Soluciones de impresión 3D
Mercado de recambios para automóviles
Suministramos resinas que permiten crear piezas impresas con el mismo aspecto y rendimiento que el plástico moldeado. Una alternativa rentable, probada en aplicaciones reales y apta para su uso en cualquier condición climática.
Titan fabrica piezas de grandes dimensiones y gran precisión dimensional para numerosas aplicaciones del sector automovilístico, como paneles y cubiertas.
Magna ha demostrado ser el método más eficaz para fabricar accesorios de tamaño pequeño y mediano para el sector de recambios de automoción. Ha fabricado cientos de miles de piezas para empresas que suelen tener muchos diseños con volúmenes bajos o medios que no justifican la inversión en utillaje.
Para grandes volúmenes de piezas funcionales, solo hay una solución: Magna.

Soluciones de impresión 3D
Mercado de recambios para automóviles
Magna ha demostrado ser el método más eficaz para fabricar accesorios de tamaño pequeño y mediano para el sector de recambios de automoción. Ha fabricado cientos de miles de piezas para empresas que suelen tener muchos diseños con volúmenes bajos o medios que no justifican la inversión en utillaje.
Suministramos resinas que permiten crear piezas impresas con el mismo aspecto y rendimiento que el plástico moldeado. Una alternativa rentable, probada en aplicaciones reales y apta para su uso en cualquier condición climática.
Titan fabrica piezas de grandes dimensiones y gran precisión dimensional para numerosas aplicaciones del sector automovilístico, como paneles y cubiertas.
Para grandes volúmenes de piezas funcionales, solo hay una solución: Magna.

Impresión de paneles de automóvil grandes y complejos para Magna International
Magna International necesitaba 10 contenedores de gran tamaño para almacenar componentes eléctricos destinados a vehículos de prueba. La impresión 3D era la única opción, pero la impresión SLA láser de gran formato resultaba demasiado cara y lenta, y las piezas no serían funcionales. Esta es la historia de algunas de las piezas más grandes impresas mediante el método de radicales libres, con una precisión en el eje Z de +/- 0,065 % de media, impresas en Liquid Crystal .



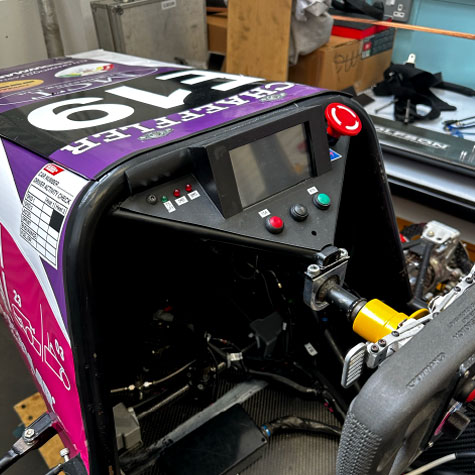
LUMotorsport
Desde 2003, LUMotorsport ha representado a la Universidad de Loughborough en eventos de Formula Student por todo el mundo. El evento principal es la Formula Student UK, que se celebra cada año en Silverstone. El año pasado compitieron más de 60 equipos del Reino Unido y de todo el mundo. El equipo también ha competido en Austria, Chequia, Alemania y Hungría.
En 2023, LUMotorsport se puso en contacto con Photocentric aprovechar su experiencia en impresión 3D. Fruto de su colaboración, han impreso múltiples piezas aerodinámicas, utillaje de materiales compuestos y cajas de conexiones eléctricas conformes con las normas del automovilismo para el coche de este año, utilizando la impresora 3D Liquid Crystal , que ofrece las siguientes características:
- Piezas de gran tamaño
- Geometría compleja y no plana
- Gran relación entre la altura y la superficie de contacto con el lecho
- Acabado liso de la superficie para minimizar la fricción con la piel
- Mayor libertad de diseño para las herramientas de carbono sin las limitaciones que impone el mecanizado de bloques de herramientas
- Insertos más ligeros para superficies aerodinámicas en comparación con los anteriores de aluminio
LUMotorsport
Desde 2003, LUMotorsport ha representado a la Universidad de Loughborough en eventos de Formula Student por todo el mundo. El evento principal es la Formula Student UK, que se celebra cada año en Silverstone. El año pasado compitieron más de 60 equipos del Reino Unido y de todo el mundo. El equipo también ha competido en Austria, Chequia, Alemania y Hungría.
En 2023, LUMotorsport se puso en contacto con Photocentric aprovechar su experiencia en impresión 3D. Fruto de su colaboración, han impreso múltiples piezas aerodinámicas, utillaje de materiales compuestos y cajas de conexiones eléctricas conformes con las normas del automovilismo para el coche de este año, utilizando la impresora 3D Liquid Crystal , que ofrece las siguientes características:
- Piezas de gran tamaño
- Geometría compleja y no plana
- Gran relación entre la altura y la superficie de contacto con el lecho
- Acabado liso de la superficie para minimizar la fricción con la piel
- Mayor libertad de diseño para las herramientas de carbono sin las limitaciones que impone el mecanizado de bloques de herramientas
- Insertos más ligeros para superficies aerodinámicas en comparación con los anteriores de aluminio




Panel de caravanas Hymer
Impresión de piezas prototipo a gran escala
El VisionVenture, creado conjuntamente por BASF y HYMER, es un avance casi de serie que nos permite vislumbrar el futuro de la vida en furgoneta. Los paneles de la carrocería del prototipo se imprimieron con la impresora Liquid Crystal .

Panel de caravanas Hymer
Impresión de piezas prototipo a gran escala
El VisionVenture, creado conjuntamente por BASF y HYMER, es un avance casi de serie que nos permite vislumbrar el futuro de la vida en furgoneta. Los paneles de la carrocería del prototipo se imprimieron con la impresora Liquid Crystal .


Hymer Panel
Detalles de la impresión:
Impresora: Liquid Crystal
Dimensiones: 920 (ancho) x 470 (alto) x 600 mm (profundidad)
Tiempo de impresión: 40 horas
Resolución: 100 µm
Volumen de resina: 800 g
Resina: Daylight Hard Black
Precio unitario: 48,96 €


Paso 1: Diseño para la fabricación aditiva
Aunque el diseño proporcionado por Magna International había tenido en cuenta las directrices para la fabricación aditiva, aún era necesaria una optimización del diseño. El diseño original se habría deformado durante la producción, pero Photocentric de libertad de diseño en las superficies no visibles, siempre que se respetaran las dimensiones externas y se mantuvieran dentro de las tolerancias en un total de 18 medidas críticas. Se añadió un relleno giroid con una estructura de 1,2 mm por 12 mm. Se aplicó una corrección de diseño para la contracción del 0,5 % en x:y y del 0,1 % en z para cumplir con la tolerancia.

Paso 2: Asistencia para cumplir con las tolerancias de las piezas
La pieza se orientó con un ángulo de 60 grados para evitar cualquier cambio brusco de fuerza durante la impresión. La red de soportes se generó mediante la función de soportes automáticos del software Voxel Dance para Photocentric. La densidad de los soportes se redujo al mínimo necesario para disminuir el consumo de resina de soporte y facilitar el lijado de los artefactos. La longitud de las puntas de los soportes se optimizó en 0,6 mm para lograr un equilibrio entre el nivel mínimo de sujeción física de la pieza y la facilidad para retirar los soportes.
Las formas recortadas se deformarán a medida que cambien las fuerzas al llegar al panel abierto. Para garantizar la precisión dimensional de las formas recortadas, puedes insertar soportes o, lo que es más sencillo, insertar placas de refuerzo finas de 3 mm con unos pocos puntos de fijación.

Paso 3: Impresión
Los requisitos de propiedades del material para la carcasa se cumplieron gracias a la resina EPD2006 de BASF.
El archivo compatible se cargó en un Liquid Crystal .
El archivo se imprimió en capas de 100 µm, lo que llevó 68 horas (7223 capas). La pieza pesaba 4591 g, con 2062 g de soportes.

Paso 4: Proceso de lavado
Al finalizar la impresión, la plataforma se había desprendido del exceso de resina, que volvió al depósito. La plataforma se trasladó mediante el Photocentric a la unidad Photocentric XL. Se cerró la puerta, se activó la bomba de lavado y se configuró la plataforma para que girara de forma continua. El operador utilizó la varilla de lavado para rociar una solución en recirculación de Photocentric Cleaner 30 por todas las zonas de la pieza. La limpieza completa duró 15 minutos. Al final del ciclo de lavado, el depósito de líquido de limpieza se vació de nuevo en el IBC de líquido de lavado y la bomba se cambió a enjuague. La pieza se enjuagó con agua durante 5 minutos para eliminar todo el líquido de limpieza restante. Dado que el agua restante puede dejar marcas blancas en las piezas, se utilizó la varilla de aire durante un par de minutos.

Paso 5: Proceso de curado
A continuación, se utilizó el sistema de transferencia de plataformas para trasladar la plataforma al Photocentric XL. La plataforma se giró continuamente para garantizar un curado uniforme. Se sometió a un posprocesamiento completo mediante una combinación de luz de alta intensidad de doble longitud de onda (405 nm y 460 nm) y calor a 60 °C durante un total de 5 horas.

Paso 6: Retirada del soporte
Los finos soportes de Voxel Dance se desprendieron fácilmente de la pieza, dejando pequeños restos en relieve que se lijaron posteriormente. El tiempo total de retirada de los soportes fue de 15 minutos.

Paso 7: Añadir inserciones
Decidimos lijar la pieza durante unos 120 minutos con una lijadora orbital para conseguir el mejor acabado posible. Las piezas de inserción necesarias se encajaron a golpe de martillo en los huecos. Se pintó con pistola, aplicando una capa de imprimación y otra de pintura negra.

Paso 8: Aprendizaje iterativo
Si ya has fabricado una pieza similar anteriormente, sabrás hasta qué punto se ajusta a los planos CAD. Si estás imprimiendo una geometría nueva y compleja, pueden producirse desviaciones respecto a las tolerancias o aparecer defectos; estos se miden y, a continuación, se corrigen de forma iterativa.
Paso 1: Diseño para la fabricación aditiva
Aunque el diseño proporcionado por Magna International había tenido en cuenta las directrices para la fabricación aditiva, aún era necesaria una optimización del diseño. El diseño original se habría deformado durante la producción, pero Photocentric de libertad de diseño en las superficies no visibles, siempre que se respetaran las dimensiones externas y se mantuvieran dentro de las tolerancias en un total de 18 medidas críticas. Se añadió un relleno giroid con una estructura de 1,2 mm por 12 mm. Se aplicó una corrección de diseño para la contracción del 0,5 % en x:y y del 0,1 % en z para cumplir con la tolerancia.
Paso 2: Asistencia para cumplir con las tolerancias de las piezas
La pieza se orientó con un ángulo de 60 grados para evitar cualquier cambio brusco de fuerza durante la impresión. La red de soportes se generó mediante la función de soportes automáticos del software Voxel Dance para Photocentric. La densidad de los soportes se redujo al mínimo necesario para disminuir el consumo de resina de soporte y facilitar el lijado de los artefactos. La longitud de las puntas de los soportes se optimizó en 0,6 mm para lograr un equilibrio entre el nivel mínimo de sujeción física de la pieza y la facilidad para retirar los soportes.
Las formas recortadas se deformarán a medida que cambien las fuerzas al llegar al panel abierto. Para garantizar la precisión dimensional de las formas recortadas, puedes insertar soportes o, lo que es más sencillo, insertar placas de refuerzo finas de 3 mm con unos pocos puntos de fijación.
Paso 3: Impresión
Los requisitos de propiedades del material para la carcasa se cumplieron gracias a la resina EPD2006 de BASF.
El archivo compatible se cargó en un Liquid Crystal .
El archivo se imprimió en capas de 100 µm, lo que llevó 68 horas (7223 capas). La pieza pesaba 4591 g, con 2062 g de soportes.
Paso 4: Proceso de lavado
Al finalizar la impresión, la plataforma se había desprendido del exceso de resina, que volvió al depósito. La plataforma se trasladó mediante el Photocentric a la unidad Photocentric XL. Se cerró la puerta, se activó la bomba de lavado y se configuró la plataforma para que girara de forma continua. El operador utilizó la varilla de lavado para rociar una solución en recirculación de Photocentric Cleaner 30 por todas las zonas de la pieza. La limpieza completa duró 15 minutos. Al final del ciclo de lavado, el depósito de líquido de limpieza se vació de nuevo en el IBC de líquido de lavado y la bomba se cambió a enjuague. La pieza se enjuagó con agua durante 5 minutos para eliminar todo el líquido de limpieza restante. Dado que el agua restante puede dejar marcas blancas en las piezas, se utilizó la varilla de aire durante un par de minutos.
Paso 5: Proceso de curado
A continuación, se utilizó el sistema de transferencia de plataformas para trasladar la plataforma al Photocentric XL. La plataforma se giró continuamente para garantizar un curado uniforme. Se sometió a un posprocesamiento completo mediante una combinación de luz de alta intensidad de doble longitud de onda (405 nm y 460 nm) y calor a 60 °C durante un total de 5 horas.
Paso 6: Retirada del soporte
Los finos soportes de Voxel Dance se desprendieron fácilmente de la pieza, dejando pequeños restos en relieve que se lijaron posteriormente. El tiempo total de retirada de los soportes fue de 15 minutos.
Paso 7: Añadir inserciones
Decidimos lijar la pieza durante unos 120 minutos con una lijadora orbital para conseguir el mejor acabado posible. Las piezas de inserción necesarias se encajaron a golpe de martillo en los huecos. Se pintó con pistola, aplicando una capa de imprimación y otra de pintura negra.
Paso 8: Aprendizaje iterativo
Si ya has fabricado una pieza similar anteriormente, sabrás hasta qué punto se ajusta a los planos CAD. Si estás imprimiendo una geometría nueva y compleja, pueden producirse desviaciones respecto a las tolerancias o aparecer defectos; estos se miden y, a continuación, se corrigen de forma iterativa.