LC Titan
La stampante 3D LCD più grande del mondo
Realizza componenti funzionali di grandi dimensioni e ad alta risoluzione
LC Titan produce componenti stampati in 3D di grande formato ad altissima risoluzione, adatti per applicazioni reali, dagli elastomeri ai materiali ignifughi.
Una stampante diversa da tutte le altre
Parti di grandi dimensioni, utilizzabili e dettagliate
Estremamente grande
Volume di stampa: 695 x 385 x 1200 mm (
) (27 3/8 x 15 1/8 x 47 ¼ pollici)
Alta risoluzione
Schermo LCD da 32 pollici 8K (7680 x 4320 pixel)
Passo dei pixel di 91 micron
Ecosistema completo
Stampa, lavaggio, finitura con formazione, materiali, assistenza e supporto
Specifiche tecniche dell'
Volume di stampa estremamente ampio
695 x 385 x 1200 mm
27 3/8 x 15 1/8 x 47 1/4″
Alta risoluzione
Pitch dei pixel di 91 μm
Velocità di stampa fino a 28 mm/ora
Strati da 250 μm
Rivestimento per piattaforme ResinGlide
Facile da pulire, meno sprechi
Tecnologia brevettata Blow-Peel
Stampa affidabile e veloce
Controllo e monitoraggio a distanza
Fotocamera time-lapse 4K
Controllo automatico della resina
Riempimento e svuotamento automatico del serbatoio
Il sistema di lavorazione LC Titan completo
Post-elaborazione su misura.
Ampia gamma di resine funzionali. Assistenza tecnica completa, garanzia e piani di assistenza.
Lavaggio XL
Tre in uno. Lavaggio, risciacquo e asciugatura
Progettata appositamente per pulire in modo efficace componenti grandi e complessi stampati con LC Titan, questa macchina combina le funzioni di lavaggio, risciacquo e asciugatura in un unico dispositivo.

Cure XL
Polimerizzazione di pezzi di grandi dimensioni tramite calore e luce a doppia lunghezza d'onda
Garantisce un riscaldamento uniforme e una luce a doppia lunghezza d'onda, distribuita in modo omogeneo grazie alla rotazione della piattaforma a 360°, consentendo di ottenere pezzi dimensionalmente precisi e privi di residui appiccicosi.

Lavaggio XL
Tre in uno. Lavaggio, risciacquo e asciugatura
Progettata appositamente per pulire in modo efficace componenti grandi e complessi stampati con Liquid Crystal , questa macchina combina le funzioni di lavaggio, risciacquo e asciugatura in un unico dispositivo.
Cure XL
Polimerizzazione di pezzi di grandi dimensioni tramite calore e luce a doppia lunghezza d'onda
Garantisce un riscaldamento uniforme e una luce a doppia lunghezza d'onda, distribuita in modo omogeneo grazie alla rotazione della piattaforma a 360°, consentendo di ottenere pezzi dimensionalmente precisi e privi di residui appiccicosi.
Ampia gamma di resine funzionali
Da resine elastomeriche a resine ignifughe certificate per una vasta gamma di settori industriali, per la realizzazione di componenti funzionali ad alta definizione.

Software
Photocentric e Voxel Dance offrono una soluzione completa per la preparazione di file di grandi dimensioni e l'interfaccia utente della stampante, dalla progettazione alla produzione.
Assistenza
Installazione e formazione in loco, piani di assistenza, garanzie e supporto tecnico completo per la progettazione per la produzione additiva, disponibili tramite assistenza in loco e online.
Il nostro team di esperti in stampa 3D e scienza dei materiali è sempre a vostra disposizione.

Stampa in modo più intelligente:
Ridurre i costi e velocizzare la produzione




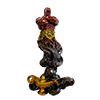



Gorilla
Tempo di stampa: 40 ore e 20 minuti Resina: Hard Black Altezza: 41,4 cm Peso: 2,25 kg Peso dei supporti: 0,3 kg Risoluzione: 100µm
Coperchio del motore
Tempo di stampa: 32 ore
Resina: Hard Black
Altezza: 60 cm
Larghezza: 60 cm
Profondità: 10 cm
Peso: 2,6 kg
Risoluzione:100 µm

Nettuno
Tempo di stampa: 130 ore (3 stampe)
Resina: Hard Black
Altezza: 215 cm
Larghezza: 105 cm
Profondità: 70 cm
Peso: 21,5 kg
Risoluzione:250 µm
Modello progettato da Sanix3D

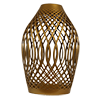
Paralume
Tempo di stampa: 29 ore
Resina: Hard Black
Altezza: 60 cm
Larghezza: 40 cm
Profondità: 40 cm
Peso: 2,3 kg
Risoluzione:250 µm

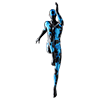
Running Man
Tempo di stampa: 60 ore
Resina: Hard Black
Altezza: 177 cm
Larghezza: 220 cm
Peso: 2,9 kg
Risoluzione:250 µm

Guerriero
Tempo di stampa: 116 ore e 40 minuti
Resina: Hard Black
Altezza: 100 cm
Peso: 12 kg
Peso dei supporti: 6,5 kg
Risoluzione:100 µm

Genie
Tempo di stampa: 65 ore
Resina: Hard Black
Altezza: 160 cm
Larghezza: 90 cm
Profondità: 90 cm
Peso: 22 kg
Risoluzione:250 µm
Leggio
Tempo di stampa: 52h 50m
Resina: Hard Black
Altezza: 115,9 cm
Larghezza: 70 cm
Profondità: 40 cm
Peso: 22 kg
Risoluzione:250 µm

Re
Tempo di stampa: 102 ore
Resina: DL110HB
Altezza: 102 cm
Peso: 7,29 kg
Peso dei supporti: 1,56 kg
Risoluzione:100 µm
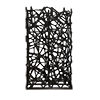
Reticolo
Tempo di stampa: 60 ore
Resina: Hard Black
Altezza: 155 cm
Larghezza: 50 cm
Profondità: 40 cm
Peso: 2,6 kg
Risoluzione:250 µm
Costo totale di proprietà (TCO):
Guarda il quadro completo
I costi di una stampante 3D non si limitano al prezzo di acquisto
Crediamo nella totale trasparenza dei costi, pertanto nel nostro TCO includiamo i rifiuti, la manodopera, i materiali di consumo, i materiali, la manutenzione, il consumo energetico e, in definitiva, ogni voce di spesa.


"Adoriamo Photocentric nostre Photocentric , e la Titan è davvero rivoluzionaria"
Brad Wriedt, Blue Hippo
Confronto tra stampanti
Stampante |
Tecnologia |
Risoluzione XY |
Risoluzione Z/spessore dello strato |
Volume dell'involucro LxPxA |
Volume in litri |
Tecnologia peel-release |
Volume di stampa più elevato con la massima affidabilità |
Sistema aperto / chiuso |
Soluzione di elaborazione |
Prezzo della stampante |
Prezzo della resina /kg |
Costo totale di proprietà |
Costo del pezzo stampato |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
StampantePhotocentric Titan |
TecnologiaLCD |
Risoluzione XY91 μm |
Risoluzione Z/spessore dello strato350–50 μm |
Volume dell'involucro LxPxA685 x 385 x 1200 |
Volume in litri316 |
Tecnologia peel-releaseBlow Peel brevettato |
Volume di stampa più elevato con la massima affidabilità
|
Sistema aperto / chiusoApri |
Soluzione di elaborazioneUnità di lavaggio e polimerizzazione dedicate |
Prezzo della stampante$135,200 |
Prezzo della resina /kg40-80 dollari |
Costo totale di proprietàBasso |
Costo del pezzo stampatoMolto basso |
StampanteMassivit |
TecnologiaEstrusione di gel UV |
Risoluzione XYN/A |
Risoluzione Z/spessore dello strato1500–500 μm |
Volume dell'involucro LxPxA1450 x 1110 x 1800 |
Volume in litri2897 |
Tecnologia peel-releaseEstrusione UV dall'alto verso il basso |
Volume di stampa più elevato con la massima affidabilità
|
Sistema aperto / chiusoChiuso |
Soluzione di elaborazioneÈ richiesta la finitura superficiale |
Prezzo della stampantea partire da 300.000 dollari |
Prezzo della resina /kg$80 |
Costo totale di proprietàAlto |
Costo del pezzo stampatoModerato |
Stampante3D Systems 750 |
TecnologiaSLA |
Risoluzione XYMax 2000 dpi |
Risoluzione Z/spessore dello strato100 μm |
Volume dell'involucro LxPxA750 x 750 x 550 |
Volume in litri309 |
Tecnologia peel-releaseSLA dall'alto verso il basso |
Volume di stampa più elevato con la massima affidabilità
|
Sistema aperto / chiusoChiuso |
Soluzione di elaborazioneUnità di cura designata |
Prezzo della stampanteA partire da 400.000 dollari |
Prezzo della resina /kg100-450 dollari |
Costo totale di proprietàAlto |
Costo del pezzo stampatoAlto |
StampanteHP |
TecnologiaMJF |
Risoluzione XY1200 dpi |
Risoluzione Z/spessore dello strato90 μm |
Volume dell'involucro LxPxA380 x 284 x 380 |
Volume in litri41 |
Tecnologia peel-releaseAutosufficienza |
Volume di stampa più elevato con la massima affidabilità
|
Sistema aperto / chiusoChiuso |
Soluzione di elaborazioneTrattamento di depolverizzazione/polimerizzazione |
Prezzo della stampante350.000-500.000 dollari |
Prezzo della resina /kg35-60 dollari |
Costo totale di proprietàAlto |
Costo del pezzo stampatoMolto basso |
StampanteKings 800Pro |
TecnologiaSLA |
Risoluzione XY75-800 μm (fascio variabile) |
Risoluzione Z/spessore dello strato50-150 μm |
Volume dell'involucro LxPxA800 x 800 x 500 |
Volume in litri320 |
Tecnologia peel-releaseSLA dall'alto verso il basso |
Volume di stampa più elevato con la massima affidabilità
|
Sistema aperto / chiusoApri |
Soluzione di elaborazioneRichiede una soluzione di terze parti |
Prezzo della stampante$100,000 |
Prezzo della resina /kg40-80 dollari |
Costo totale di proprietàBasso |
Costo del pezzo stampatoMolto basso |
StampanteStratasys Neo 800 |
TecnologiaSLA |
Risoluzione XY150-600 μm |
Risoluzione Z/spessore dello strato100 μm |
Volume dell'involucro LxPxA800 x 800 x 600 |
Volume in litri384 |
Tecnologia peel-releaseSLA dall'alto verso il basso |
Volume di stampa più elevato con la massima affidabilità
|
Sistema aperto / chiusoApri |
Soluzione di elaborazioneUnità di cura designata |
Prezzo della stampante$250,000 |
Prezzo della resina /kg$204 |
Costo totale di proprietàAlto |
Costo del pezzo stampatoAlto |
Prenota una consulenza
Vuoi scoprire la stampa di grande formato ad alta risoluzione con Titan? Fissa un appuntamento telefonico con i nostri esperti.
Utilizzeremo questi dati per tenerti aggiornato sulle Photocentric e sugli approfondimenti Photocentric . Puoi annullare l'iscrizione in qualsiasi momento. Consulta la nostra Informativa sulla privacy per ulteriori dettagli.
82%
L'ingegneria di precisione britannica è il nostro punto di forza
Liquid Crystal è progettato e assemblato nel Regno Unito con l'82% di componenti di provenienza britannica.
Risorse correlate

Stampa di pannelli automobilistici di grandi dimensioni e complessi per Magna International
>

Stampa 3D di una replica della Heineken Cup per i Leicester Tigers
>

Stampa 3D di una ruota per auto con LC Titan
>