LC Titan
Der größte LCD-3D-Drucker der Welt
Stellt die größten, hochauflösenden, funktionsfähigen Teile her
LC Titan fertigt hochauflösende großformatige 3D-Druckteile, die in realen Anwendungen eingesetzt werden können – von Elastomeren bis hin zu flammhemmenden Materialien.
Ein Drucker wie kein anderer
Große, brauchbare, detaillierte Teile
Extrem groß
Bauvolumen von 695 x 385 x 1200 mm (
) (27 3/8 x 15 1/8 x 47 ¼”)
Hohe Auflösung
32-Zoll-8K-LCD-Bildschirm (7680 × 4320 Pixel)
Pixelabstand von 91 Mikrometern
Komplettes Ökosystem
Drucken, waschen, aushärten – inklusive Schulung, Materialien, Wartung und Support
Technische Spezifikation für „
“
Extrem großes Bauvolumen
695 x 385 x 1200 mm (
) 27 3/8 x 15 1/8 x 47 1/4″
Hohe Auflösung
91 μm Pixelabstand
Druckgeschwindigkeit von bis zu 28 mm/Stunde
in Schichten von 250 μm
ResinGlide-Plattformbeschichtung
Einfach zu reinigen, weniger Abfall
Patentierte Blow-Peel-Technologie
Zuverlässiges, schnelles Drucken
Fernsteuerung und -überwachung
4K-Zeitrafferkamera
Automatische Harzsteuerung
Automatisches Befüllen und Entleeren
Das komplette LC-Titan-Verarbeitungssystem
Speziell entwickelte Nachbearbeitungslösungen.
Große Auswahl an Funktionsharzen. Umfassender technischer Support, Garantie- und Serviceangebote.
Waschen XL
Drei in einem: Waschen, Spülen und Trocknen
Speziell entwickelt, reinigt effektiv große, komplexe Teile, die auf dem LC Titan gedruckt wurden, und vereint Wasch-, Spül- und Trocknungsfunktionen in einem einzigen Gerät.

Cure XL
Große Teile mit Wärme und Licht zweier Wellenlängen aushärten
Bietet gleichmäßige Wärme und Licht mit zwei Wellenlängen, das durch die 360°-Drehung der Plattform gleichmäßig verteilt wird, und sorgt so für maßgenaue, kleberfreie Teile.

Waschen XL
Drei in einem: Waschen, Spülen und Trocknen
Speziell entwickelt, reinigt effektiv große, komplexe Teile, die auf Liquid Crystal gedruckt wurden, und vereint Wasch-, Spül- und Trocknungsfunktionen in einem einzigen Gerät.
Cure XL
Große Teile mit Wärme und Licht zweier Wellenlängen aushärten
Bietet gleichmäßige Wärme und Licht mit zwei Wellenlängen, das durch die 360°-Drehung der Plattform gleichmäßig verteilt wird, und sorgt so für maßgenaue, kleberfreie Teile.
Breites Sortiment an Funktionsharzen
Von Elastomer- bis hin zu zertifizierten flammhemmenden Kunststoffen für eine Vielzahl von Branchen, die funktionale, hochauflösende Teile herstellen.

Software
Photocentric und Voxel Dance bieten eine umfassende Lösung für die Vorbereitung großer Dateiteile und die Druckerbedienoberfläche – vom Entwurf bis zur Produktion.
Support
Vor-Ort-Installation und -Schulung, Wartungsverträge, Garantien sowie umfassender technischer Support für das Design für die additive Fertigung – sowohl persönlich als auch online verfügbar.
Unser Team aus Experten für 3D-Druck und Materialwissenschaften steht Ihnen jederzeit zur Verfügung.

Intelligenter drucken:
Kosten senken und die Produktion beschleunigen




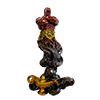



Gorilla
Druckdauer: 40 Std. 20 Min. Harz: Hard Black Höhe: 41,4 cm Gewicht: 2,25 kg Gewicht der Stützstrukturen: 0,3 kg Auflösung: 100µm
Motorabdeckung
Druckdauer: 32 Std.
Harz: Hard Black
Höhe: 60 cm
Breite: 60 cm
Tiefe: 10 cm
Gewicht: 2,6 kg
Auflösung:100 µm

Neptun
Druckdauer: 130 Std. (3 Drucke)
Harz: Hard Black
Höhe: 215 cm
Breite: 105 cm
Tiefe: 70 cm
Gewicht: 21,5 kg
Auflösung:250 µm
Modell entworfen von Sanix3D

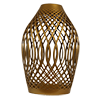
Lampenschirm
Druckdauer: 29 Std.
Harz: Hard Black
Höhe: 60 cm
Breite: 40 cm
Tiefe: 40 cm
Gewicht: 2,3 kg
Auflösung:250 µm

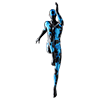
Running Man
Druckdauer: 60 Std.
Harz: Hard Black
Höhe: 177 cm
Breite: 220 cm
Gewicht: 2,9 kg
Auflösung:250 µm

Krieger
Druckdauer: 116 Std. 40 Min.
Harz: Hard Black
Höhe: 100 cm
Gewicht: 12 kg
Gewicht der Stützstrukturen: 6,5 kg
Auflösung:100 µm

Genie
Druckdauer: 65 Std.
Harz: Hard Black
Höhe: 160 cm
Breite: 90 cm
Tiefe: 90 cm
Gewicht: 22 kg
Auflösung:250 µm
Rednerpult
Druckdauer: 52 Std. 50 Min.
Harz: Hard Black
Höhe: 115,9 cm
Breite: 70 cm
Tiefe: 40 cm
Gewicht: 22 kg
Auflösung:250 µm

König
Druckdauer: 102 Std.
Harz: DL110HB
Höhe: 102 cm
Gewicht: 7,29 kg
Gewicht der Stützstrukturen: 1,56 kg
Auflösung:100 µm
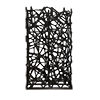
Gitter
Druckdauer: 60 Std.
Harz: Hard Black
Höhe: 155 cm
Breite: 50 cm
Tiefe: 40 cm
Gewicht: 2,6 kg
Auflösung:250 µm
Gesamtbetriebskosten (TCO):
Das ganze Bild sehen
Die Kosten für einen 3D-Drucker gehen über den Kaufpreis hinaus
Wir legen Wert auf vollständige Kostentransparenz, daher beziehen wir Abfall, Arbeitskosten, Verbrauchsmaterialien, Rohstoffe, Wartung, Energieverbrauch – kurz gesagt: alles – in unsere Gesamtbetriebskosten (TCO) ein.


„Wir sind absolut begeistert von unseren Photocentric , und der Titan ist ein echter Meilenstein.“
Brad Wriedt, Blue Hippo
Druckervergleich
Drucker |
Technologie |
Beschluss XY |
Auflösung Z/Schichtdicke |
Aufbauraum BxTxH |
Volumen in Litern |
Peel-Release-Technologie |
Höchste zuverlässige Druckleistung |
Offenes / geschlossenes System |
Verarbeitungslösung |
Druckerpreis |
Harzpreis pro kg |
Gesamtbetriebskosten |
Kosten für den gedruckten Teil |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
DruckerPhotocentric Titan |
TechnologieLCD |
Beschluss XY91 μm |
Auflösung Z/Schichtdicke350–50 μm |
Aufbauraum BxTxH685 × 385 × 1200 |
Volumen in Litern316 |
Peel-Release-TechnologiePatentiertes Blow-Peel-Verfahren |
Höchste zuverlässige Druckleistung
|
Offenes / geschlossenes SystemÖffnen |
VerarbeitungslösungSpeziell dafür vorgesehene Wasch- und Aushärtungsanlagen |
Druckerpreis$135,200 |
Harzpreis pro kg40–80 $ |
GesamtbetriebskostenNiedrig |
Kosten für den gedruckten TeilSehr niedrig |
DruckerMassivit |
TechnologieUV-Gel-Extrusion |
Beschluss XYk. A. |
Auflösung Z/Schichtdicke1500–500 μm |
Aufbauraum BxTxH1450 × 1110 × 1800 |
Volumen in Litern2897 |
Peel-Release-TechnologieTop-Down-UV-Extrusion |
Höchste zuverlässige Druckleistung
|
Offenes / geschlossenes SystemGeschlossen |
VerarbeitungslösungErforderliche Oberflächenbehandlung |
Druckerpreisab 300.000 $ |
Harzpreis pro kg$80 |
GesamtbetriebskostenHoch |
Kosten für den gedruckten TeilMäßig |
Drucker3D Systems 750 |
TechnologieSLA |
Beschluss XYMax. 2000 dpi |
Auflösung Z/Schichtdicke100 μm |
Aufbauraum BxTxH750 × 750 × 550 |
Volumen in Litern309 |
Peel-Release-TechnologieTop-Down-SLA |
Höchste zuverlässige Druckleistung
|
Offenes / geschlossenes SystemGeschlossen |
VerarbeitungslösungSpezielle Behandlungseinheit |
DruckerpreisAb 400.000 $ |
Harzpreis pro kg100–450 $ |
GesamtbetriebskostenHoch |
Kosten für den gedruckten TeilHoch |
DruckerHP |
TechnologieMJF |
Beschluss XY1200 dpi |
Auflösung Z/Schichtdicke90 μm |
Aufbauraum BxTxH380 × 284 × 380 |
Volumen in Litern41 |
Peel-Release-TechnologieSelbsttragend |
Höchste zuverlässige Druckleistung
|
Offenes / geschlossenes SystemGeschlossen |
VerarbeitungslösungVorgesehene Entpulverung/Aushärtung |
Druckerpreis350.000–500.000 Dollar |
Harzpreis pro kg35–60 $ |
GesamtbetriebskostenHoch |
Kosten für den gedruckten TeilSehr niedrig |
DruckerKings 800Pro |
TechnologieSLA |
Beschluss XY75–800 μm (variabler Strahl) |
Auflösung Z/Schichtdicke50–150 μm |
Aufbauraum BxTxH800 × 800 × 500 |
Volumen in Litern320 |
Peel-Release-TechnologieTop-Down-SLA |
Höchste zuverlässige Druckleistung
|
Offenes / geschlossenes SystemÖffnen |
VerarbeitungslösungErfordert eine Lösung eines Drittanbieters |
Druckerpreis$100,000 |
Harzpreis pro kg40–80 $ |
GesamtbetriebskostenNiedrig |
Kosten für den gedruckten TeilSehr niedrig |
DruckerStratasys Neo 800 |
TechnologieSLA |
Beschluss XY150–600 μm |
Auflösung Z/Schichtdicke100 μm |
Aufbauraum BxTxH800 × 800 × 600 |
Volumen in Litern384 |
Peel-Release-TechnologieTop-Down-SLA |
Höchste zuverlässige Druckleistung
|
Offenes / geschlossenes SystemÖffnen |
VerarbeitungslösungSpezielle Behandlungseinheit |
Druckerpreis$250,000 |
Harzpreis pro kg$204 |
GesamtbetriebskostenHoch |
Kosten für den gedruckten TeilHoch |
Beratungstermin vereinbaren
Möchten Sie den großformatigen, hochauflösenden Druck mit Titan kennenlernen? Vereinbaren Sie einen Termin für ein Gespräch mit unseren Experten.
Wir verwenden diese Angaben, um Sie über Photocentric und Einblicke Photocentric auf dem Laufenden zu halten. Sie können sich jederzeit abmelden. Weitere Informationen finden Sie in unserer Datenschutzerklärung.
82%
Britische Präzisionstechnik ist unser Kerngeschäft
Liquid Crystal wird in Großbritannien entwickelt und montiert, wobei 82 % der Komponenten aus Großbritannien stammen.
Weiterführende Ressourcen

Druck großer, komplexer Automobilverkleidungen für Magna International
>

3D-Druck einer Heineken-Cup-Replik für die Leicester Tigers
>

3D-Druck eines Autorads mit LC Titan
>