LC Titan
La impresora 3D LCD más grande del mundo
Fabrica piezas funcionales de gran tamaño y alta resolución
LC Titan fabrica piezas impresas en 3D de gran formato y ultraalta resolución, aptas para aplicaciones reales, desde elastómeros hasta materiales ignífugos.
Una impresora diferente a cualquier otra
Piezas grandes, funcionales y detalladas
Extremadamente grande
Volumen de impresión de 695 x 385 x 1200 mm
(27 3/8 x 15 1/8 x 47 ¼”)
Alta resolución
Pantalla LCD de 32 pulgadas y 8K (7680 x 4320 píxeles)
Distancia entre píxeles de 91 micras
Ecosistema completo
Imprimir, lavar, tratar con formación, materiales, mantenimiento y asistencia
Especificaciones técnicas de
Volumen de impresión extremadamente grande
695 x 385 x 1200 mm
27 3/8 x 15 1/8 x 47 1/4″
Alta resolución
Distancia entre píxeles de 91 μm
Velocidad de impresión de hasta 28 mm/h
En capas de 250 μm
Recubrimiento para plataformas ResinGlide
Fácil de limpiar, menos residuos
Tecnología patentada Blow-Peel
Impresión fiable y rápida
Control y supervisión remotos
Cámara de time-lapse 4K
Control automático de la resina
Llenado y vaciado automático de la cubeta
El sistema de procesamiento LC Titan completo
Posprocesamiento específico.
Amplia gama de resinas funcionales. Asistencia técnica completa, garantía y planes de mantenimiento.
Lavado XL
Tres en uno. Lavar, aclarar y secar
Diseñada específicamente para limpiar con eficacia piezas grandes y complejas impresas en la LC Titan, combina las funciones de lavado, aclarado y secado en un solo equipo.

Cure XL
Curado de piezas grandes mediante calor y luz de doble longitud de onda
Proporciona un calor uniforme y luz de doble longitud de onda, distribuidos de manera homogénea gracias a la rotación de la plataforma en 360°, lo que permite obtener piezas con unas dimensiones precisas y sin pegajosidad.

Lavado XL
Tres en uno. Lavar, aclarar y secar
Diseñada específicamente para limpiar de forma eficaz piezas grandes y complejas impresas en Liquid Crystal , combina las funciones de lavado, aclarado y secado en un solo equipo.
Cure XL
Curado de piezas grandes mediante calor y luz de doble longitud de onda
Proporciona un calor uniforme y luz de doble longitud de onda, distribuidos de manera homogénea gracias a la rotación de la plataforma en 360°, lo que permite obtener piezas con unas dimensiones precisas y sin pegajosidad.
Amplia gama de resinas funcionales
Desde resinas elastoméricas hasta resinas ignífugas certificadas para una amplia gama de sectores que fabrican piezas funcionales de alta definición.

Software
Photocentric y Voxel Dance ofrecen una solución completa para la preparación de piezas de gran tamaño y una interfaz de usuario para la impresora, desde el diseño hasta la producción.
Asistencia
Ofrecemos instalación y formación in situ, planes de mantenimiento, garantías y asistencia técnica completa en materia de diseño para la fabricación aditiva, tanto a través de nuestro servicio presencial como en línea.
Nuestro equipo de expertos en impresión 3D y ciencia de los materiales está siempre a tu disposición.

Imprime de forma más inteligente:
Reducir costes y acelerar la producción







Gorila
Tiempo de impresión: 40 h 20 min Resina: Hard Black Altura: 41,4 cm Peso: 2,25 kg Peso de los soportes: 0,3 kg Resolución: 100µm
Cubierta del motor
Tiempo de impresión: 32 h
Resina: Hard Black
Altura: 60 cm
Anchura: 60 cm
Profundidad: 10 cm
Peso: 2,6 kg
Resolución:100 µm

Neptuno
Tiempo de impresión: 130 horas (3 impresiones)
Resina: Hard Black
Altura: 215 cm
Anchura: 105 cm
Profundidad: 70 cm
Peso: 21,5 kg
Resolución:250 µm
Modelo diseñado por Sanix3D

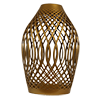
Pantalla de lámpara
Tiempo de impresión: 29 h
Resina: Hard Black
Altura: 60 cm
Anchura: 40 cm
Profundidad: 40 cm
Peso: 2,3 kg
Resolución:250 µm

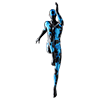
Running Man
Tiempo de impresión: 60 h
Resina: Hard Black
Altura: 177 cm
Anchura: 220 cm
Peso: 2,9 kg
Resolución:250 µm

Guerrero
Tiempo de impresión: 116 h 40 min
Resina: Hard Black
Altura: 100 cm
Peso: 12 kg
Peso de los soportes: 6,5 kg
Resolución:100 µm

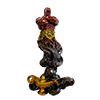
Genie
Tiempo de impresión: 65 h
Resina: Hard Black
Altura: 160 cm
Anchura: 90 cm
Profundidad: 90 cm
Peso: 22 kg
Resolución:250 µm
Atril
Tiempo de impresión: 52 h 50 min
Resina: Hard Black
Altura: 115,9 cm
Anchura: 70 cm
Profundidad: 40 cm
Peso: 22 kg
Resolución:250 µm

Rey
Tiempo de impresión: 102 h
Resina: DL110HB
Altura: 102 cm
Peso: 7,29 kg
Peso de los soportes: 1,56 kg
Resolución:100 µm
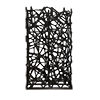
Celosía
Tiempo de impresión: 60 h
Resina: Hard Black
Altura: 155 cm
Anchura: 50 cm
Profundidad: 40 cm
Peso: 2,6 kg
Resolución:250 µm
Coste total de propiedad (TCO):
Ver el panorama completo
Los costes de una impresora 3D van más allá del precio de compra
Creemos en la transparencia total de los costes, por lo que incluimos los residuos, la mano de obra, los consumibles, los materiales, el mantenimiento y el consumo energético; en definitiva, todo en nuestro coste total de propiedad (TCO).


«Sin duda, nos encantan nuestras Photocentric , y la Titan supone un gran avance».
Brad Wriedt, Blue Hippo
Comparativa de impresoras
Impresora |
Tecnología |
Resolución XY |
Resolución Z/espesor de capa |
Volumen de construcción (ancho x profundidad x altura) |
Volumen (litros) |
Tecnología de despegado |
Volumen de impresión más rápido y fiable |
Sistema abierto / cerrado |
Solución de procesamiento |
Precio de la impresora |
Precio de la resina por kg |
Coste total de propiedad |
Coste de la pieza impresa |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
ImpresoraPhotocentric Titan |
TecnologíaLCD |
Resolución XY91 μm |
Resolución Z/espesor de capa350-50 μm |
Volumen de construcción (ancho x profundidad x altura)685 x 385 x 1200 |
Volumen (litros)316 |
Tecnología de despegadoTécnica patentada «Blow Peel» |
Volumen de impresión más rápido y fiable
|
Sistema abierto / cerradoAbrir |
Solución de procesamientoUnidades específicas de lavado y curado |
Precio de la impresora$135,200 |
Precio de la resina por kg40-80 dólares |
Coste total de propiedadBajo |
Coste de la pieza impresaMuy bajo |
ImpresoraMassivit |
TecnologíaExtrusión de gel UV |
Resolución XYN/A |
Resolución Z/espesor de capa1500-500 μm |
Volumen de construcción (ancho x profundidad x altura)1450 x 1110 x 1800 |
Volumen (litros)2897 |
Tecnología de despegadoExtrusión UV de arriba hacia abajo |
Volumen de impresión más rápido y fiable
|
Sistema abierto / cerradoCerrado |
Solución de procesamientoSe requiere un acabado superficial |
Precio de la impresoraa partir de 300 000 dólares |
Precio de la resina por kg$80 |
Coste total de propiedadAlto |
Coste de la pieza impresaModerado |
Impresora3D Systems 750 |
TecnologíaSLA |
Resolución XYMáx. 2000 ppp |
Resolución Z/espesor de capa100 μm |
Volumen de construcción (ancho x profundidad x altura)750 x 750 x 550 |
Volumen (litros)309 |
Tecnología de despegadoSLA descendente |
Volumen de impresión más rápido y fiable
|
Sistema abierto / cerradoCerrado |
Solución de procesamientoUnidad de tratamiento designada |
Precio de la impresoraA partir de 400 000 dólares |
Precio de la resina por kg100-450 dólares |
Coste total de propiedadAlto |
Coste de la pieza impresaAlto |
ImpresoraHP |
TecnologíaMJF |
Resolución XY1200 ppp |
Resolución Z/espesor de capa90 μm |
Volumen de construcción (ancho x profundidad x altura)380 x 284 x 380 |
Volumen (litros)41 |
Tecnología de despegadoAutosuficiencia |
Volumen de impresión más rápido y fiable
|
Sistema abierto / cerradoCerrado |
Solución de procesamientoDesignado para la eliminación de polvo/curado |
Precio de la impresoraentre 350 000 y 500 000 dólares |
Precio de la resina por kg35-60 dólares |
Coste total de propiedadAlto |
Coste de la pieza impresaMuy bajo |
ImpresoraKings 800Pro |
TecnologíaSLA |
Resolución XY75-800 μm (haz variable) |
Resolución Z/espesor de capa50-150 μm |
Volumen de construcción (ancho x profundidad x altura)800 x 800 x 500 |
Volumen (litros)320 |
Tecnología de despegadoSLA descendente |
Volumen de impresión más rápido y fiable
|
Sistema abierto / cerradoAbrir |
Solución de procesamientoRequiere una solución de terceros |
Precio de la impresora$100,000 |
Precio de la resina por kg40-80 dólares |
Coste total de propiedadBajo |
Coste de la pieza impresaMuy bajo |
ImpresoraStratasys Neo 800 |
TecnologíaSLA |
Resolución XY150-600 μm |
Resolución Z/espesor de capa100 μm |
Volumen de construcción (ancho x profundidad x altura)800 x 800 x 600 |
Volumen (litros)384 |
Tecnología de despegadoSLA descendente |
Volumen de impresión más rápido y fiable
|
Sistema abierto / cerradoAbrir |
Solución de procesamientoUnidad de tratamiento designada |
Precio de la impresora$250,000 |
Precio de la resina por kg$204 |
Coste total de propiedadAlto |
Coste de la pieza impresaAlto |
Reserva una consulta
¿Quieres descubrir la impresión en gran formato y alta resolución con Titan? Concierta una llamada con nuestros expertos.
Utilizaremos estos datos para mantenerte al día de Photocentric y los análisis Photocentric . Puedes darte de baja en cualquier momento. Consulta nuestra Política de privacidad para obtener más información.
82%
La ingeniería de precisión británica, nuestra esencia
Liquid Crystal se diseña y se ensambla en el Reino Unido con un 82 % de componentes de origen británico.
Recursos relacionados

Impresión de paneles de automóvil grandes y complejos para Magna International
>

Réplica de la copa Heineken impresa en 3D para los Leicester Tigers
>

Impresión en 3D de una llanta de coche con LC Titan
>