonne hauteur Z sur la plate-forme, vous pouvez parcourir visuellement les premières couches en déplaçant le curseur de découpage situé à droite de la fenêtre d'aperçu à l'aide des touches de raccourci PgUp et PgDn de votre clavier.
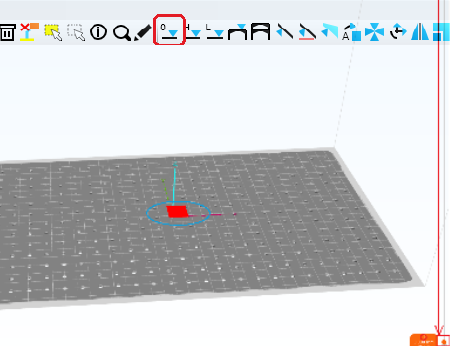
Plateforme – Si la plateforme est devenue trop lisse, elle risque de ne plus adhérer au polymère. Utilisez du papier de verre à grain fin (grain 40) et frottez la surface en effectuant des mouvements circulaires pour créer une texture rugueuse.
Si le positionnement d'origine n'est pas correct, l'impression risque de commencer au-dessus de l'écran LCD ; procédez au repositionnement d'origine en suivant les instructions fournies ici
Réaction trop lente – Vérifiez que vous avez bien chauffé la résine avant de remplir le bac, car certaines qualités sont moins réactives à basse température que d'autres. Une température de 35 °C est idéale pour démarrer une impression.
Vérifiez que le réglage de résine approprié a été sélectionné pour le type de papier que vous utilisez.
Sous-vêtements techniques uniquement

Aspect :
Seules les premières couches de base ont été déposées sur la plate-forme ; le reste de l'impression (flèche) se trouve dans le réservoir.
Causes :
Réaction trop lente : la résine est trop froide ou le temps d'exposition est trop court.
Le système Blow Peel ne fonctionne pas : le joint du Blow Peel est endommagé et laisse passer de l'air.
Dépannage :
Réaction trop lente – Vérifiez que vous avez bien chauffé la résine avant de remplir le bac, car certaines qualités sont moins réactives à basse température que d'autres. Une température de 35 °C est idéale pour démarrer une impression. Vérifiez que le paramètre de résine approprié a bien été sélectionné pour la qualité que vous utilisez.
La fonction « Blow Peel » ne fonctionne pas. Vérifiez-la en effectuant un test « Blow Peel » ; suivez les instructions de la vidéo disponible ici.
Prend uniquement en charge
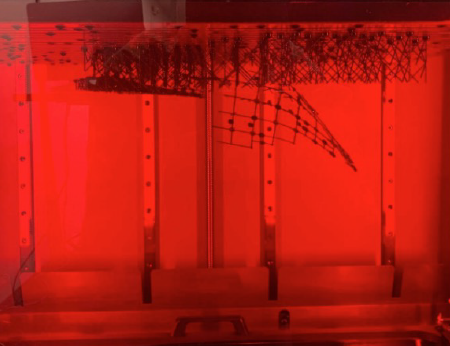
Aspect :
Seuls les supports sont moulés, la partie principale reposant dans la cuve.
Causes :
Le profil de support sélectionné est incorrect.
Le diamètre de la pointe de support est trop petit.
Un durcissement insuffisant dû à un profil de résine inadapté
Échec du Blow Peel.
Dépannage :
Profil de support incorrect sélectionné : s'il est trop étroit ou si les supports sont trop espacés, il ne sera pas assez solide pour soutenir la pièce. Consultez nos directives de conception ici.
Diamètre du point d'appui trop petit : s'il est trop petit, il ne sera pas assez solide pour soutenir la pièce ; chaque matériau a une taille minimale de détail qu'il peut supporter. Consultez nos directives de conception ici
Une polymérisation insuffisante due à un profil de résine incorrect : chaque type de matériau nécessite un temps d'exposition différent. Si vous découpez le fichier avec un profil incorrect, le temps d'exposition risque de ne pas être suffisant pour former les supports, ce qui entraînera l'échec de l'impression du modèle.
Défaillance du système Blow Peel :vérifiez-le en effectuant un test Blow Peel ; suivez les instructions de la vidéo disponible ici. Si le système Blow Peel cesse de fonctionner pendant l'impression, la force de décollement peut être suffisante pour arracher le modèle des supports. Dans l'interface graphique, appuyez sur « Maintain », puis sur « Pump » pour effectuer le test et vérifier si l'air est retenu entre la plaque d'écran et le film du bac. S'il se dégonfle, retirez le bac à résine et vérifiez que le joint du Blow Peel repose bien à plat sur l'écran. Vérifiez qu'il n'y a pas de trous dans le bac. Vérifiez que les tuyaux d'air ne présentent pas de raccordement desserré.
Les sauts de page apparaissent plus loin dans le document
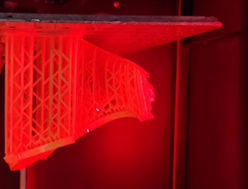
Aspect :
La pièce n'est parfaitement formée que jusqu'à un certain niveau ; le reste de l'impression se trouve encore dans le bac.
Causes :
Coupure de courant – coupure d'électricité pendant l'impression
Erreur « Tranche manquante dans le fichier - provenant du maillage »
La pièce présente un défaut de conception structurelle : soit les supports, soit l'objet lui-même, font défaut
Fuite dans la cuve - de la résine s'est répandue sous la cuve
Le système Blow Peel ne fonctionne pas – Le joint du Blow Peel n'était pas correctement positionné
Débris dans la cuve – grosses particules solides présentes dans la résine
Dépannage :
Coupure de courant : vérifiez qu'il ne s'agit pas d'une coupure de courant, car l'impression ne redémarrera pas.
Une tranche manque dans le fichier : vérifiez que votre fichier est complet et qu'il ne contient pas de fichiers image vides à proximité de l'endroit où la rupture se produit. Pour ce faire, parcourez les calques autour de la zone concernée en déplaçant le curseur de tranche situé à droite de la fenêtre d'aperçu à l'aide des touches de raccourci PgUp et PgDn de votre clavier ; vous verrez ainsi s'il existe un fichier contenant une tranche vide (c'est-à-dire sans pixels blancs ou avec un nombre de pixels blancs considérablement réduit). Si c'est le cas, supprimez-le ou corrigez-le.
Vérifiez la liste des pièces pour voir si une alerte d'erreur de maillage apparaît sur la face avant d'une pièce. Si c'est le cas, utilisez les outils de réparation de maillage pour corriger la pièce. ![]()
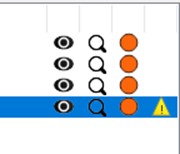
La pièce présente une faiblesse structurelle au niveau de sa conception : vérifiez qu'il n'y a pas de variation importante de la section transversale à la hauteur où l'impression s'est arrêtée ; si c'est le cas, repositionnez-la en biais et renforcez son soutien.
Fuite du bac : vérifiez qu'il n'y a pas de résine sous le bac. Si c'est le cas, remplacez le film du bac https://iz0.b72.myftpupload.com/liquid-crystal-magna-resource-hub/
Le système de soufflage-décollement ne fonctionne pas : effectuez un test de soufflage-décollement en suivant les instructions de la vidéo disponible ici. Dans l'interface graphique, cliquez sur « Maintenance », puis sur « Pompe » pour lancer le test et vérifier si l'air reste emprisonné entre la plaque d'écran et le film du bac. S'il se dégonfle, retirez le bac à résine et assurez-vous que le joint du système de soufflage-décollement repose bien à plat sur l'écran. Vérifiez qu'il n'y a pas de trous dans le bac. Vérifiez que les tuyaux d'air ne présentent pas de raccords desserrés.
Présence de débris dans la cuve : la présence de grosses particules solides dans la cuve peut empêcher la couche suivante de se former à la bonne hauteur. Filtrer la résine pour la remettre dans la bouteille, puis nettoyer la cuve à l'éthanol isopropylique. Nettoyer la plate-forme en veillant à ce qu'il ne reste aucune particule solide dans les orifices ou sur la face supérieure de la plate-forme.
Fissure

Aspect :
Les fissures correspondent à une rupture de la pièce, survenue soit pendant l'impression, soit après l'exposition.
Causes :
Si une masse importante se contracte davantage qu'une masse plus petite, la seule façon pour elle de neutraliser cette force est de s'étirer.
Une densité élevée de remplissage ou de renforts internes.
Îlots non soutenus à l'intérieur des parties creuses.
Dépannage :
Une masse importante qui se rétracte davantage qu'une masse plus petite. Évitez les changements brusques de surface pendant l'impression ; si possible, orientez votre pièce à un angle de 45 degrés. Créez des supports externes, puis évidez la pièce avant d'ajouter le remplissage. N'évidiez pas la pièce en premier, sinon le logiciel générera automatiquement des supports internes dans les cavités.
Haute densité de remplissage ou de renforts internes – Il existe de nombreuses structures en treillis, tant géométriques qu'organiques, capables de garantir la résistance tout en minimisant la masse. Prévoyez ensuite les trous de drainage nécessaires pour permettre un lavage en profondeur de ces structures internes complexes en treillis. Rincez et laissez sécher pendant 4 heures avant de placer l'objet dans l'unité de durcissement.
Îlots non soutenus à l'intérieur des parties creuses - Vérifiez la présence d'îlots à l'intérieur de la cavité en cliquant sur le bouton « Afficher les îlots » mis en évidence ou utilisez le curseur pour inspecter la pièce. Si nécessaire, soutenez manuellement les îlots.
![]()
Déformation
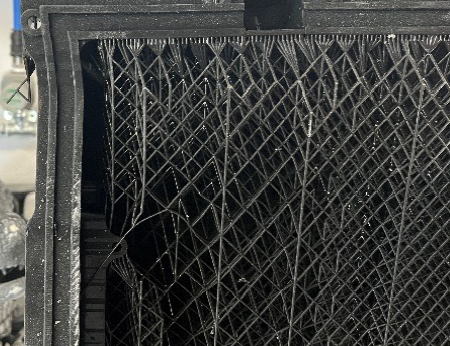
Aspect :
La pièce s'est déformée et ne correspond plus à la forme prévue.
Causes :
Cela est dû à l'effet cumulatif d'un retrait réparti de manière inégale sur l'impression.
Dépannage :
Éliminer le gauchissement dans toutes les géométries possibles demande de l'expérience, mais c'est toujours possible en combinant :
- Positionnez votre pièce sur la plate-forme de manière à atténuer les changements brusques de surface d'une coupe à l'autre ; cela peut impliquer de l'orienter selon un angle différent de la verticale.
- Évitez toute modification indésirable de la surface pendant l'impression.
- Remplacez les éléments pleins par un treillis : le logiciel VoxelDance Additive garantira un réseau de support en treillis solide, ce qui réduira la masse et, par conséquent, le retrait.
- Utilisation d'un réseau dense de supports externes pour maintenir la pièce en place pendant l'impression.
- Séchez soigneusement les pièces avant de passer à l'étape suivante.
- Laisser la pièce avec ses supports en place sur la plate-forme jusqu'à la fin du post-traitement.
Ligne verticale

Aspect :
Ligne verticale qui s'étend sur toute la hauteur de la pièce.
Causes :
Un défaut de l'écran provoquant l'apparition d'une ligne fixe ou d'un pixel bloqué.
Dépannage :
Une défaillance de l'écran se traduisant par une ligne ou un pixel bloqué est due à d'importantes forces de décollement lors de l'impression de grands objets pleins et plats, qui soulèvent l'écran et endommagent le câble plat. Ce problème survient lorsque l'on imprime de grands objets pleins (couvrant plus de 30 % de la surface de l'écran) et que l'on les oriente horizontalement. Pour éviter ce problème à l'avenir, orientez la pièce à un angle de 45 degrés et creusez-la si la surface pleine est supérieure à 30 x 30 mm pour les matériaux durs, ou à 80 x 80 mm pour les matériaux durables.
Ligne horizontale

Aspect :
La pièce présente une ligne bien visible qui ne fait pas partie du dessin. Celle-ci peut s'étendre jusqu'à provoquer une rupture sur le bord extérieur de la pièce.
Causes :
La présence de débris dans la cuve fait que la pièce se retrouve au-dessus du niveau correct lors de l'exposition de la couche suivante.
Une tranche manque dans le fichier d'impression.
La conception de la pièce présente une faiblesse structurelle importante au niveau de sa forme, ce qui entraîne une défaillance structurelle.
Le film de la cuve est trop lâche et ne se détache pas complètement de la pièce lors du décollage.
Une structure de soutien fragile, qui n'est pas assez solide pour résister aux forces exercées pendant la construction.
Dépannage :
Débris dans la cuve : vous pouvez les repérer en remontant le long de la ligne jusqu'à l'origine de l'erreur, où vous devriez trouver un fragment de polymère qui dépasse. Filtrez la résine pour la remettre dans la bouteille, puis nettoyez la cuve à l'éthanol isopropylique. Nettoyez la plate-forme en veillant à ce qu'il ne reste aucune particule solide dans les orifices ou sur la face supérieure de la plate-forme.
Une tranche manque dans le fichier : vérifiez que votre fichier est complet et qu'il ne contient pas de fichiers image vides à proximité de l'endroit où la rupture se produit. Pour ce faire, parcourez les calques autour de la zone concernée en déplaçant le curseur de tranche situé à droite de la fenêtre d'aperçu à l'aide des touches de raccourci PgUp et PgDn de votre clavier ; vous verrez ainsi s'il existe un fichier contenant une tranche vide (c'est-à-dire sans pixels blancs ou avec un nombre de pixels blancs considérablement réduit). Si c'est le cas, supprimez-le ou corrigez-le.
Vérifiez la liste des pièces pour voir si une notification d'erreur de maillage apparaît devant l'une d'entre elles. Si c'est le cas, utilisez les outils de réparation de maillage pour corriger la pièce. ![]()
La pièce présente une importante faiblesse structurelle au niveau de sa conception : vérifiez qu'il n'y a pas de variation importante de la section transversale à hauteur de la ligne. Les changements brusques de surface entraînent un retrait irrégulier, la tension ne pouvant être relâchée que par la séparation de la pièce à ce niveau. Pour réduire ce phénomène, orientez la pièce à 45 degrés par rapport à l'axe xy et évitez la présence de grands surplombs. Si la pièce n'est pas correctement soutenue, les grandes zones nouvellement formées se déplaceront et provoqueront un désalignement au niveau de cette couche.
Le film de cuve est trop lâche : assurez-vous qu'il ne présente aucun pli visible et qu'il n'est pas trop mou. Remplacez le film de cuve toutes les 30 impressions afin de maintenir une tension correcte.
Structure de support insuffisante : assurez-vous qu'elle soit suffisamment solide pour résister à tout mouvement pendant le retrait des supports et à la force de gravité. Si le modèle comporte trop peu de supports ou si le diamètre des supports est inférieur à celui recommandé, le modèle risque de bouger ou de se décaler pendant l'impression, ce qui entraînera l'apparition de lignes, un décalage des couches ou une délamination. Suivez les directives Photocentric pour la création de supports ici
Ventouses

Aspect :
Le bombement, ou « blowout », est un trou dans la paroi latérale d'un objet sphérique.
Causes :
Le phénomène de « cupping » se produit lorsqu'une partie creuse ou convexe d'une pièce agit comme une ventouse et emprisonne de l'air pendant l'impression. Lors de l'impression d'une cavité, lorsque la plate-forme d'impression s'éloigne de l'écran pendant le processus de décollement, l'espace vide à l'intérieur de la cavité s'agrandit, ce qui réduit la pression à l'intérieur de celle-ci et pousse ses parois vers l'intérieur.
Dépannage :
Ce phénomène de déformation en forme de coupe a tendance à être plus marqué avec les résines présentant une faible résistance à l'état frais ou une viscosité plus élevée. Il est particulièrement visible sur les formes parfaitement sphériques, les modèles de grande taille en forme de coupe ou ceux dont les parois sont très fines.
Pour réduire au minimum la formation de ventouses :
- Orientez la pièce à imprimer à un angle de 45 degrés.
- Ajoutez un trou d'aération au bas du motif.
- Augmentez l'épaisseur de la paroi.
Consultez ici les recommandations de conception adaptées à votre matériau et à votre modèle d'imprimante
Formation de boues
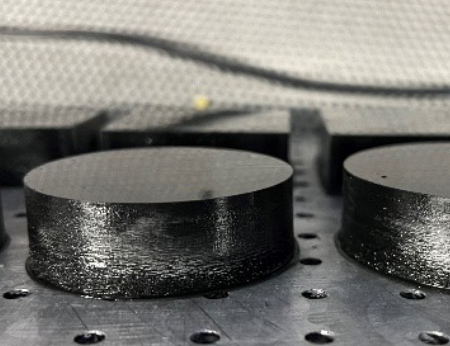
Aspect :
Il y a un excès de résine durcie collée à la pièce et une flaque de résine durcie molle dans le bac.
Causes :
Une surexposition de la résine, celle-ci bougeant alors qu'elle est encore en cours de durcissement. Ce phénomène est particulièrement visible sur les objets solides de grande taille, supérieurs à 30 × 30 mm.
Dépannage :
Ce problème est dû à une résine trop chaude ou à un temps de pause trop court. Si la pièce dépasse une surface de 30 x 30 mm, elle doit être creusée ou orientée en biais. Plus la surface est grande, plus le temps de pause nécessaire est long ; augmentez le « Temps de pause » dans les « Paramètres d'impression ». Ne dépassez pas une surface pleine de plus de 20 000 mm² et n'utilisez pas de boîte de délimitation pleine de plus de 200 x 122 mm. Si le modèle dépasse ces dimensions, vous devez le creuser ou le transformer en treillis.
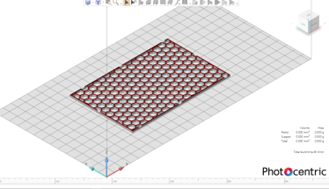
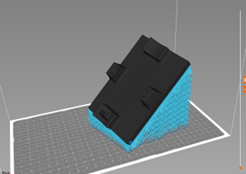
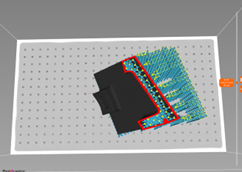
Ligne tracée à 20-30 mm du point de départ
Aspect :
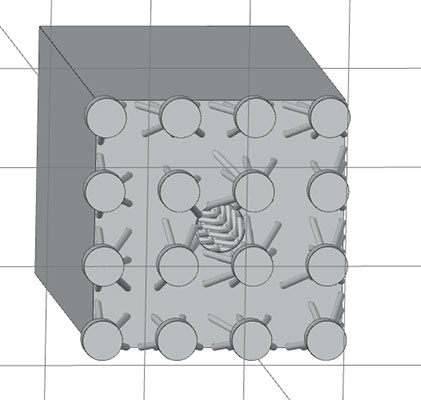
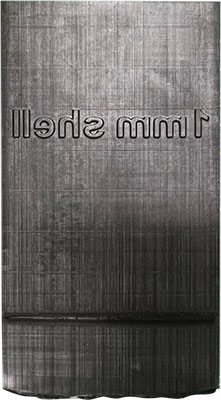
Causes :
Cette ligne est due aux forces d'aspiration qui s'exercent pendant l'impression lorsque la pièce dépasse le niveau de résine dans le bac, sans qu'il soit possible de relâcher la pression. L'orifice situé à la base ne permet pas de relâcher la pression d'air lorsque la pièce dépasse le niveau de résine dans le bac.
Dépannage :
Percez un trou dans la paroi latérale pour permettre à l'air d'entrer et de sortir.
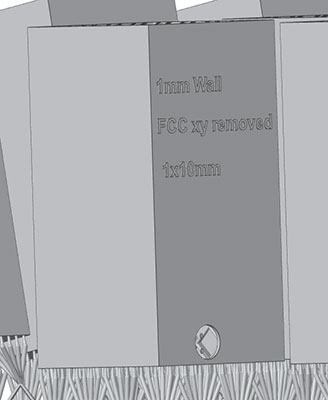
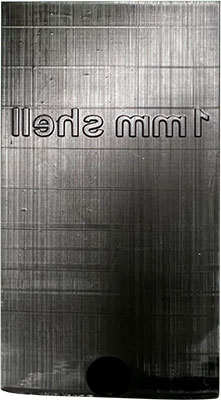
{kind=link}
Post-traitement
Vous trouverez des informations sur l'utilisation de vos appareils Photocentric XL et Photocentric XL dans les manuels d'utilisation ci-dessous.
Guides techniques et d'application
Précision dimensionnelle
La précision dimensionnelle est un indicateur de performance essentiel pour toute plateforme de fabrication additive. La note technique ci-dessous présente les facteurs qui influencent la précision, l'exactitude et la répétabilité des pièces imprimées sur la LC Titan. Elle explique également comment le matériel, les matériaux et le flux de travail de la LC Titan contribuent à garantir des performances constantes sur l'ensemble du volume d'impression.
L'objectif est de fournir à nos utilisateurs techniques des conseils pratiques leur permettant d'obtenir des résultats optimaux avec le LC Titan dans des environnements de production exigeants.
Consignes pour l'impression d'accessoires
Tout ce qu'il faut savoir pour créer de superbes accessoires à l'aide Photocentric LC Titan et Photocentric .
Consignes pour le casting
Les règles de conception suivantes vous aideront à obtenir des résultats d'impression et de moulage réussis et aux dimensions précises, dans le cadre de la préparation de votre fichier CAO en vue de l'impression
Recommandations relatives aux moules à chaussures
Impression de moules de semelles à l'aide de la résine HighTemp DL401 et du logiciel VoxelDance Additive sur Liquid Crystal
Télécharger les directives relatives aux moules à chaussures >
Photocentric
La préparation des modèles dans Photocentric constitue l'une des étapes les plus importantes du processus d'impression ; il est donc utile de prendre le temps de bien comprendre comment caler et orienter les pièces sur votre imprimante Magna. Notez que ce processus peut différer de celui des autres imprimantes que vous avez utilisées.
L'utilisation de supports optimisés et d'une orientation adéquate des pièces est essentielle pour fabriquer des pièces respectant les tolérances, obtenir un excellent état de surface et réduire les délais de production.
Lorsque vous positionnez vos pièces, pensez à :
- centre de gravité – celui-ci évoluera à mesure que la géométrie de votre modèle changera au cours de l'impression.
- aspiration - éviter l'effet de ventouse en prévoyant des orifices d'aération
- Forces de pelage : contrez toute traction vers le bas en inclinant la pièce afin de réduire au minimum la surface par couche, en cherchant à augmenter progressivement cette surface.
- Des supports ne sont nécessaires que lorsqu'il y a un surplomb ou une surface plane face à la plate-forme.
- Finition de surface : placer les supports aux endroits où la finition de surface n'est pas importante afin de réduire au minimum le temps consacré au retrait des supports.
Règles générales relatives à l'orientation et à l'accompagnement :
Afin de garantir la précision dimensionnelle et de compenser tout rétrécissement, nous recommandons d'augmenter le volume du modèle de 0,5 % sur les trois axes (xyz).
Effectuez cette opération avant de lancer l'impression ou définissez-la comme valeur par défaut en ouvrant le profil de résine de votre choix, en sélectionnant l'onglet « Prétraitement de la pièce » et en cliquant sur « Échelle de correction du retrait XYZ » pour régler les valeurs sur 1,005 pour les trois axes (c'est-à-dire en augmentant le volume de 0,5 %). Cliquez sur « Enregistrer » ; ainsi, chaque fois que vous sélectionnerez cette résine, le facteur d'échelle sera automatiquement appliqué.

Figure 1 : Échelle de correction du retrait
Modèles de positionnement
Si vous placez les modèles trop près les uns des autres (par exemple, lorsque vous imprimez plusieurs exemplaires d'un même modèle), cela aura un impact négatif sur la qualité de surface de vos pièces et rendra leur nettoyage plus difficile. Cela peut également compliquer le post-traitement complet sur la plate-forme, car la lumière ne pourra pas atteindre toutes les zones de manière uniforme.
- Laissez un espace d'au moins 3 mm entre les pièces. Pour les résines noires, la distance minimale entre les modèles doit être de 5 mm.


Tirages d'accompagnement
Lorsque vous utilisez des supports, surélevez les pièces d'au moins 10 mm au-dessus de la plate-forme afin de permettre :
- Des structures de soutien plus complexes
- Retrait plus facile des pièces de la plate-forme
- Retrait plus facile des supports de la pièce
- Lors de l'impression de grandes surfaces, augmentez la hauteur des supports à 20-30 mm.
Épaisseur minimale de la paroi
- pour les résines rigides telles que High Tensile et Hard, réglez-le sur 0,5 mm
- pour les résines souples telles que Flexible, réglez-le sur 2 mm
Diamètre minimal de la pointe d'appui
- pour tous les matériaux rigides, elle est de 0,6 mm
- pour toutes les résines souples, elle est de 1,2 mm
Conseils et astuces pour l'orientation des modèles
Il est préférable d'imprimer les pièces plates à la verticale

Les modèles plats présentant de grandes surfaces ne doivent pas être imprimés à plat, directement sur le plateau d'impression, ni avec des supports courts. Les grandes surfaces adhèrent trop fortement au plateau et s'abîment facilement lors de leur retrait. De plus, l'écoulement de la résine créera une surface rugueuse autour du modèle. L'impression à plat et/ou sur des supports courts peut entraîner une déformation du modèle due au retrait et allonger le temps nécessaire au retrait du matériau de support.

Les modèles plats doivent être imprimés à la verticale. Le modèle peut ensuite être posé directement sur le plateau d'impression. Vous pouvez également surélever le modèle de 10 mm au-dessus du plateau d'impression et soutenir sa face inférieure.
Cette orientation permet de réduire au minimum la surface nécessitant des supports. Le modèle présentera ainsi un aspect lisse des deux côtés et le temps consacré au retrait des supports sera réduit.
Imprimer à 45 degrés par rapport aux axes x, y et z

Ce modèle présentera une surface irrégulière sur l'une de ses faces, car les pixels se déplacent sur celle-ci. En effet, il n'a été orienté que par rapport à l'axe x.

Pour obtenir une finition de surface lisse et éviter l'apparition de lignes dues au décalage des pixels sur les surfaces planes, faites pivoter votre modèle de 45 degrés par rapport aux axes x, y et z.
Boîtes d'angle à 45 degrés par rapport à tous les axes et supportées à 15 mm au-dessus de la plate-forme

Le simple fait d'orienter de grands modèles plats selon un ou deux axes entraînera une déformation des premières couches, due aux forces de pelage et au déplacement du centre de gravité.

Faites pivoter les grands modèles plats ou en forme de boîte de 45 degrés autour des trois axes et soulevez-les de 15 mm au-dessus de la plate-forme.
Cette orientation entraîne une augmentation progressive de la surface, ce qui réduit le risque de déformation et de retrait anisotrope du modèle imprimé.
L'impression verticale permet de réduire la quantité de supports nécessaires

L'impression de cette pièce à l'horizontale nécessiterait de nombreux supports sur la face inférieure, ce qui impliquerait un temps de préparation des fichiers plus long et un travail supplémentaire pour retirer les supports lors de la phase de post-traitement. Sans supports internes, la pièce risquerait également de se déformer.

En orientant ce type de modèle à la verticale, vous aurez besoin de moins de supports. L'impression prendra plus de temps qu'en orientation horizontale, mais vous gagnerez du temps en post-traitement et obtiendrez une meilleure finition de surface.

N'imprimez pas les formes tubulaires à l'horizontale. Le modèle se déformera et la cavité interne passera d'une forme circulaire à une forme ovale. L'ajout de supports internes peut aider à éviter cette déformation, mais cela allongera le temps nécessaire à la préparation du fichier et au post-traitement.
Pour orienter ce modèle à un angle de 45 degrés, il faudrait de nombreux supports et un post-traitement supplémentaire.

Maintenez le tube en position verticale pour obtenir un meilleur état de surface et une meilleure précision dimensionnelle. Soulevez le modèle d'au moins 10 mm au-dessus de la plate-forme afin d'éviter tout échec dû aux forces d'aspiration. Les pièces seront également plus faciles à retirer de la plate-forme.
Introduction aux supports pour éléments de structure
1) Conseil d'assistance
2) Premier faisceau
3) Articulation supérieure à effet multiplicateur
4) Pôle
5) Pied

Paramètres de support recommandés pour les matériaux durs tels que « Haute résistance », « Dur » ou « Durable »
Paramètres par défaut et recommandés pour la longueur de la première poutre et le diamètre de l'assemblage.
En « Mode assistance », cliquez sur l'onglet « Génération d'assistance (Avancé) ».
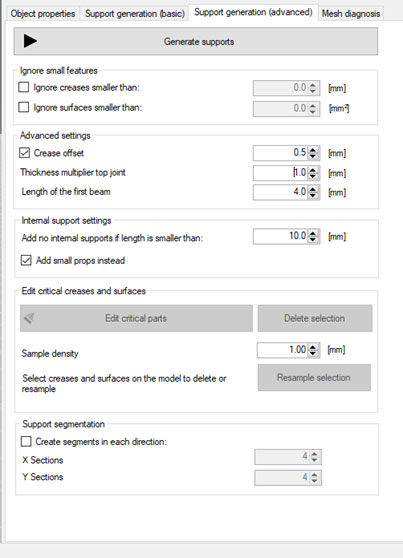
Cliquez pour agrandir
Paramètres de support pour les petits modèles (hauteur de construction maximale de 100 mm).
En « Mode assistance », cliquez sur l'onglet « Génération d'assistance (basique) ».

Cliquez pour agrandir
Supports minimaux pour les modèles de taille moyenne (hauteur de construction maximale de 200 mm).
En « Mode assistance », cliquez sur l'onglet « Génération d'assistance (basique) ».

Cliquez pour agrandir
Supports minimaux pour les grands modèles (hauteur de construction maximale de 250 mm).
En « Mode assistance », cliquez sur l'onglet « Génération d'assistance (basique) ».
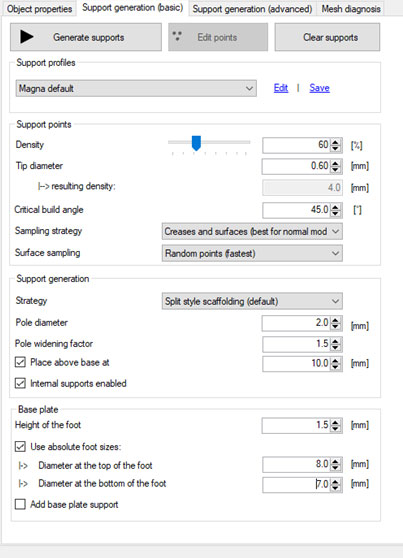
Cliquez pour agrandir
Supports minimaux pour les modèles de très grande taille
(jusqu'à la hauteur maximale de construction)
En « Mode assistance », cliquez sur l'onglet « Génération d'assistance (basique) ».

Cliquez pour agrandir
Dimensions minimales des supports internes.
Cliquez sur « Configuration » dans le menu « Fichier ».
Double-cliquez sur «Liquid Crystal , puis sur l'onglet « Assistance manuelle ».

Cliquez pour agrandir
Dimensions minimales des appuis internes lorsque la distance entre deux parois est supérieure à 50 mm.
Cliquez sur « Configuration » dans le menu « Fichier ».
Double-cliquez sur «Liquid Crystal , puis sur l'onglet « Assistance manuelle ».

Cliquez pour agrandir
Dimensions minimales des supports d'arbres.
Cliquez sur « Configuration » dans le menu « Fichier ».
Double-cliquez sur «Liquid Crystal , puis sur l'onglet « Assistance manuelle ».

Cliquez pour agrandir
Dimensions minimales des supports individuels pour les modèles d'une hauteur maximale de 100 mm
Cliquez sur « Configuration » dans le menu « Fichier ».
Double-cliquez sur «Liquid Crystal , puis sur l'onglet « Assistance manuelle »

Cliquez pour agrandir
Dimensions minimales des supports individuels pour les modèles jusqu'à 150 mm
Cliquez sur « Configuration » dans le menu « Fichier ».
Double-cliquez sur «Liquid Crystal , puis sur l'onglet « Assistance manuelle »

Cliquez pour agrandir
Dimensions minimales des supports individuels pour les modèles jusqu'à 250 mm
Cliquez sur « Configuration » dans le menu « Fichier ».
Double-cliquez sur «Liquid Crystal , puis sur l'onglet « Assistance manuelle ».

Cliquez pour agrandir
Dimensions minimales des supports individuels pour les modèles permettant une hauteur de fabrication maximale
Cliquez sur « Configuration » dans le menu « Fichier ».
Double-cliquez sur «Liquid Crystal , puis sur l'onglet « Assistance manuelle ».

Cliquez pour agrandir
Paramètres de support recommandés pour les matériaux souples tels que Flexible
Paramètres par défaut et recommandés pour la longueur de la première poutre et le diamètre de l'assemblage.
En « Mode assistance », cliquez sur l'onglet « Génération d'assistance (Avancé) ».
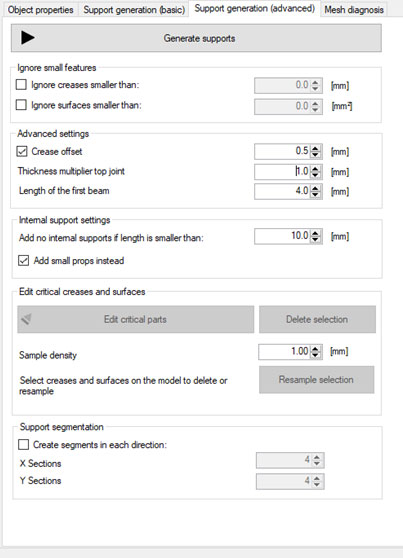
Cliquez pour agrandir
Supports minimaux pour les petits modèles (hauteur de construction maximale de 100 mm).
En « Mode assistance », cliquez sur l'onglet « Génération d'assistance (basique) ».

Cliquez pour agrandir
Supports minimaux pour les modèles de taille moyenne (hauteur de construction maximale de 250 mm).
En « Mode assistance », cliquez sur l'onglet « Génération d'assistance (basique) ».

Cliquez pour agrandir
Supports minimaux pour les modèles de grande taille (hauteur maximale d'impression)
En « Mode assistance », cliquez sur l'onglet « Génération d'assistance (basique) ».

Cliquez pour agrandir
Dimensions minimales des supports internes.
Cliquez sur « Configuration » dans le menu « Fichier ».
Double-cliquez sur «Liquid Crystal , puis sur l'onglet « Assistance manuelle ».

Cliquez pour agrandir
Conseils et astuces pour la création de structures de soutien
Cliquez sur « Mode d'assistance » et faites votre choix.
![]()
Cela générera automatiquement des supports.
Vérifiez toujours visuellement que tous les points critiques ont bien été calés.

Si certains domaines nécessitent un soutien supplémentaire, cliquez sur
![]()
Lorsque vous voyez les zones non soutenues, cliquez sur celles qui doivent être renforcées pour ajouter des supports supplémentaires.
La distance entre les supports doit être de 2 à 3 mm. À titre indicatif, la taille des mailles de la grille du plateau est de 5 x 5 mm.
Une fois que toutes les zones critiques sont prises en charge, appuyez sur ![]()


Les supports automatiques n'ajoutent pas toujours des supports à tous les points critiques. Sur cette photo, les supports au fond n'ont été ajoutés qu'à un seul bord. Ce modèle va s'effondrer ou se déformer à cet endroit sous l'effet de la gravité et des forces de pelage.

Lorsque vous utilisez des supports automatiques, modifiez toujours le fichier pour ajouter des supports supplémentaires si nécessaire. Les supports doivent être suffisamment solides pour soutenir le modèle et résister à la force de gravité ainsi qu'aux forces de décollement pendant l'impression. Ils doivent également être placés aussi près que possible du bord du modèle.

Dans certains cas, les supports automatiques ne suffisent pas. Dans l'exemple ci-dessus, il convient d'ajouter des supports manuels pour renforcer les angles critiques et rendre la structure suffisamment solide pour maintenir la pièce. Si l'impression est effectuée sans supports supplémentaires, la pièce se brisera ou se déformera pendant l'impression.

Voici un exemple d'association optimisée entre supports automatiques et réglages manuels. Tous les angles critiques sont pris en charge, les supports sont répartis de manière homogène et leur densité est adéquate.


Sans supports sur les deux bords, les premières couches commenceront à se déformer, les bords ne seront pas bien définis et l'impression risque d'échouer.

Les premières couches sont très importantes. Les bords en biais doivent être soutenus des deux côtés pour conserver un bord bien défini et net.

Si vous placez la pièce à la verticale au-dessus de la plaque, directement ou sur des supports, les premières couches risquent de se déformer, ce qui entraînera un gauchissement.

Si la taille et la forme du modèle le permettent, orientez-le en biais par rapport à tous les axes.


Un écart de plus de 3 mm entre les pointes de support entraînera une surface rugueuse au niveau des surplombs. Des écarts supérieurs à 5 mm provoqueront des déformations et un décollement.

La distance entre les supports doit être inférieure à 2 mm et aussi proche que possible du bord.

Les supports doivent être placés près du bord.

Si les supports sont trop éloignés du bord, le modèle sera irrégulier et déformé.

Sans renforts internes, les trous se déformeront et prendront une forme ovale.

Pour les trous ronds d'un diamètre supérieur à 2 mm, ajoutez un renfort interne.

Les pieds de support inclinés vers le bas, comme indiqué ci-dessus, seront plus difficiles à retirer.

En ajoutant des pieds de support inclinés vers le haut comme indiqué, vous faciliterez le retrait des pièces.


N'imprimez pas les grands modèles à plat. Il sera très difficile de les retirer du plateau et ils risquent de se casser.
L'impression de cette pièce telle qu'illustrée, avec des surfaces horizontales en surplomb, nécessitera des supports internes pour éviter toute déformation. Cela impliquerait un post-traitement supplémentaire et donnerait un mauvais rendu de surface.

Orientez ce type de modèle verticalement, sans supports. Le temps d'impression sera plus long qu'en cas d'orientation horizontale, mais la pièce nécessitera moins de post-traitement et présentera ainsi un meilleur fini de surface. Orientez les pièces comportant des surplombs internes de manière à ce qu'elles nécessitent un minimum de supports internes. La meilleure option consiste à aligner cette pièce avec ses surplombs à la verticale par rapport au plateau d'impression, ce qui garantit le meilleur fini de surface des deux côtés.

Si les éléments dépassent de plus d'un millimètre et présentent des angles vifs, ajoutez des supports pour conserver la netteté des bords.

Si les éléments dépassent de plus de 2 mm et présentent des angles arrondis, ajoutez des renforts pour conserver la forme des bords.

Si les porte-à-faux mesurent moins de 2 mm et sont autoportants des deux côtés, il n'est pas nécessaire d'ajouter des supports au milieu.
Évidement
Photocentric offre la possibilité de creuser les grands modèles (si la géométrie du modèle et l'application le permettent).
L'évidement permet de réduire la quantité de résine utilisée, et donc le coût d'impression. Il permet également d'alléger le poids, ce qui peut contribuer à améliorer la qualité d'impression et le taux de réussite.
L'épaisseur minimale des parois est de 0,5 mm pour la « moulage de précision » et de 2 mm pour les modèles de prototypage de grande taille en général.

Une fois le creusage terminé, nous vous recommandons d'ajouter une structure de remplissage afin de renforcer la rigidité des modèles et de soutenir les surplombs internes.
Le diamètre minimal de remplissage est de 0,5 mm pour les pièces moulées par cire perdue, avec une taille de cellule de 5 mm.
Les paramètres par défaut sont un diamètre de remplissage de 1 mm et une taille de cellule de 5 mm.

Dans « Vue transparente », vous pouvez vérifier la structure de remplissage.
Le creusage et le remplissage permettent d'économiser jusqu'à 80 % de résine tout en conservant la rigidité des modèles.
Les modèles creux doivent comporter des trous d'évacuation afin de réduire l'effet de succion pendant l'impression.
Sélectionnez « Orifice de drainage flexible » ![]() en mode « Assistance ».
en mode « Assistance ».
Le diamètre minimal de l'orifice d'évacuation est de 4 mm.


Si les modèles creux, comme les bouteilles, ne sont pas munis de trous d'évacuation, la pression à l'intérieur peut faire céder la paroi ou créer des lignes visibles sur l'ensemble du modèle.

Les modèles creux doivent être pourvus de trous de drainage. Ces trous permettent de réduire l'effet de ventouse pendant l'impression.
Exemple 1

Si vous orientez ce modèle selon un angle aigu, comme illustré ici, cela entraînera un temps d'impression inutilement long, nécessitera l'utilisation d'un plus grand nombre de supports, ce qui allongera le temps de post-traitement, et vous obtiendrez un mauvais rendu de surface.

La meilleure orientation pour un modèle en forme de boîte consiste à soulever la pièce de 10 mm au-dessus de la plaque, à la faire pivoter autour des trois axes et à bien caler sa face inférieure.

Exemple 2

Supports générés automatiquement pour le couvercle d'un étui pour tablette.

Les bords ne sont pas correctement soutenus et se déformeront pendant l'impression. Les premières couches se déformeront et se courberont en raison des forces de décollement et de l'absence de supports.

La fonction de support automatique ne reconnaît que les bords extérieurs comme des surplombs et ne prend pas en charge les surfaces internes, qui constituent pourtant des zones critiques.

Si vous imprimez ce modèle à la verticale, en orientant la longueur ou la largeur parallèlement à la plaque, les premières couches risquent de se déformer. Le surplomb du bord supérieur peut également se déformer. Dans la mesure du possible, respectez le principe de construction progressive, en commençant par une surface plus petite pour passer progressivement à une surface plus grande.

Après avoir mis en place les étais automatiques, il est nécessaire d'installer des étais manuels sur les surfaces internes. Il convient d'ajouter des étais supplémentaires, espacés de manière régulière et couvrant toutes les zones internes.

Structure de support optimisée après des réglages manuels.

Si vous disposez de suffisamment d'espace, nous vous recommandons d'imprimer cette pièce à la verticale, en formant un angle de 45 degrés par rapport à la plate-forme.
Le temps d'impression sera plus long, mais le temps de post-traitement sera plus court, car les surfaces internes sont autoportantes. La finition de surface sera également meilleure.
Assurez-vous que la pièce soit surélevée de 10 mm par rapport à la plaque.

Exemple 3

Cette orientation n'est pas recommandée. Dans ce cas, toutes les arêtes sont en surplomb et doivent être soutenues (les supports automatiques ne suffiraient pas). Cette orientation entraînerait davantage de travail pour le soutien et la finition.

Lorsque vous choisissez l'orientation d'impression, réfléchissez à la manière de réduire au maximum les surplombs. Ici, les ailettes du moteur sont conservées intactes avec un temps de post-traitement minimal, et ne nécessitent des supports que d'un seul côté. Vous pouvez également ajouter des supports internes à l'intérieur du cylindre.

Pour éviter toute déformation, imprimez les surfaces minces et planes à la verticale. Si vous inclinez ce modèle à 45 degrés, le corps principal s'imprimera correctement, mais les ailettes se déformeront légèrement, car elles ne sont pas suffisamment étayées pour résister aux forces de décollement et à la gravité.

Il s'agit d'une combinaison optimisée entre l'utilisation de supports automatiques à une densité de 5 % et des ajustements manuels des supports.

Si elles sont placées à un angle de 45 degrés, il n'est pas possible de soutenir suffisamment les ailettes et, après 2 à 3 mm d'impression, celles-ci commenceront à se déformer.

Aperçu des endroits où il convient d'ajouter des conseils d'utilisation manuelle.