Solutions d'impression 3D
Pièces industrielles
Pour réussir à fabriquer des pièces, par opposition à des prototypes, il faut disposer de procédés d'impression rapides, rentables et fiables utilisant des résines fonctionnelles.
La technologie LCD Photocentricpermet d'imprimer de nombreuses pièces très rapidement. Notre logiciel et notre expertise en conception additive permettent de concevoir des pièces destinées à la fabrication en série.
Nos résines permettent de fabriquer des pièces fonctionnelles qui résisteront pendant des décennies dans des applications industrielles.

VXL Technologies aide Railex à améliorer la fonctionnalité et l'efficacité de son système de convoyage de vêtements
En intégrant l'impression 3D tant au stade du prototypage qu'à celui de la production, VXL Technologies a permis à Railex de réduire les délais de développement, d'améliorer la fiabilité des produits et de réaliser des économies grâce à l'utilisation de connecteurs de transfert fabriqués sur LC Magna.
« Nous avons réussi à réduire considérablement les délais de développement et de production afin de respecter les échéances. »
Matthew Mendez
, propriétaire de VXL Technology
VXL Technologies aide Railex à améliorer la fonctionnalité et l'efficacité de son système de convoyage de vêtements
En intégrant l'impression 3D tant au stade du prototypage qu'à celui de la production, VXL Technologies a permis à Railex de réduire les délais de développement, d'améliorer la fiabilité des produits et de réaliser des économies grâce à l'utilisation de connecteurs de transfert fabriqués sur LC Magna.
« Nous avons réussi à réduire considérablement les délais de développement et de production afin de respecter les échéances. »
Matthew Mendez
, propriétaire de VXL Technology

Une solution économique et rapide au problème de défaillance des composants
Grâce aux résines LC Magna Magna Hard Black, Wurtec a pu concevoir, imprimer, ajuster, démouler et produire près de 800 pièces en deux semaines, au lieu de plusieurs mois, ce qui lui a permis de réaliser une économie annuelle de plus de 43 000 dollars ! (L'impression a duré 5 heures avec une seule imprimante LC Magna).
*12 600 pièces par an

Crack Eraser met fin aux soucis liés à la réparation des pare-brise grâce au Photocentric LC Magna
La société 3D Printing Store (3DPS) a utilisé LC Magna Photocentric LC Magna fabriquer une pince de perçage sur mesure, rendant ainsi la réparation des pare-brise plus facile et plus efficace que jamais. Tim Evans et son entreprise Crack Eraser – qui aide d’autres entrepreneurs à lancer leur propre activité de réparation de vitres automobiles – ont contacté 3DPS, Photocentric , afin de développer une pièce destinée à leur système de kit de réparation.
Grâce à sa technologie exclusive, Crack Eraser a réussi à surmonter la principale difficulté liée à la réparation des pare-brise, à savoir le perçage de la couche supérieure du verre feuilleté au niveau du point d'impact où le dommage s'est produit.

« The 3D Printing Store nous a apporté un soutien inestimable dans le développement de ce produit de pointe, tout au long de plusieurs mois d'essais et de perfectionnement. Nous ne remercierons jamais assez 3DPS pour son soutien exceptionnel dans le développement de notre Drill Stop Collet™ imprimé en 3D, un produit de référence dans notre secteur ! »
Tim Evans
Propriétaire, Crack Eraser
Phone Skope mise sur LC Magna pour relever les défis de la fabrication
Phone Skope, leader dans le domaine du digiscopie, a adopté une solution de fabrication Photocentric pour produire ses adaptateurs de digiscopie moulés sur mesure. Ce fabricant américain produit des adaptateurs de haute précision adaptés à presque tous les smartphones, permettant ainsi à l'appareil photo d'un smartphone de capturer des images et des vidéos de meilleure qualité à travers une longue-vue, pour des applications telles que l'observation des oiseaux, la faune sauvage, la microbiologie et l'astronomie.


« La rapidité et la flexibilité de la fabrication additive nous ont permis d'étendre notre offre à davantage de modèles de téléphones, ce qui nous ouvre les portes d'un marché plus vaste. »
Jason Bairett, responsable des opérations d'
, Phone Skope
Commande de 1 000 000 de pièces imprimées en 3D pour Adhesives Technology
Merit3D, une entreprise de premier plan dans le domaine de la fabrication additive, produit actuellement un million de crochets pour Adhesives Technology à l'aide de la technologie d'impression 3D. Ces crochets sont indispensables à tous les projets menés par Adhesives, mais le processus de production avait été interrompu en raison de l'indisponibilité du moule d'injection.
La solution de Merit3D a permis à Adhesives Technology d'éliminer les coûts supplémentaires et les délais d'attente liés à la livraison d'un nouvel outil, et de rapatrier la production aux États-Unis.


« Il s’agit d’une avancée majeure dans le domaine de la fabrication, qui est en passe de supplanter le moulage par injection, alors que nous voyons de grandes entreprises remplacer leurs procédés de fabrication actuels par des pièces issues de la fabrication additive. »
Spencer Loveless,
, PDG de Merit3D
S'adapter et innover grâce à l'impression 3D
En tant que fabricant d'équipements pour les services de blanchisserie, Girbau cherchait à améliorer l'efficacité de ses plieuses. Ayant constaté que le flux d'air de ses plieuses n'était pas optimal pour le pliage de précision dont elle avait besoin, Girbau s'est tournée vers l'impression 3D pour profiter de la rapidité, de l'efficacité, des possibilités de conception illimitées et de la rentabilité de cette technologie afin de créer la pièce unique dont elle avait besoin pour optimiser ses plieuses.
« Les experts de Sculpteo nous ont accompagnés tout au long du processus d'impression, ce qui nous a permis de réaliser le modèle en choisissant la solution la mieux adaptée à nos besoins. »
Sylvian Ferris
, concepteur R&D chez Girbau

Solution au problème de défaillance des composants
En tirant parti des capacités avancées de la LC Magna, nous avons conçu, imprimé, assemblé, démoulé et produit 791 pièces en environ deux semaines. Habituellement, ce processus aurait pris des mois, et nous n’aurions pas envisagé de concevoir cette pièce en raison des contraintes de temps et de coût liées au moulage par injection plastique.
Défi
Le projet a dû faire face à plusieurs difficultés, notamment des défaillances sur le terrain du système Wur-Com, où le connecteur à 40 broches s'abîmait lors de l'installation, provoquant des courts-circuits. Le principal défi concernait l'approvisionnement en composants, le délai de mise sur le marché venant en second lieu.
Solution
Pour résoudre ce problème, nous avons étudié les solutions existantes, mais n'en avons trouvé aucune sur le marché. En tirant parti des capacités avancées de la LC Magna, nous avons conçu, imprimé, ajusté, démoulé et produit 791 composants en environ deux semaines. Habituellement, ce processus aurait pris des mois, et nous n'aurions pas envisagé de concevoir ce composant en raison des contraintes de temps et de coût liées au moulage par injection plastique.
Processus de changement accéléré
Non seulement nous pouvons rapidement modifier nos produits actuels en y ajoutant des composants additifs, mais nous pouvons également adapter rapidement ces composants pour répondre à des besoins imprévus ou changer de matériau afin d'améliorer les performances d'application. Le gain de temps réalisé grâce à ce processus de modification dépasse de loin celui obtenu en modifiant des composants usinés, moulés ou coulés.
Avantages
Une rapidité de mise sur le marché inégalée
Le délai de mise sur le marché est sans commune mesure entre la fabrication additive et les méthodes traditionnelles telles que le moulage par injection ou l'usinage. Nous pouvons passer de la conception à la commercialisation en environ deux semaines, contre une vingtaine de semaines, voire plus, pour un composant moulé par injection.
Très bon marché
Avec nos composants fabriqués par impression 3D, il n'y a pas de frais d'outillage, et nous disposons de plusieurs options de sous-traitance si nécessaire. En revanche, un composant moulé similaire nécessiterait soit de déplacer le moule, soit d'en créer un nouveau avec un autre fournisseur, ce qui aurait un impact supplémentaire sur la production.
Impact environnemental
Nous avons désormais la possibilité de réduire notre impact sur l'environnement grâce à des matériaux d'origine végétale, en particulier pour les composants qui ne sont pas en contact direct avec le client et qui nécessitent une couleur spécifique.
Phone Skope mise surLC Magna Photocentric LC Magna pour relever un défi de fabrication
Phone Skope, leader du digiscopie, a adopté une solution de fabrication Photocentric pour produire ses adaptateurs de digiscopie moulés sur mesure. Ce fabricant américain produit des adaptateurs de haute précision adaptés à presque tous les smartphones, permettant à l'appareil photo d'un smartphone de capturer des images et des vidéos de meilleure qualité à travers une lunette, pour des applications telles que l'observation des oiseaux, la faune sauvage, la microbiologie et l'astronomie. La solution de fabrication Photocentric – mise en œuvre par l'intermédiaire de Merit3D, partenaire prestataire de services de fabrication – comprendLC Magna Photocentric LC Magna et des unités de post-traitement, permettant de modéliser et de créer des adaptateurs rapidement, sans avoir recours à un moulage coûteux et chronophage.
Un marché en constante évolution - Le défi
« La production de Phone Skope était mise à rude épreuve par l’évolution rapide du marché, qui exigeait que ses produits soient compatibles avec un nombre considérable de nouveaux modèles de téléphones commercialisés chaque année », explique Sally Tipping, Photocentric. « Pour créer un adaptateur de digiscopie compatible avec un modèle de téléphone particulier, il fallait fabriquer un moule pour chaque nouvelle coque, et il y avait toujours un risque que le téléphone lui-même ne connaisse pas le succès commercial escompté. Phone Skope devait donc choisir les modèles à prendre en charge et pour lesquels créer des moules afin de rester viable. L’impression 3D s’est avérée une excellente solution à ce problème, offrant à Phone Skope la flexibilité nécessaire pour commercialiser rapidement une plus grande variété d’adaptateurs sans les coûts liés à la création de moules supplémentaires. Les produits Phone Skope sont réputés dans le monde entier pour leur précision et leur durabilité ; il était donc également essentiel que ces caractéristiques soient conservées sans compromis. »
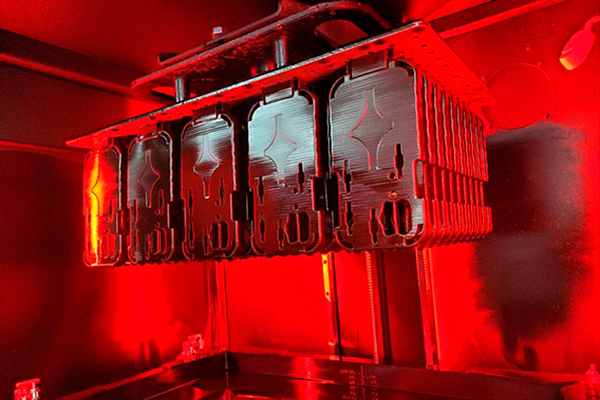
Photocentric LC Magna La solution idéale
Pour fabriquer ces étuis, Merit3D a utilisé ses 8LC Magna Photocentric LC Magna ainsi que les unités Photocentric , à savoir les modèles Air Wash L et Cure L2. Merit3D a également opté pour la résine Daylight Magna Duramax Photocentric. Le design de Phone Skope est un système simple en deux parties, interchangeable et compatible avec la plupart des combinaisons de smartphones et d'optiques. Grâce à quelques modifications mineures apportées au modèle 3D, un nouvel étui a pu être conçu et imprimé à grande échelle avec un minimum de révisions, grâce à la fabrication additive. Cela a permis de réduire les coûts initiaux et d'accélérer considérablement le temps de production, tout en garantissant un résultat de haute qualité constante.
La LC Magna un large éventail d'applications industrielles, offrant des avantages considérables en termes de vitesse d'impression, de volume d'impression et de coûts. Merit 3D savait également que les impressions de haute qualité produites par la LC Magna considérablement le temps consacré à la finition, ce qui permettrait de réduire encore les coûts et d'accélérer la mise sur le marché.
Le logiciel Studio Photocentricet la technologie 4D-additive ont également été utilisés pour intégrer les supports nécessaires à l'impression directement dans la conception des boîtiers. En fonction de la taille du produit fini, une seule plateforme Magna pouvait accueillir jusqu'à 52 boîtiers. Grâce à un processus de fabrication simple au sein de son site de production, le délai de réalisation de chaque commande variait entre 1 et 2 jours. Cette nouvelle solution a permis d'économiser des milliers de dollars en coûts d'équipement pour la création d'un moule, et le temps nécessaire à la conception d'un nouveau modèle de boîtier a également été réduit de 1 à 2 mois à seulement deux semaines. Grâce à la solution de FA, la commande minimale de 2 000 unités (nécessaire pour rentabiliser la production) a également été complètement supprimée.