Centro de recursos de Liquid Crystal
Índice
Primeros pasos con Magna
Lo que recibirás
Magna
Recibirás una impresora 3D Magna lista para empezar a imprimir, junto con su caja de accesorios.

- Perilla de la plataforma de impresión: se utiliza para fijar y soltar la plataforma de impresión del brazo.
- Plataforma de impresión- un conjunto de aluminio con las siguientes características:
- Revestimiento ResinGlide para facilitar la limpieza y eliminar el exceso de resina.
- Superficie rugosa de la plataforma de impresión para mejorar la adherencia de la impresión.
- Precalibrado de fábrica para garantizar que la superficie inferior de la plataforma de impresión sea plana y esté paralela a la pantalla LCD.
- Plataformas de impresión intercambiables que se pueden cambiar de una impresora a otra sin necesidad de recalibrar ni de realizar el ajuste de referencia. Se recomienda disponer de dos o más plataformas dedicadas a cada impresora.
- Depósito de resina- Contiene la resina necesaria para completar los trabajos de impresión y cuenta con:
- Boquillas para verter la resina de nuevo en su recipiente.
- Indicador de nivel para medir la cantidad de resina que hay dentro de la cuba.
- Película de tina resistente que ofrece una baja adherencia al despegarse y impresiones precisas durante toda su vida útil.
- Botón de apagado/reinicio: si se produce una fuga de resina, esta puede llegar a los sensores de fuga del depósito; los sensores evitan que la resina dañe el sistema «Blow-Peel» cerrando las válvulas y alertando al usuario mediante una alarma. En la sección de mantenimiento se explica el procedimiento de limpieza tras una fuga en el depósito.
- Botón de encendido: enciende y apaga el Magna; se puede utilizar para cortar la alimentación en caso de emergencia.
- Puerto USB: transfiere los archivos fragmentados a través de la memoria USB incluida o de cualquier memoria USB que no esté protegida con contraseña.
- Interfaz gráfica de usuario con pantalla táctil: esta interfaz interactiva permite a los usuarios controlar, conectar y realizar el mantenimiento de Magna.
- Pantalla LCD: la pantalla LCD 4K de 24 pulgadas muestra las secciones del archivo de impresión y cura la capa de resina situada entre la lámina del depósito y la plataforma de impresión. La pantalla está protegida por un protector de pantalla transparente.
- Interruptor de puerta y bloqueo: función de seguridad que detiene el movimiento del brazo de impresión si se abre la puerta durante la impresión.

- Asas de elevación: estas asas se pueden utilizar para trasladar el Magna a una nueva ubicación. Consulte la guía de instalación para obtener más información.
- Toma de extracción: para conectar el Magna a una unidad de extracción externa si es necesario. Consulte la Guía de instalación del Magna para obtener más información.
- Conexión eléctrica: esta toma de corriente ha sido cuidadosamente seleccionada para garantizar una conexión eléctrica segura y fiable.
- Puerto USB para el adaptador Wi-Fi: sirve para conectar el adaptador Wi-Fi incluido y mejorar la detección de redes Wi-Fi de Magna, así como la conexión a una red inalámbrica local segura.
- Conexión de red RJ45/Ethernet: Magna se puede conectar de forma segura a una red LAN o a una red RJ45.
Caja de accesorios

| 1) 1 cable de alimentación | 7) 1 destornillador Pozi2 | 13) 12 bastoncillos con punta de espuma | 19) 20 tornillos pequeños para la cuba: para volver a colocar la lámina de la cuba |
| 2) 1 unidad USB de 32 GB | 8) 5 filtros de resina de papel | 14) 4 pipetas | 20) 20 tornillos grandes para la cuba, para volver a colocar la lámina de la cuba |
| 3) 1 adaptador Wi-Fi | 9) 1 embudo | 15) 1 junta de sellado | 21) 2 kg de resina dura negra y 2 kg de resina blanca para modelos dentales |
| 4) 1 grifo de extracción de 100 mm | 10) 2 pares de guantes | 16) 2 juntas para el depósito | |
| 5) 1 rascador | 11) 1 herramienta para limpiar la cuba | 17) 2 láminas de VAT | |
| 6) 1 destornillador Pozi1 | 12) 1 espátula blanda | 18) 1 alfombrilla de espuma para la limpieza de la cuba |
Caja de accesorios

1) 1 cable de alimentación
2) 1 memoria USB de 32 GB
3) 1 adaptador Wi-Fi
4) 1 boquilla de extracción de 100 mm
5) 1 rascador
6) 1 x destornillador Pozi1
7) 1 x destornillador Pozi2
8) 5 x filtros de papel para resina
9) 1 x embudo
10) 2 x pares de guantes
11) 1 x herramienta de limpieza para cubas
12) 1 x espátula blanda
13) 12 x bastoncillos con punta de espuma
14) 4 x pipetas
15) 1 x junta de soplado
16) 2 x juntas para cubeta
17) 2 x lámina para cubeta
18) 1 x alfombrilla de espuma para limpieza de cubeta
19) 20 x tornillos pequeños para cubeta (para volver a colocar la lámina de la cubeta)
20) 20 x tornillos grandes para cubeta (para volver a colocar la lámina de la cubeta)
21) 2 kg de resina dura negra y 2 kg de resina blanca para modelos dentales
Preparativos antes de recibir la impresora
Luz ambiental
Utilice la impresora en un entorno con poca luz. Evite siempre la luz solar directa. Lo ideal es utilizar iluminación roja, ya que no interactúa con la resina. Se recomienda manipular la resina en un entorno con poca luz, lejos de la luz solar directa. Las temperaturas de funcionamiento deben mantenerse constantes, idealmente entre 20 y 25 °C.
Espacio/ubicación
Liquid Crystal pesa 110 kg. A la hora de elegir una ubicación adecuada para su Liquid Crystal , asegúrese de que el espacio sea adecuado para soportar ese peso y de dejar suficiente espacio libre para el acceso (véanse las figuras 3 y 4). Todas las dimensiones de los diagramas se expresan en milímetros, salvo que se indique lo contrario. Tenga en cuenta los aspectos ergonómicos a la hora de manejar la máquina.

Extracción
Liquid Crystal cuenta con un puerto de extracción en la parte trasera, provisto de una placa de cubierta. La placa de cubierta está fijada mediante cuatro tornillos (Figura 9). En la caja de accesorios se incluye un grifo de 100 mm. Este se puede acoplar a la parte trasera de la máquina una vez retirada la placa de cubierta. Vuelva a utilizar los cuatro tornillos para fijar el grifo. Esto le permitirá conectar un conducto de 4 pulgadas a la impresora.
Se recomienda utilizar un sistema de extracción si se utiliza la impresora Magna en un espacio cerrado o mal ventilado. En la mayoría de los casos, no debería ser necesario. Los vapores generados durante el proceso de impresión no son nocivos, pero el olor puede resultar desagradable. El volumen de aire en el interior de la impresora es de aproximadamente 320 litros (0,32 m³). Se debe utilizar un máximo de 2 renovaciones de aire por minuto. Esto corresponde a un caudal de 640 litros por minuto o 38 m³ por hora. Utilizar un caudal mayor provocará un enfriamiento excesivo de la resina, lo que puede afectar al rendimiento de la impresión. También aumentará el nivel de ruido y puede atraer polvo hacia el interior de la impresora. En los casos en que sea necesario utilizar un caudal de extracción mayor, la mayor parte de los humos se pueden eliminar de la Magna en tan solo unos minutos. Una vez finalizada cada impresión, encienda la extracción durante un breve periodo de tiempo antes de abrir la puerta de la impresora.
Photocentric los sistemas de extracción BOFA para conectarlos a la impresora Liquid Crystal y a la estación Air Wash L. Para obtener más información, haz clic aquí.
Potencia
Liquid Crystal requiere una toma de corriente con toma de tierra con una tensión de 100 VCA – 240 VCA y una frecuencia de 50 Hz – 60 Hz. Tiene un consumo máximo de 1300 W y un consumo medio de 500 W. Consumirá una corriente de 7,0 A cuando se conecte a una fuente de alimentación de 240 VCA, o de 13,5 A cuando se conecte a una fuente de alimentación de 100 VCA. Conecte Liquid Crystal a la toma de corriente únicamente mediante el cable de alimentación suministrado. La toma de alimentación de la impresora se encuentra en la parte trasera del equipo, en el lado derecho (Figura 10). Enchufe siempre el cable de alimentación a la toma de corriente y a la impresora antes de encender la impresora. Del mismo modo, desconecte siempre la impresora de la toma de corriente antes de desenchufar el cable de alimentación, ya sea de la impresora o de la toma de corriente. El botón de encendido se encuentra en la parte frontal del equipo, en el lado derecho (Figura 11). En caso de emergencia, apague la impresora pulsando el botón de encendido.

Conectividad
- Liquid Crystal cuenta con un puerto USB y un conector de red RJ45 en la parte trasera.
- Conecta el adaptador Wi-Fi (incluido) al puerto USB si deseas acceder a la impresora a través de una conexión de red Wi-Fi.
- Conecta un cable de red (por ejemplo, CAT6) a la toma RJ45 si deseas acceder a la impresora a través de una conexión de red por cable.
- El puerto USB situado en la parte frontal de la impresora te permite cargar archivos de impresión mediante una memoria USB.

Requisitos mínimos del sistema
- Windows 7, 8 o 10.
- Velocidad mínima del procesador: 2,0 GHz. Se recomiendan 2 núcleos; 4 núcleos.
- Una GPU capaz de ejecutar OpenGL versión 3.0 o superior. Recomendamos utilizar una GPU con especificaciones equivalentes, como mínimo, a las de la NVIDIA GTX 1050.
- .NET Framework versión 4.0
- Sistema de 64 bits: mínimo 2 GB de RAM, se recomiendan 4 GB.
- Sistema de 32 bits: mínimo 1 GB de RAM, recomendado 2 GB.
Puedes ejecutar el software en macOS utilizando una máquina virtual con Windows instalado.
Instalación de Magna
Desembalaje de Magna
Guarda la caja para usarla más adelante.



Elevador LC Magna
Recomendamos utilizar una carretilla elevadora o una transpaleta para manipular su Liquid Crystal . Levante la impresora por la parte delantera o trasera, no por los laterales. Ajuste la separación entre las horquillas de modo que ambas quepan entre las patas. Asegúrese de que las horquillas se introduzcan completamente por debajo de la impresora antes de levantarla; de este modo, el peso se distribuye entre las partes estructurales del chasis de la impresora.


Si se levanta la Magna de forma incorrecta, se pueden producir daños graves en la máquina. Si se transporta la impresora con una carretilla elevadora, fíjela a las horquillas con correas de trinquete para evitar que se mueva o rebote sobre ellas. Se pueden utilizar trozos de alfombrilla de goma para proteger la impresora y evitar que las horquillas la dañen.
Como alternativa, puede levantar Liquid Crystal con un cabrestante o un polipasto. Asegúrese de que el equipo utilizado tenga la capacidad necesaria para soportar la carga. Retire la puerta de la impresora desenganchando las bisagras (Figura 7). Sostenga siempre el peso de la puerta. Esta tarea debe realizarla dos personas. Retire los dos paneles rectangulares de la parte trasera de la máquina (Figura 8). Se pueden pasar dos correas de elevación a través de la máquina de delante hacia atrás. Fije ambos extremos de cada correa al gancho de elevación. Asegúrese de que las correas tengan la capacidad necesaria para soportar la carga de forma segura. Tenga en cuenta que las correas pueden moverse al levantar la máquina. Se pueden utilizar trozos de espuma o cartón para proteger la impresora y evitar que las correas la dañen. Si la impresora se transporta en un polipasto móvil, manténgala siempre estable y bajo control.
Si es necesario levantar Liquid Crystal manualmente, se necesitarán cuatro personas. Retire la puerta y los paneles de cubierta tal y como se ha descrito anteriormente. De este modo, se obtienen cuatro puntos de sujeción seguros en las esquinas superiores de la impresora. También es posible levantar la máquina por la base. Lo más seguro puede ser levantar la máquina en dos etapas. Utilice una mesa baja o una pila de palés para disponer de una superficie estable a una altura intermedia. Utilice guantes de seguridad con una superficie de agarre segura para evitar resbalones. Asegúrese de que todas las personas involucradas se sientan cómodas con el peso. Siga las prácticas adecuadas de levantamiento seguro. Cuando levante la impresora por la base, manténgala siempre nivelada y estable.


Configuración de la impresora
Ahora la impresora estará en un lugar adecuado, lista para su configuración. La toma de corriente se encuentra en la parte trasera del aparato, en el lado derecho. Conecta la Magna a la red eléctrica únicamente mediante el cable de alimentación suministrado. Enchufa siempre primero el cable de alimentación a la toma de corriente y, a continuación, a la impresora antes de encenderla, utilizando el botón de encendido situado en la parte delantera (como se muestra a continuación). Del mismo modo, apaga siempre el dispositivo desde la parte delantera antes de desenchufar el cable de alimentación.
Una vez que se haya conectado Magna a la corriente, es necesario retirar los bloques de espuma que protegen la pantalla durante el transporte antes de imprimir.
1. Cierra la puerta de la impresora.
2. Selecciona «Mantenimiento» en la página principal de la interfaz gráfica de usuario.
3. Selecciona «Plataforma elevadora» y espera a que el brazo de la impresora llegue a su posición de referencia.
4. Una vez finalizado el movimiento, abre la puerta de la impresora y retira los bloques de espuma.
5. Retira el protector de pantalla de la interfaz gráfica de usuario.
La impresora ya está lista para usar.
La interfaz de usuario
La interfaz gráfica de usuario (GUI) Liquid Crystal es el panel de control principal que permite a los usuarios imprimir, controlar, realizar tareas de mantenimiento y conectar la impresora a una red.
La página «Principal» muestra el acceso a los diferentes menús. Se puede volver a la página «Principal» desde todos los demás menús.
«Archivos de impresión» muestra los archivos almacenados en la impresora que se han cargado y están disponibles para su impresión.
«Mantenimiento» ofrece todas las funciones de mantenimiento de la impresora.
Instalación de Photocentric
Junto con su Magna se incluye una memoria USB de 32 GB que contiene el número de licencia de Photocentric . Esto le permite activar una licencia perpetua para un máximo de dos ordenadores. Puede descargar Photocentric aquí.
1. Descomprime la carpeta zip Photocentric y ejecuta la aplicación .msi. Si Windows Defender impide que se inicie la instalación, simplemente haz clic en «Más información» y luego en «Ejecutar de todos modos» para iniciar el proceso de instalación. A continuación, aparecerá en pantalla el asistente de configuración. Para continuar con la instalación, simplemente haz clic en «Siguiente».
2. Ahora selecciona la ubicación donde deseas guardar la instalación. Si quieres cambiar la ubicación, solo tienes que hacer clic en «Examinar» y seleccionar la nueva ubicación que prefieras. Una vez seleccionada la ubicación, haz clic en «Siguiente» para iniciar la instalación del software.
3. La instalación ha finalizado; haz clic en «Cerrar» y ya podrás abrir el programa.
4. Al abrir el programa, verás un campo para introducir tu número de licencia, que se encuentra en la memoria USB incluida en el sobre de la caja de accesorios; haz clic en ese campo e introduce el número de licencia que se te ha facilitado tal y como se muestra.

El software incluye una versión de prueba de 30 días. Si deseas utilizar la versión de prueba antes de activar tu licencia, solo tienes que hacer clic en «Continuar con la evaluación».
Creación de archivos CRS para LC Magna .2
Para aprovechar al máximo el software Crystalliser para LC Magna , deberá descargar el conversor PFP para Photocentric . Esto le permitirá convertir sus archivos CWS en perfiles CRS.
Sigue las instrucciones que se indican aquí. Además, asegúrate de tener instalada la última versión de Crystalliser.
Conectarse a una red
Magna se puede conectar a una red para facilitar la carga y la eliminación de archivos de impresión, así como para supervisar de forma remota las impresiones en curso.
Una vez encendida la Liquid Crystal , conecta el cable Ethernet o el adaptador Wi-Fi para establecer una conexión de red. Esto permite cargar archivos de impresión y realizar un seguimiento remoto. Estas instrucciones sirven de guía para configurar la conexión y cargar un archivo de impresión por diferentes medios.
Conexión a una red mediante Ethernet
- Encienda la impresora Magna con el interruptor de encendido situado en la parte delantera. Conecte un cable Ethernet a la toma correspondiente situada en la parte trasera de la impresora. Una vez conectado el cable Ethernet, la dirección IP aparecerá en la esquina superior izquierda de la página principal.
- Escribe la dirección IP de la impresora en la barra de búsqueda.
Conectarse a una red mediante Wi-Fi
1. Conecta el adaptador Wi-Fi al puerto USB situado en la parte trasera de la impresora.
2. En la pantalla «Principal», selecciona «Red».
3. Selecciona la red que desees de la lista.
4. Selecciona «Conectar».
5. Selecciona «Contraseña».
6. Introduce la contraseña de esta red utilizando el teclado en pantalla. Para ver los caracteres de la contraseña, selecciona el icono del candado situado a la derecha del cuadro de texto.
7. Selecciona «Conectar» y espera a que se establezca la conexión.
8. Selecciona «Principal».
9. El icono de Wi-Fi situado en la parte superior izquierda de la página principal debería aparecer ahora en verde. La dirección IP debería aparecer junto a él.
Transferencia de archivos en línea
1. Conéctese a una red; consulte la sección «Conexión a una red a través de Wi-Fi» para obtener más información.
2. Abre un navegador web en tu ordenador.
3. Escribe la dirección IP de la impresora en la barra de búsqueda.
4. Selecciona «Imprimibles» en las pestañas de la parte superior de la pantalla.
5. Selecciona «Subir».
6. Selecciona «Elegir archivo» y busca el archivo de impresión en tu ordenador; el nombre del archivo aparecerá a la derecha del botón «Elegir archivo».
7. Selecciona «Subir archivo» y aparecerá una barra de progreso.
8. Una vez completada, la lista «Imprimibles» se actualizará para incluir el nuevo archivo.
9. En la pantalla de la interfaz gráfica de usuario de Magna, ve a la pantalla «Principal» y selecciona «Imprimir archivos».
El estado de las impresiones se puede consultar en la sección «Trabajos de impresión» de la página. Para eliminar archivos, ve a la pestaña «Imprimibles» en la parte superior de la página, selecciona el archivo correspondiente y haz clic en «Eliminar».
Conexión por USB
Liquid Crystal cuenta con un puerto USB y un conector de red RJ45 en la parte trasera. Para transferir un archivo de impresión a la Magna.
1. La memoria USB debe estar formateada en el sistema FAT32; a continuación, copia el archivo en la memoria USB.
2. Conecta el adaptador Wi-Fi suministrado al puerto USB.
3. Selecciona «Imprimir archivos» en la página «Principal».
4. Selecciona «Actualizar»; el nuevo archivo de impresión debería aparecer en unos segundos.
Carga por HTTP
Una vez que el archivo se haya preparado y cortado en Photocentric , se puede enviar a la impresora desde el propio software, siempre que la impresora disponga de una conexión de red establecida.
1. Selecciona «Carga HTTP en la máquina» en el menú «Slice» de la barra de herramientas.
2. Introduce la dirección IP de la impresora con el siguiente formato: http://xxx.xxx.xx.xxx:9091/services/printables/uploadPrintableFile/
3. Haz clic en «Seleccionar» para elegir el archivo fragmentado en la ubicación donde lo has guardado y, a continuación, haz clic en «Subir a la máquina».
4. Pulsa «Actualizar» en la página «Archivos de impresión» de la impresora para que aparezca el archivo cargado.
5. Se puede acceder al archivo de impresión y al estado del proceso en línea introduciendo la dirección IP en la barra de búsqueda del navegador.
Conectarse a una red
Magna se puede conectar a una red para facilitar la carga y la eliminación de archivos de impresión, así como para supervisar de forma remota las impresiones en curso.
Una vez encendida la Liquid Crystal , conecta el cable Ethernet o el adaptador Wi-Fi para establecer una conexión de red. Esto permite cargar archivos de impresión y realizar un seguimiento remoto. Estas instrucciones sirven de guía para configurar la conexión y cargar un archivo de impresión por diferentes medios.
Conexión a una red mediante Ethernet
- Encienda la impresora Magna con el interruptor de encendido situado en la parte delantera. Conecte un cable Ethernet a la toma correspondiente situada en la parte trasera de la impresora. Una vez conectado el cable Ethernet, la dirección IP aparecerá en la esquina superior izquierda de la página principal.
- Escribe la dirección IP de la impresora en la barra de búsqueda.
Conectarse a una red mediante Wi-Fi
1. Conecta el adaptador Wi-Fi al puerto USB situado en la parte trasera de la impresora.
2. En la pantalla «Principal», selecciona «Red».
3. Selecciona la red que desees de la lista.
4. Selecciona «Conectar».
5. Selecciona «Contraseña».
6. Introduce la contraseña de esta red utilizando el teclado en pantalla. Para ver los caracteres de la contraseña, selecciona el icono del candado situado a la derecha del cuadro de texto.
7. Selecciona «Conectar» y espera a que se establezca la conexión.
8. Selecciona «Principal».
9. El icono de Wi-Fi situado en la parte superior izquierda de la página principal debería aparecer ahora en verde. La dirección IP debería aparecer junto a él.
Transferencia de archivos en línea
1. Conéctese a una red; consulte la sección «Conexión a una red a través de Wi-Fi» para obtener más información.
2. Abre un navegador web en tu ordenador.
3. Escribe la dirección IP de la impresora en la barra de búsqueda.
4. Selecciona «Imprimibles» en las pestañas de la parte superior de la pantalla.
5. Selecciona «Subir».
6. Selecciona «Elegir archivo» y busca el archivo de impresión en tu ordenador; el nombre del archivo aparecerá a la derecha del botón «Elegir archivo».
7. Selecciona «Subir archivo» y aparecerá una barra de progreso.
8. Una vez completada, la lista «Imprimibles» se actualizará para incluir el nuevo archivo.
9. En la pantalla de la interfaz gráfica de usuario de Magna, ve a la pantalla «Principal» y selecciona «Imprimir archivos».
El estado de las impresiones se puede consultar en la sección «Trabajos de impresión» de la página. Para eliminar archivos, ve a la pestaña «Imprimibles» en la parte superior de la página, selecciona el archivo correspondiente y haz clic en «Eliminar».
Conexión por USB
Liquid Crystal cuenta con un puerto USB y un conector de red RJ45 en la parte trasera. Para transferir un archivo de impresión a la Magna.
1. La memoria USB debe estar formateada en el sistema FAT32; a continuación, copia el archivo en la memoria USB.
2. Conecta el adaptador Wi-Fi suministrado al puerto USB.
3. Selecciona «Imprimir archivos» en la página «Principal».
4. Selecciona «Actualizar»; el nuevo archivo de impresión debería aparecer en unos segundos.
Carga por HTTP
Una vez que el archivo se haya preparado y cortado en Photocentric , se puede enviar a la impresora desde el propio software, siempre que la impresora disponga de una conexión de red establecida.
1. Selecciona «Carga HTTP en la máquina» en el menú «Slice» de la barra de herramientas.
2. Introduce la dirección IP de la impresora con el siguiente formato: http://xxx.xxx.xx.xxx:9091/services/printables/uploadPrintableFile/
3. Haz clic en «Seleccionar» para elegir el archivo fragmentado en la ubicación donde lo has guardado y, a continuación, haz clic en «Subir a la máquina».
4. Pulsa «Actualizar» en la página «Archivos de impresión» de la impresora para que aparezca el archivo cargado.
5. Se puede acceder al archivo de impresión y al estado del proceso en línea introduciendo la dirección IP en la barra de búsqueda del navegador.
Certificación y garantía
Liquid Crystal incluye una garantía de 12 meses. Consulta aquí los términos y condiciones de Magna
Impresión con Magna
Información de seguridad
Siga los requisitos de EPI que figuran en la ficha de datos de seguridad (FDS) de la resina que esté utilizando. Recomendamos utilizar siempre guantes y llevar una bata de laboratorio cuando se esté en contacto con resina líquida. Utilice protección ocular si existe riesgo de salpicaduras. Todas las resinas son irritantes y pueden provocar sensibilización, por lo que debe minimizar la exposición a ellas. Si se derrama algo sobre la piel, lávese inmediatamente la zona afectada con agua y jabón. Ponemos mucho cuidado en seleccionar únicamente materias primas que sean seguras de usar; esta es una distinción importante entre los productos que hemos desarrollado a lo largo de décadas de experiencia en formulación y su uso en la vida real en nuestras granjas de impresión. A menudo, diferentes materias primas tienen las mismas advertencias en la ficha de datos de seguridad (FDS), pero efectos muy diferentes en las personas en cuanto a la aparición de irritaciones; nos preocupamos por nuestros usuarios, al igual que por nuestro personal. Sabemos qué funciona bien y, al mismo tiempo, es seguro de usar.
Responsabilidad del usuario
Los usuarios deben asegurarse de que las piezas fabricadas con LC Magna sean adecuadas y seguras LC Magna la aplicación prevista. Photocentric garantiza la idoneidad del producto para usos específicos, especialmente cuando el rendimiento mecánico, térmico, químico o normativo sea fundamental.
Es su responsabilidad evaluar si la fabricación aditiva —y LC Magna — es adecuada para su aplicación. Esto incluye verificar de forma independiente el rendimiento, la durabilidad y la conformidad de cualquier pieza antes de su puesta en servicio. Photocentric toda responsabilidad por cualquier daño, lesión o pérdida que resulte de un uso o una aplicación inadecuados del equipo o los materiales. Photocentric garantiza la velocidad de producción, la tasa de éxito ni la precisión de sus piezas.
Resina fotopolimérica
Photocentric sistemas de impresión abiertos. Otros fabricantes, como BASF, producen resinas para Magna. Te recomendamos que imprimas con resinas Daylight, ya que están especialmente diseñadas para curarse con luz de 460 nm. Las resinas UV no se curan tan bien con una longitud de onda de 460 nm.
1. Selecciona el perfil de resina deseado en el menú desplegable de materiales y haz clic en «Aplicar».
2. Anota el volumen de resina necesario para la impresión en el panel de herramientas.
3. Copia el archivo y guárdalo en la ubicación que elijas en tu ordenador.
4. Sube el archivo a tu Magna mediante USB o transferencia web.
5. Antes de imprimir, es importante calentar y agitar la resina para garantizar que los pigmentos y otros componentes se dispersen de manera uniforme. Tome el frasco de resina seleccionado y afloje el tapón para permitir que entre aire en el frasco. Caliente la resina siguiendo las instrucciones de la ficha técnica (TDS) de la resina. Una vez calentada adecuadamente, apriete el tapón del frasco y agite la resina en el recipiente durante 2 minutos.
6. Añade el volumen de resina indicado en Photocentric , además del nivel mínimo de 1,5 l del depósito de resina.
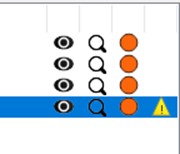
7. Cierra la puerta de la impresora. El icono situado en la esquina superior derecha de la interfaz gráfica de usuario debería mostrar una puerta cerrada de color verde cuando el interruptor esté activado.
8. En la pantalla «Principal», selecciona «Imprimir archivos».
9. Seleccione el archivo deseado y pulse «Imprimir». No abra la puerta de la impresora mientras se está imprimiendo.
Comprueba la impresora antes de imprimir
1. Asegúrate de que el protector de pantalla LCD, la plataforma de impresión, el depósito de resina y la junta Blow-Peel estén en buen estado y correctamente instalados.
2. Asegúrate de que tu Magna esté colocada sobre una superficie estable y nivelada, donde no se vea expuesta a movimientos ni vibraciones durante el proceso de impresión.
Preparación de la cuba
1. Asegúrate de que la cubeta de resina esté limpia y seca.
2. Compruebe si la lámina del tanque presenta signos de daños o desgaste; si tiene alguna duda sobre el estado de la lámina, consulte nuestra sección de mantenimiento sobre cómo cambiarla aquí.
3. Si entra resina en alguno de los cuatro sensores de detección de resina, se oirá un pitido continuo. Aquí encontrarás las instrucciones para limpiar el protector de la pantalla LCD y los sensores de fuga de resina.
4. Asegúrese de que la junta del sistema Blow-Peel esté bien colocada, a ras de la rejilla y sin obstruir los orificios del sistema Blow-Peel. Coloque la cuba directamente sobre la junta del sistema Blow-Peel y cierre las 4 abrazaderas sobre la cuba para fijarla firmemente.
5. En la pantalla «Mantenimiento», haz clic en «Bomba» y sigue las instrucciones que aparecen en pantalla para comprobar que Blow-Peel funciona correctamente.
Carga de la plataforma
Existen dos tipos diferentes de plataformas: la estándar (para uso normal) y la ranurada (para arcos dentales). La plataforma de impresión estándar deja en la base de las impresiones una marca que parece una rejilla de orificios. Para algunas aplicaciones dentales es necesario eliminar estas marcas, por lo que se recomienda utilizar una plataforma ranurada. Las fuerzas de filtrado aumentan, ya que el flujo de resina queda más restringido con este tipo de plataforma.
- Asegúrate de que la plataforma de impresión esté completamente limpia y seca. La superficie debe tener rugosidad para que el material se adhiera; esto se puede mejorar frotándola con un papel de lija de grano fino.
- Coloca la plataforma de impresión en el brazo de impresión y aprieta completamente la rueda girándola en el sentido de las agujas del reloj. Presiona a ambos lados para asegurarte de que quede bien fijada.
Iniciar la impresión
Abre Photocentric y selecciona LC MagnaLC Magna .LC Magna .LC Magna Fast Printing» (la impresión rápida solo funciona con determinadas aplicaciones y resinas) en el menú desplegable de perfiles de la máquina.
En la pantalla «Principal», selecciona «Imprimir archivos».
Selecciona el archivo deseado y pulsa «Imprimir»; Magna iniciará el proceso de impresión.
Durante la impresión, la pantalla táctil mostrará esta información:
- Tiempo transcurrido
- Tiempo restante
- Tiempo total
- Barra de progreso de impresión e imagen
Si tu impresora está conectada a la red (consulta «Conexión a una red»), puedes supervisar el progreso de la impresión a través de tu navegador web.
Magna no requiere supervisión ni control durante el proceso de impresión. Si se deja la impresión terminada dentro de la impresora, el exceso de resina volverá a caer en el depósito.
Liquid Crystal no requiere control ni supervisión durante el proceso de impresión, por lo que no es necesario que estés presente cuando la impresión esté a punto de finalizar.
Si dejas la impresión terminada dentro de la impresora durante un rato, el exceso de resina volverá a gotear dentro del depósito.
Cuando esté listo para limpiar la impresión, abra la puerta. Consulte la sección «Limpieza de impresiones» para obtener más información.
Pausar impresiones
No detengas la impresión a menos que sea absolutamente necesario. Deténla solo durante un breve periodo de tiempo para evitar que baje la temperatura del depósito, y no retires la plataforma de impresión ni el depósito durante ese tiempo.
Una vez que aparezcan las opciones de cancelación y reanudación, se podrá abrir la puerta.
Espera a que termine la exposición de la capa. Una vez que se haya detenido, se te ofrecerá la opción de cancelar o reanudar la impresión.
Cancelación de impresiones
Una vez completada la capa actual, la impresión se detendrá y el brazo de impresión volverá a su posición inicial. Espera a que cesen todos los movimientos antes de abrir la puerta de la impresora.
Preparación para la próxima impresión
Limpieza de la cuba
Una vez finalizada la impresión, se debe retirar la resina del depósito para asegurarse de que no queden restos de resina endurecida en su interior antes de volver a imprimir, o si es necesario cambiar a otro tipo de resina para imprimir.
1. Coge el frasco de resina que utilizaste en la impresión anterior, quítale el tapón y coloca el embudo y un filtro en el cuello.
2. Retira con cuidado la cubeta con resina de la impresora.
3. Inclina el recipiente hacia la esquina donde se encuentra el pico vertedor y vierte la resina a través del filtro de vuelta a la botella; ten cuidado de que el filtro no se desborde.
4. Una vez que se haya vertido la mayor parte de la resina, utiliza la herramienta de limpieza de la cubeta (rasqueta) para dirigir la resina restante hacia la esquina de la cubeta.
5. Limpia con papel de cocina cualquier gota de resina que haya caído en el exterior de la cubeta.
6. Coloque la cuba sobre una superficie limpia y lisa adecuada (por ejemplo, una alfombrilla de espuma para la limpieza de cubas).
7. Utiliza papel de cocina para absorber los restos de resina que queden en la cubeta.
8. Aplica una pequeña cantidad de alcohol isopropílico sobre una toalla de papel para limpiar la película y las paredes de la tina, y luego déjalas secar completamente.
9. Comprueba si quedan restos de resina endurecida en la película del recipiente y retíralos con cuidado utilizando la espátula blanda que se incluye.
10. Limpia bien el exterior del depósito y comprueba que la lámina no presente signos de daños o desgaste. Imprimir con un depósito dañado provocará fallos en la impresión y fugas, y podría causar daños permanentes en la impresora. Si necesitas sustituir la lámina del depósito, consulta aquí las instrucciones. Recomendamos cambiar la lámina del depósito tras 20 impresiones; aquí tienes una lista de los procedimientos de mantenimiento recomendados.
11. Comprueba si el protector de pantalla Magna presenta algún signo de contaminación por resina o daños.
12. Guarda el depósito de resina en la impresora cuando no lo utilices.
Aquí puede encontrar vídeos sobre cómo cambiar la lámina protectora de la pantalla y los procedimientos de mantenimiento recomendados
Limpieza de la plataforma
Una vez retiradas las piezas impresas, es fundamental limpiar a fondo la plataforma de impresión antes de volver a utilizarla.
1. Si queda algún resto de limpiador Photocentric o de resina residual en la plataforma de impresión, límpialo con alcohol isopropílico y una toalla de papel.
2. La resina endurecida debe retirarse de la plataforma con el rascador que se incluye.
3. Si observa rebabas o imperfecciones en la plataforma, deberá lijar la superficie inferior de la misma. El lijado debe realizarse con suavidad y con un grano fino para evitar que la plataforma pierda su forma paralela a la pantalla. A continuación, límpiela con alcohol isopropílico y una toalla de papel.
4. Asegúrate de que no haya resina solidificada obstruyendo los orificios de la plataforma, ya que esto afectará a las impresiones futuras.
5. Si es posible, utiliza aire comprimido para eliminar los restos sueltos de la plataforma y evitar perforar la lámina de la cubeta en impresiones futuras.
6. Cuando no se utilice, la plataforma debe guardarse dentro de la impresora.
Limpieza de impresiones
Para eliminar los restos de resina de las piezas impresas y las plataformas, limpia la plataforma en un Photocentric Wash L.
Para obtener información sobre cómo instalar y utilizar el Air Wash L, haga clic aquí.
1. Libera la plataforma girando el mando en sentido antihorario.
2. Sujeta firmemente las asas de la plataforma de impresión y tira suavemente hacia ti para extraerla. Una vez retirada la plataforma de impresión de la impresora, es recomendable inclinarla y mantenerla sobre el depósito para que se escurra el exceso de resina. Cuando lleves una impresión terminada a tu Air Wash L, utiliza papel de cocina o una bandeja adecuada para recoger las gotas.
Manipule con cuidado las piezas impresas antes de la pos-exposición, ya que son más frágiles, y evite exponerlas innecesariamente a la luz.
No se recomienda retirar las piezas impresas de la plataforma antes de los pasos de limpieza y poscurado. Si se retiran, podría verse afectada la precisión dimensional de las piezas.
3. Coloca la plataforma en el Air Wash L utilizando el soporte especialmente diseñado para ello.
4. Por lo general, las piezas se pueden limpiar en 10 minutos utilizando el limpiador Photocentric Cleaner 30. En el caso de algunas resinas, el proceso puede ser más rápido; consulte la ficha técnica Photocentric para conocer las recomendaciones sobre la duración del ciclo de lavado.
5. Una vez lavada la impresión, enjuágala con agua tibia para eliminar el exceso de resina y disolvente.
6. Photocentric recomienda Photocentric utilizar aire comprimido para secar bien las piezas. Como alternativa, deja que las piezas enjuagadas se sequen antes del poscurado.
Impresiones con poscurado
Las piezas fabricadas con Liquid Crystal deberán someterse a un proceso de poscurado mediante luz ultravioleta y calor para que adquieran plenamente las propiedades adecuadas del material y la superficie quede seca al tacto. Photocentric utilizar el Photocentric L2.
Para obtener información sobre cómo configurar y utilizar el Cure L2, haz clic aquí.
1. Enciende el Cure L2 con el interruptor de encendido situado en la parte delantera.
2. Ajuste el tiempo deseado. Consulte la ficha técnica de la resina para conocer las recomendaciones sobre el tiempo de curado.
3. Ajusta la temperatura deseada y deja que el Cure L2 alcance dicha temperatura.
4. Coloca la plataforma de impresión en la Cure L2 con las piezas mirando hacia abajo, asegurándote de que las asas encajen en el soporte.
5. Mantén pulsado el botón «Start» (flecha hacia arriba). El temporizador emitirá un pitido cuando haya transcurrido el tiempo.
6. Retira la plataforma del Cure L2.
Retirar piezas de la plataforma
Para retirar las piezas de la plataforma de impresión, Photocentric sumergir la plataforma caliente en agua fría (choque térmico) o retirar las piezas manualmente cortándolas o raspándolas. El método elegido dependerá de la compatibilidad de la resina, la accesibilidad de los soportes y la superficie de contacto de la pieza con la plataforma.
La plataforma de impresión estará caliente al tacto tras el proceso de curado. Es importante utilizar guantes resistentes al calor al retirar la plataforma de la unidad de curado.
- Choque térmico
1. Retira la plataforma de la unidad de curado y sumérgela inmediatamente en agua fría, solo hasta el nivel de las piezas. Es recomendable añadir hielo justo antes.
2. Las piezas se desprenderán de la plataforma de impresión o se podrán retirar fácilmente haciendo palanca.
- Eliminación manual
Si el tipo de resina no es compatible con los cambios bruscos de temperatura, utiliza cuchillas para retirar los soportes de la pieza. También puedes utilizar el rascador incluido para retirar los soportes de las patas. Rasca hacia abajo para evitar dañar las piezas.
Una vez retiradas las piezas de la plataforma de impresión, retira por completo los soportes de la pieza y limpia a fondo cualquier residuo de la plataforma.
Directrices de diseño
Especificaciones de diseño
Si diseñas una pieza teniendo en cuenta cómo se imprimen las piezas en Magna, obtendrás piezas que funcionan mejor y disfrutarás de una impresión más satisfactoria. Estas son solo indicaciones de los límites que debes tener en cuenta a la hora de diseñar.
Las geometrías específicas generan diferentes condiciones de fuerza en el momento del despegue. Magna cuenta con la tecnología patentada Blow-Peel y una lámina de cubeta de baja adherencia que ofrecen una fiabilidad y un rendimiento de impresión excepcionales. Recomendamos reducir al mínimo la superficie por corte para evitar cambios bruscos y significativos en la superficie entre una capa y otra.
Las piezas curadas en la plataforma mantendrán una mayor precisión hasta el momento de retirar los soportes. Los materiales flexibles tienen una menor resistencia inicial y deben diseñarse para que sean más resistentes.
Todas las cifras dependen del tipo de resina: si la resistencia en estado fresco es alta, puedes reducir estos valores; si la flexibilidad es alta, debes aumentarlos. Puedes consultar los parámetros de diseño en la ficha técnica de la resina (TDS), aunque también hemos elaborado un resumen para ti aquí.
Si tiene alguna duda, no dude en preguntarnos; ofrecemos asesoramiento gratuito en materia de diseño a nuestros clientes.
Paredes de apoyo
Las paredes de apoyo están unidas a otras paredes y deben tener un grosor mínimo de 0,5 mm en el caso de resinas rígidas, duraderas o flexibles para evitar deformaciones. Añade 0,2 mm de grosor por cada 10 mm de aumento en el tamaño. Si 10 × 10 = 0,5, entonces 100 × 100 = 2,3 mm.
Paredes sin soporte
Las paredes sin soporte no están unidas a ningún otro elemento y deben tener un grosor mínimo de 0,5 mm si se utilizan resinas rígidas, duraderas o flexibles, para evitar que se deformen. Añade 0,25 mm de grosor por cada 10 mm de aumento en el tamaño. Si 10 × 10 = 0,5, entonces 100 × 100 = 2,75 mm.
Soportes y voladizos
Un saliente es cualquier parte de un modelo 3D que se extiende hacia fuera, ya sea en horizontal o en ángulo, sin el apoyo de las capas situadas debajo. Los salientes pueden plantear dificultades durante la impresión, ya que, sin un soporte adecuado, pueden combarse o romperse debido a la gravedad durante el proceso de impresión. Imprimir a 45° respecto a la horizontal reduce las fuerzas de elevación. Los voladizos que se extienden en ángulos inferiores a 45 grados respecto al eje vertical suelen ser más fáciles de imprimir sin soporte adicional; si superan los 100 mm de altura, se deben añadir soportes.
Características grabadas
Los detalles grabados son elementos rebajados en tu modelo. Se requiere una profundidad y una anchura mínimas de 0,8 mm. Deben tener suficiente profundidad y anchura para que no se fundan con el diseño circundante.
Puentes horizontales
Un puente horizontal es la distancia entre dos estructuras verticales. Si el puente mide más de 3 mm, podría romperse durante la impresión, o deformarse y despegarse de la plataforma.
Agujeros horizontales
Los orificios horizontales son aquellos cuyo eje es paralelo al plano XY. El diámetro mínimo de los orificios debe ser de 1 mm para las resinas rígidas o duraderas y de 3 mm para las resinas flexibles. Los orificios con un diámetro superior a 5 mm deben reforzarse para evitar que se deformen.
Agujeros verticales
Los orificios verticales son aquellos cuyo eje es paralelo al eje Z. El diámetro mínimo de los orificios es de 0,8 mm para las resinas rígidas y duraderas, y de 1 mm para las resinas flexibles, pero no deben tener una profundidad superior a 5 mm. Los orificios deben diseñarse con un margen de 0,15 a 0,2 mm.
Piezas de conexión y móviles
El espacio libre es la distancia necesaria entre dos piezas móviles de un modelo, por ejemplo, entre engranajes o articulaciones. Las piezas deben imprimirse por separado y ensamblarse tras el curado. Para resinas rígidas o duraderas, de 0,15 mm a 0,2 mm para un ajuste ceñido y 0,4 mm para un ajuste holgado; para resinas flexibles, de 0,5 mm a 1 mm para un ajuste ceñido y 2 mm si las piezas deben moverse hacia dentro y hacia fuera (esto puede variar en función de la forma y el grosor de la pieza).
Orificios de drenaje
Cuando un modelo es hueco, es fundamental añadir orificios de drenaje para permitir que la resina se escurra durante y después del proceso de impresión y evitar el efecto de abombamiento. Se recomienda un diámetro mínimo de 5 mm por orificio y un orificio por cada 16 centímetros cúbicos de la parte hueca.
Espesor máximo de la pared
El grosor de la pared del modelo debe limitarse a un máximo de 10 mm. Un grosor de pared excesivo puede provocar la formación de sedimentos. En ese caso, el tiempo de espera debe ajustarse manualmente a 15 segundos si la pieza no tiene un grosor superior a 50 mm, o a 30 segundos si el grosor de la pieza supera los 50 mm.
Espesor mínimo de la pared
En el caso de piezas rígidas o resistentes, el grosor mínimo de pared para las piezas huecas es de 2 mm, y para las flexibles, de 3 mm. Es necesario añadir relleno interno. Las piezas planas de gran tamaño pueden requerir la incorporación de nervaduras o celosías para evitar que se deformen.
Diámetro del pasador
Un pasador tiene una longitud superior al doble de su anchura. Con un grosor de 0,8 mm, se puede imprimir una altura de hasta 10 mm y se mantendrá recto. El diámetro mínimo del pasador para resinas rígidas o duraderas es de 0,5 mm; aumenta el grosor en 0,25 mm por cada 10 mm. Para resinas flexibles, es de 0,7 mm; aumenta el grosor en 0,35 mm por cada 10 mm.
Cómo diseñar para la película de tina DuraGlide:
La película DuraGlide es más gruesa que el FEP de 100 micras, pero tiene la misma capacidad de impresión que este.
Piezas industriales
Gracias a la mejora en la facilidad de desmoldeo, las piezas de gran tamaño pueden presentar una precisión de escaneo global superior en comparación con la impresión con FEP de 100 micras. Debido a su mayor grosor, los rasgos y detalles más finos pueden resultar ligeramente más marcados y aumentar su tamaño en unas 120-150 micras.
Si se imprimen piezas con elementos que deben encajar entre sí, ajuste las dimensiones en el CAD de acuerdo con:
- Dimensiones a lo largo del eje x:
- Macho: reducir en 300 micras
- Mujer: aumento de 300 micras
- Dimensión a lo largo del eje y:
- Macho: reducir en 300 micras
- Mujer: aumento de 300 micras
- Los radios de los pasadores se reducen en 150 micras
- El radio de los orificios aumenta en 150 micras
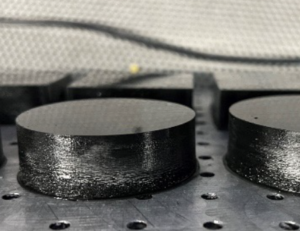
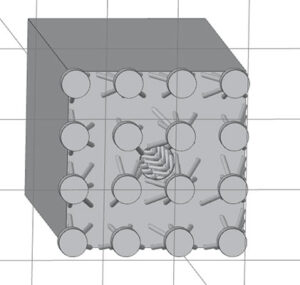
Este ejemplo explica los ajustes realizados. Hemos modificado los elementos de una geometría de prueba de acuerdo con las directrices de diseño (Figura 5). A continuación, hemos impreso con Durable DL110H - Negro en Magna con película de cubeta DuraGlide (Tabla 1).


Tabla 1. Modificaciones de las dimensiones de la geometría de ensayo y resultados

For dental model printing for aligners, if the required scanned data accuracy is 80%<100um or less then we do not recommend using DuraGlide vat film.
Piezas de apoyo
Piezas de soporte y guía
La orientación y la estructura de soporte óptimas para una pieza dependen de varios factores, principalmente de su geometría, pero también del tipo de resina y de la superficie en la que se desee evitar marcas de soporte. En Photocentric hay disponibles directrices establecidas sobre cómo orientar y dar soporte a piezas de diversas geometrías.
Como Photocentric , tienes a tu disposición nuestro equipo de expertos en diseño para la fabricación aditiva, que te ayudará a optimizar tu proceso de fabricación.
Si desea optimizar su fabricación digital en serie, póngase en contacto con los expertos.
Mantenimiento de Magna
Calendario de mantenimiento
Tarea |
Frecuencia |
Instrucciones |
| Comprueba la película de la cubeta mientras hay resina dentro (con una escobilla de goma) | Después de cada impresión | |
| Resina filtrante | Después de cada dos impresiones | Ver vídeo > |
| Limpia la película de la cuba | Después de cada dos impresiones o cuando se vacíe el depósito de resina | Ver vídeo > |
| Comprobar/cambiar la junta de desmontaje por soplado | Cada100 µm de cambio de película o mensualmente | Ver vídeo > |
| Comprueba el protector de pantalla y límpialo si es necesario | Después de cada dos impresiones o antes de volver a colocar el depósito | Ver vídeo > |
| Plataforma limpia | Después de cada impresión | Ver vídeo > |
| Cambiar la lámina de la cubeta | 20 copias o tras sufrir daños | Ver vídeo > |
| Limpia los filtros del ventilador | Mensual | Magna V1: Ver vídeo > Magna V2: Ver vídeo > |
| Comprueba si los husillos de bolas y los rieles presentan signos de oxidación | Cada seis meses | |
| Sustituir el protector de pantalla LCD | Tras el daño | Ver vídeo > |
| Comprueba la calibración de la plataforma | Solo si así lo indica el equipo Photocentric de Photocentric | Ver vídeo > |
| Limpieza de matrices LED, cristales y ventiladores | Cada 3-6 meses, dependiendo de las condiciones ambientales de la habitación |
Calendario de mantenimiento
Revisa la película del depósito mientras hay resina en su interior (con una rasqueta)
Después de cada impresión
Resina filtrante
Después de cada dos impresiones
Ver vídeo >
Limpieza de la película del tanque
Después de cada dos impresiones o cuando se vacíe el tanque de resina
Ver vídeo >
Revisar/cambiar la junta de soplado y pelado
Cada 100 µm de cambio de película de la cubeta o mensualmente
Ver vídeo >
Comprueba el protector de pantalla y límpialo si es necesario
Después de cada dos impresiones o antes de volver a colocar el depósito
Ver vídeo >
Limpia la plataforma
Después de cada impresión
Ver vídeo >
Cambiar la película de la tina
cada 20 impresiones o si se daña
Ver vídeo >
Sustitución del protector de pantalla LCD
Tras sufrir daños
Ver vídeo >
Limpieza mensual de los filtros del ventilador
Magna V1: Ver vídeo >
Magna V2: Ver vídeo >
Comprueba si los husillos de bolas y los rieles presentan signos de oxidación
Cada 6 meses
Comprueba la calibración de la plataforma
Tras un fallo de impresión y siguiendo los consejos del Photocentric
Ver vídeo >
Limpieza de la matriz de LED, el cristal y el ventilador
Cada 3-6 meses, dependiendo de las condiciones ambientales de la habitación
Plataforma
- Andenes de transbordo
Las plataformas se pueden intercambiar entre impresoras. No son consumibles, pero con el tiempo se desgastan. Las plataformas de impresión deben lijarse con mucho cuidado, utilizando papel de lija de grano 60 de forma suave y uniforme para garantizar que sigan estando planas.
- Plataformas de recalibración
Si se produce un error de impresión y el equipo Photocentric le recomienda recalibrar su plataforma, a continuación le indicamos cómo hacerlo. Le recomendamos encarecidamente que no recalibre la plataforma si no es necesario.

Película de VAT
- Renovar el aspecto de la cuba
El recambio de la lámina de la cuba debe realizarse con la lámina suministrada, utilizando, a ser posible, los mismos tornillos. En caso de que sea necesario sustituir los tornillos, se incluyen algunos de repuesto en la caja de accesorios. Para cambiar la lámina de la cuba, siga las instrucciones que se indican a continuación.
Necesitarás lo siguiente: una alfombrilla de espuma para limpiar la cubeta, papel de cocina, disolvente de limpieza (por ejemplo, alcohol isopropílico), un rascador, 1 lámina para la cubeta, 1 junta para la cubeta, un destornillador Pozi 1 y un destornillador Pozi 2.

- Cuándo cambiar la lámina del tanque
La película de baño debería durar al menos 20 impresiones. La vida útil de la película de baño dependerá de muchos factores, entre ellos la superficie a imprimir y la viscosidad de la resina.
Cómo cambiar la lámina de la cubeta Magna por una lámina DuraGlide
Reviste tu cubeta Magna con la lámina DuraGlide de modo que el lado brillante quede en contacto con la resina (en el interior) y el lado mate quede en contacto con el protector de pantalla (en el exterior de la cubeta).
La película para cubetas DuraGlide se suministra con una lámina protectora azul sobre la cara brillante. Es necesario retirar la lámina protectora azul antes de volver a recubrir la cubeta.

Figura 1: Cubierta de película DuraGlide sobre la cara brillante
Sigue el proceso estándar de personalización de la cubeta Magna:
https://www.youtube.com/watch?v=lnWq-t9uLTY
Teniendo en cuenta los siguientes puntos: (Nota: Recomendamos cambiar la junta de la boquilla cada 50 impresiones)
 |
 |
 |
| Figura 2. Anillo inferior de la cuba con los avellanados orientados hacia arriba | Figura 3. Lado brillante junto al anillo inferior de la cubeta | Figura 4. Anillo superior de la cuba sobre la cara mate |
- Revisión o sustitución de las abrazaderas de la cuba
Es importante revisar y, si es necesario, sustituir las abrazaderas de la cubeta. Las abrazaderas de la cubeta sujetan firmemente la cubeta, lo que contribuye a un rendimiento de impresión constante. A continuación se explica cómo revisar o sustituir las abrazaderas de la cubeta Magna:

Resina
- Cómo desechar la resina líquida
Los residuos de resina pueden polimerizarse con la luz solar si el nivel de saturación es lo suficientemente alto. En ese caso, pueden eliminarse como residuos sólidos en un vertedero o incinerarse. Para alcanzar los niveles de saturación necesarios para que se inicie la polimerización, es necesario utilizar un sistema de lavado de tres depósitos en el que se alternen los depósitos de limpio, sucio y saturado: el primer depósito elimina la resina, el segundo lava y el tercero elimina el líquido de limpieza con residuos de resina.
El limpiador de resina líquida y el polímero deberán recogerse para su eliminación especializada.
Solución de problemas de Magna
Subir archivo
- No se reconoce el archivo del USB
Para cargar el archivo desde una memoria USB, esta debe estar formateada en el sistema FAT32, ya que es el único formato que detecta la impresora. No cargues el archivo desde un servidor; en su lugar, guárdalo localmente en tu ordenador. Asegúrate de que tu cortafuegos esté desactivado, ya que podría impedir la conexión. Actualiza la página en la interfaz de usuario para comprobar que el archivo cargado está presente.
- Cambios en la dirección IP de la impresora
Comprueba que el router Wi-Fi no esté configurado con una IP dinámica, ya que, en ese caso, a la impresora se le asigna una nueva dirección IP cada vez. Intenta conectarte utilizando este método de transferencia de archivos en línea. Asegúrate de que la impresora y el ordenador estén conectados a la misma red desde la que vas a extraer el archivo, y de que el archivo esté guardado localmente en tu ordenador y no en un servidor.
Plataforma
- Recalibración de la plataforma
Si se produce algún fallo de impresión y el equipo Photocentric le recomienda recalibrar la plataforma, aquí puede ver cómo hacerlo: Le recomendamos encarecidamente que no recalibre la plataforma si no es necesario.
- La plataforma no se mueve
En la interfaz gráfica de usuario, pulse «Mantenimiento» y, a continuación, «Plataforma elevadora» para comprobar si el motor eleva la plataforma con normalidad. Si se oye un ruido de traqueteo y la plataforma no se eleva, póngase en contacto con photocentric.
Interfaz de usuario: la interfaz gráfica se bloquea
Magna v.1: comprueba el icono de la impresora situado en la esquina superior izquierda de la interfaz gráfica de usuario; debería aparecer en verde cuando la impresora está activada. Si el icono es rojo, significa que la impresora está desactivada y no funcionará. Pulsa el icono de la impresora para activarla. Comprueba que la impresora esté utilizando el software y el firmware correctos, tanto en la placa de circuito impreso como en la Raspberry Pi.
Sensor de puerta
Comprueba si la impresora tiene instalada la última versión del software. Entra en nuestra página web y comprueba si la versión que tienes instalada está actualizada; si no es así, descárgala. Abre la puerta y comprueba que el interruptor no esté dañado.
Pantalla: no se muestra ninguna imagen
Si no se muestra ninguna imagen en la pantalla LCD, pulse «Mantenimiento» en la interfaz gráfica de usuario y, a continuación, «Pantalla 4K» para comprobar si la pantalla LCD muestra la imagen o no. Si no aparece el logotipo, póngase en contacto con photocentric
Sensor de fugas en el depósito
El tono alto indica que se han activado los sensores de fuga del depósito y, posteriormente, los sensores del sistema Blow-Peel, lo que sugiere una fuga en el depósito. Las fugas en el depósito se producen cuando la lámina del depósito es perforada por fragmentos de piezas impresas que se introducen a presión en la base del depósito. A continuación, la resina fluye por debajo de la lámina y entra en los cuatro canales del sistema Blow-Peel a medida que se evacúa el aire durante el ciclo de retorno de aire. A continuación, el sensor detiene el proceso de impresión y evita que entre más resina en el sistema de soplado y desprendimiento. Se trata de una operación vital para evitar daños en la máquina. Los sensores se activan y hacen sonar la alarma. Este vídeo muestra cómo limpiar tras una fuga en el depósito:

Si se ha endurecido resina dentro del sensor, el pitido seguirá sonando tras la limpieza. En ese caso, deberá retirar el sensor defectuoso. Para acceder a ellos, debe abrir los paneles laterales y desconectar los sensores uno a uno hasta identificar cuál es el defectuoso. En este vídeo se muestra cómo retirar y sustituir los sensores

Una vez que hayas identificado el sensor defectuoso, avísanos y te enviaremos uno de repuesto. Aquí te mostramos cómo limpiar los restos de resina del protector de pantalla.

Una vez que todo esté listo y el sistema esté en funcionamiento, ejecute la prueba de funcionamiento del sensor de fugas del depósito para asegurarse de que todo está correctamente conectado.
El sistema de pelado por soplado no funciona
En la interfaz gráfica de usuario, pulsa «Mantenimiento» y, a continuación, pulsa «Bomba» para realizar una prueba y comprobar si se mantiene el aire entre la placa de la pantalla y la lámina del depósito. Si se desinfla, retira el depósito de resina y comprueba que la junta de separación por soplado quede bien apoyada sobre la pantalla. Comprueba que no haya agujeros en el depósito. Comprueba que no haya conexiones sueltas en los conductos de aire.

Photocentric
- Clave de licencia perdida
Si has perdido la clave de licencia, visita nuestra página web aquí y adquiere el servicio de restablecimiento de la clave de licencia.
- Activación de la licencia de Studio en otro sistema
Para transferir la licencia de tu estudio a otro sistema, primero debes desactivar la licencia en tu sistema actual. Abre el software y ve a la pestaña «Ayuda». Selecciona la opción para eliminar la licencia del sistema actual. Esta acción desactivará la licencia en ese ordenador; para ello, es necesario disponer de una conexión a Internet activa.
¿Cómo aumentar la velocidad de impresión con Magna?
Imprime con un grosor de capa mayor y utiliza la opción de grosor de capa variable en las zonas en las que el acabado de la superficie sea importante.
Si el grosor de las paredes de las piezas no supera los 10 mm, como en el caso de las férulas dentales a medida, los moldes (férulas), las pantallas de lámparas, los protectores faciales, etc., se puede utilizar el perfil de impresión rápida Magna v.2.
Diagnóstico de defectos de impresión
No hay nada fijado a la plataforma

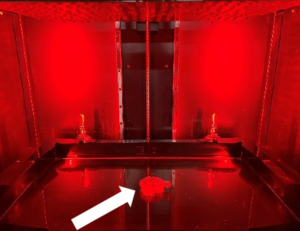
Aspecto:
No se ha impreso nada en la plataforma y la pieza sigue dentro del depósito, sumergida en resina.
Causas:
La pieza se coloca sobre la plataforma en el software de corte.
La plataforma está demasiado lisa o no se ha colocado correctamente en su sitio.
La reacción es demasiado lenta: la resina está fría o el tiempo de exposición es demasiado corto.
Solución de problemas:
Software: para comprobar que tu archivo se inicia en la altura Z correcta sobre la plataforma, puedes recorrer visualmente las primeras capas moviendo el control deslizante de corte situado a la derecha de la ventana de vista previa con las teclas de acceso rápido RePág y AvPág del teclado.
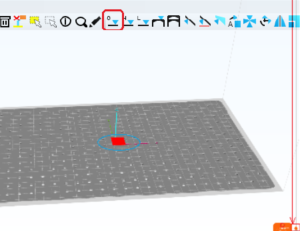
Plataforma: si la superficie de la plataforma se ha vuelto demasiado lisa, es posible que ya no se adhiera al polímero. Utiliza un papel de lija fino (grano 40) y frótalo con movimientos circulares sobre la superficie para crear rugosidad.
Si no se ha posicionado correctamente, es posible que la impresión comience por encima de la pantalla LCD; vuelve a posicionarlo siguiendo estas instrucciones .
La reacción es demasiado lenta: comprueba que hayas calentado la resina antes de verterla en la cubeta, ya que algunos tipos son menos reactivos a bajas temperaturas que otros. 35 °C es una buena temperatura para iniciar una impresión.
Comprueba que se haya seleccionado el ajuste de resina adecuado para el tipo de material que estás utilizando.
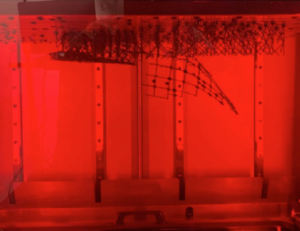
Solo prendas interiores

Aspecto:
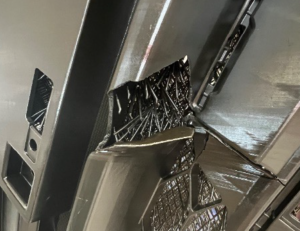
Solo se han formado las primeras capas de base unidas a la plataforma; el resto de la impresión (flecha) se encuentra en el depósito.
Causas:
La reacción es demasiado lenta: la resina está demasiado fría o el tiempo de exposición es demasiado corto.
El sistema Blow Peel no funciona: la junta del Blow Peel está dañada y hay una fuga de aire.
Solución de problemas:
Reacción demasiado lenta: comprueba que hayas calentado la resina antes de verterla en la cubeta, ya que algunos tipos son menos reactivos a bajas temperaturas que otros. 35 °C es una buena temperatura para iniciar una impresión. Comprueba que se haya seleccionado la configuración de resina adecuada para el tipo que estés utilizando.
Blow Peel no funciona: compruébalo realizando una prueba de Blow Peel; sigue las instrucciones del vídeo que encontrarás aquí.
Solo es compatible con
Aspecto:
Solo se forman los soportes con la pieza principal colocada en la cuba.
Causas:
Se ha seleccionado un perfil de soporte incorrecto.
El diámetro del puntal es demasiado pequeño.
Curado insuficiente debido a un perfil de resina incorrecto
Fallo del sistema Blow Peel.
Solución de problemas:
Se ha seleccionado un perfil de soporte incorrecto: si es demasiado estrecho o tiene una distribución demasiado escasa, no será lo suficientemente resistente como para sostener la pieza; consulta aquí nuestras directrices de diseño
El diámetro del soporte es demasiado pequeño: si es demasiado pequeño, no tendrá la resistencia suficiente para sostener la pieza; cada material tiene un tamaño mínimo de detalle que puede soportar. Consulta nuestras directrices de diseño aquí
Un curado insuficiente debido a un perfil de resina incorrecto: cada tipo de material requiere un tiempo de exposición diferente. Si se corta el archivo con un perfil incorrecto, es posible que el tiempo de exposición no sea suficiente para formar los soportes y el modelo no se imprima correctamente.
Fallo del sistema Blow Peel:compruébalo realizando una prueba de Blow Peel; sigue las instrucciones del vídeo que encontrarás aquí. Si el sistema Blow Peel deja de funcionar durante el proceso de impresión, es posible que la fuerza de desprendimiento sea lo suficientemente grande como para arrancar el modelo de los soportes. En la interfaz gráfica de usuario, pulsa «Mantenimiento» y, a continuación, pulsa «Bomba» para realizar la prueba y comprobar si se mantiene el aire entre la placa de la pantalla y la lámina del depósito. Si se desinfla, retira el depósito de resina y comprueba que la junta del Blow Peel quede bien apoyada sobre la pantalla. Comprueba que no haya agujeros en el depósito. Comprueba que no haya conexiones sueltas en los tubos de aire.
Las separaciones de partes se producen más adelante en el proceso de construcción
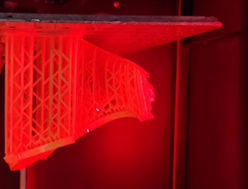
Aspecto:
La pieza está perfectamente formada solo hasta cierto punto; el resto de la impresión se encuentra en la cubeta.
Causas:
Se ha ido la luz: corte de suministro eléctrico durante la impresión
Falta una sección en el archivo: error de malla
La pieza presenta un defecto de diseño estructural: faltan los soportes o el propio objeto.
Fuga en la cuba: hay resina debajo de la cuba
El sistema Blow Peel no funciona: la junta del Blow Peel no estaba bien colocada
Residuos en la cuba: partículas sólidas de gran tamaño en la resina
Solución de problemas:
Se ha ido la luz: comprueba que no haya habido un corte de suministro, ya que la impresora no se reiniciaría.
Falta un corte en el archivo: comprueba que el archivo esté completo y que no haya archivos de imagen en blanco cerca del punto donde se produce el corte. Para ello, revisa las capas cercanas al punto del fallo moviendo el control deslizante de cortes situado a la derecha de la ventana de vista previa con las teclas de acceso rápido RePág y AvPág del teclado; así podrás ver si hay algún archivo que contenga un corte en blanco (es decir, sin píxeles blancos o con una cantidad muy reducida de ellos). Si lo hay, elimínalo o corrígelo.
Comprueba la lista de piezas para ver si hay alguna notificación de error de malla en la parte frontal de alguna pieza. Si hay alguna, utiliza las herramientas de reparación de malla para corregir la pieza. ![]()
La pieza presenta una deficiencia estructural en su diseño: comprueba que no haya un cambio significativo en la sección transversal a la altura en la que se interrumpió la impresión; si es así, vuelve a colocarla en ángulo y refuérzala con más material de soporte.
Fuga en la cubeta: comprueba que no haya resina debajo de la cubeta. Si la hay, cambia la lámina de la cubeta https://photocentricgroup.com/liquid-crystal-magna-resource-hub/
El sistema de separación por soplado no funciona: compruébalo realizando una prueba de separación por soplado; sigue las instrucciones del vídeo que encontrarás aquí. En la interfaz gráfica de usuario, pulsa «Mantenimiento» y, a continuación, pulsa «Bomba» para realizar la prueba y comprobar si se mantiene el aire entre la placa de la pantalla y la lámina del depósito. Si se desinfla, retira el depósito de resina y comprueba que la junta de separación por soplado quede bien apoyada sobre la pantalla. Comprueba que no haya agujeros en el depósito. Comprueba que no haya conexiones sueltas en los conductos de aire.
Residuos en la cuba: las partículas sólidas de gran tamaño presentes en la cuba pueden impedir que la siguiente capa comience a la altura correcta. Vuelve a verter la resina filtrada en la botella y limpia la cuba con alcohol isopropílico. Limpia la plataforma, prestando especial atención a que no queden partículas sólidas en los orificios ni en la parte superior de la plataforma.
Crack
Aspecto:
Las grietas son roturas en la pieza, ya sea que se produzcan durante la impresión o tras la exposición posterior.
Causas:
Si una masa grande se contrae más que una masa más pequeña, la única forma de neutralizar la fuerza es separándose.
Alta densidad de relleno o de refuerzos internos.
Islas sin soporte dentro de piezas huecas.
Solución de problemas:
Una masa grande que se contrae más que una masa más pequeña: evita cambios bruscos en la superficie durante la impresión; si es posible, orienta la pieza en un ángulo de 45 grados. Refuerza el archivo con soportes externos, luego vacíalo y, por último, añade el relleno. No lo vacíes primero, ya que el software generará automáticamente soportes internos en los huecos.
Alta densidad de relleno o de refuerzos internos: existen muchas estructuras reticulares diferentes, tanto geométricas como orgánicas, que permiten mantener la resistencia y minimizar la masa. A continuación, añada los orificios de drenaje necesarios para garantizar que las estructuras reticulares internas complejas se puedan lavar a fondo. Aclárelas y déjelas secar durante 4 horas antes de introducirlas en la unidad de curado.
Islas sin soporte dentro de las piezas huecas: comprueba si hay islas dentro de la cavidad hueca haciendo clic en la opción resaltada «Mostrar islas» o utiliza la barra deslizante para revisar la pieza. Si es necesario, añade soporte manualmente a las islas.
![]()
Deformación

Aspecto:
La pieza se ha deformado y ya no tiene la forma prevista.
Causas:
Se debe al efecto acumulativo de una contracción distribuida de forma desigual a lo largo de la impresión.
Solución de problemas:
Eliminar la deformación en cualquier geometría requiere experiencia, pero siempre es posible lograrlo si se utiliza una combinación de:
- Coloca la pieza en la plataforma de manera que los cambios bruscos de superficie entre cortes sean moderados; para ello, puede ser necesario colocarla en un ángulo distinto al vertical.
- Evita que se produzcan cambios indeseados en la superficie durante la impresión.
- Utiliza una estructura reticular para sustituir los elementos macizos; el software VoxelDance Additive garantizará una red de soporte reticular resistente, lo que reducirá la masa y, por lo tanto, la contracción.
- Utilizar una densa red de soportes externos para mantener la pieza en su sitio durante la impresión.
- Seca bien las piezas antes del posprocesamiento.
- Dejar la pieza con sus soportes puestos sobre la plataforma hasta que finalice el posprocesamiento.
Línea vertical

Aspecto:
Línea vertical que recorre toda la pieza de arriba abajo.
Causas:
Un fallo en la pantalla que provoca una línea fija o un píxel atascado.
Solución de problemas:
Los fallos en la pantalla que provocan una línea fija o un píxel atascado se deben a las enormes fuerzas de desprendimiento que se producen al imprimir objetos grandes, sólidos y planos, las cuales levantan la pantalla y dañan el cable plano.
Esto suele observarse sobre todo al imprimir objetos sólidos de gran tamaño que cubren más del 30 % de la superficie de la pantalla.
Siga los pasos que se indican a continuación y comunique sus conclusiones al equipo Photocentric .
Comprobación de la pantalla
- Retira el depósito de resina y la plataforma de impresión de la impresora y déjalos a un lado.
- En la interfaz gráfica de usuario, seleccione «Actualizar » y, a continuación, «Visualizar prueba».
- Por favor, graba un vídeo de toda la pantalla durante la prueba y envíanoslo para que lo revisemos.
Para evitarlo en el futuro, orienta las piezas en un ángulo de 45 grados y vacía la pieza si la superficie maciza supera los 30 x 30 mm en el caso de los materiales duros, o los 80 x 80 mm en el caso de los materiales duraderos.
Línea horizontal

Aspecto:
La pieza presenta una línea visible que no forma parte del diseño. Esta línea puede prolongarse hasta provocar una rotura en el exterior de la pieza.
Causas:
Los residuos presentes en la cubeta hacen que la pieza quede situada por encima del nivel correcto durante la exposición de la siguiente capa.
Falta una sección en el archivo de impresión.
El diseño de la pieza presenta una importante deficiencia estructural en su forma que provoca un fallo estructural.
La película del molde está demasiado floja y no se despega completamente de la pieza al despegarla.
Estructura de soporte deficiente que no es lo suficientemente resistente como para soportar las fuerzas que se ejercen durante la construcción.
Solución de problemas:
Residuos en la cubeta: se pueden detectar siguiendo el recorrido hasta el punto de origen del error, donde debería encontrarse la viruta de polímero que sobresale. Vuelva a verter la resina filtrada en la botella y limpie la cubeta con alcohol isopropílico. Limpie la plataforma, asegurándose de que no queden partículas sólidas en los orificios ni en la parte superior de la misma.
Falta un corte en el archivo: comprueba que el archivo esté completo y que no haya archivos de imagen en blanco cerca del punto donde se produce el corte. Para ello, revisa las capas cercanas al punto del fallo moviendo el control deslizante de cortes situado a la derecha de la ventana de vista previa con las teclas de acceso rápido RePág y AvPág del teclado; así podrás ver si hay algún archivo que contenga un corte en blanco (es decir, sin píxeles blancos o con una cantidad muy reducida de ellos). Si lo hay, elimínalo o corrígelo.
Comprueba la lista de piezas para ver si hay alguna notificación de error de malla en la parte frontal de alguna pieza. Si hay alguna, utiliza las herramientas de reparación de malla para corregir la pieza. ![]()
La pieza presenta una importante debilidad estructural en su diseño: comprueba que no haya un cambio significativo en la sección transversal a la altura de la línea. Los cambios bruscos en la superficie provocan una contracción desigual, y la tensión solo se libera cuando la pieza se separa a ese nivel. Para reducir esto, oriente la pieza a 45 grados respecto al eje xy y evite la presencia de voladizos grandes. Si no se sujeta la pieza adecuadamente, las áreas grandes recién formadas se desplazarán y provocarán una desalineación en esa capa.
La película del tintero está demasiado floja: asegúrate de que no presente arrugas visibles y de que no esté demasiado floja. Cambia la película del tintero cada 30 impresiones para mantener la tensión adecuada.
Estructura de soporte débil: asegúrate de que sea lo suficientemente resistente como para soportar cualquier movimiento durante el desmoldeo y la fuerza de la gravedad. Si el modelo tiene muy pocos soportes o el diámetro de los soportes es menor al recomendado, el modelo puede moverse o desplazarse durante la impresión, lo que provocará líneas, desplazamiento de capas o delaminación. Sigue las directrices Photocentric para el soporte de piezas aquí
Ventosas
Aspecto:
El abombamiento, o reventón, es un agujero en la pared lateral de un objeto esférico.
Causas:
El efecto de ventosa se produce cuando una parte hueca o convexa de una pieza actúa como una ventosa y atrapa aire durante la impresión. Al imprimir una cavidad, cuando la plataforma de impresión se separa de la pantalla durante el proceso de desmoldeo, el espacio vacío dentro de la cavidad aumenta de tamaño y reduce la presión en su interior, lo que empuja la pared hacia dentro.
Solución de problemas:
El efecto de abombamiento suele ser más pronunciado en las resinas que presentan una baja resistencia en estado fresco o una mayor viscosidad. Esto se aprecia claramente en formas perfectamente esféricas, en diseños grandes con forma de copa o en aquellos con paredes muy finas.
Para minimizar la formación de burbujas:
- Orienta la pieza que vas a imprimir en un ángulo de 45 grados.
- Añade un orificio de ventilación en la parte inferior del diseño.
- Aumenta el grosor de la pared.
Consulte aquí las directrices de diseño recomendadas para su material y modelo de impresora específicos
Formación de lodos
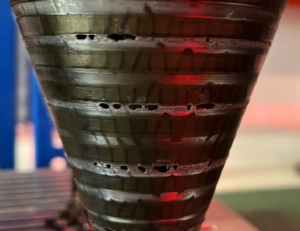
Aspecto:
Hay un exceso de resina curada adherida a la pieza y un charco de resina curada blanda en la cubeta.
Causas:
Sobreexposición de la resina, que se desplaza mientras aún se está endureciendo. Este fenómeno es más evidente en objetos sólidos de gran tamaño, de más de 30 x 30 mm.
Solución de problemas:
Esto se debe a que la resina está demasiado caliente o a que el ciclo de reposo es demasiado corto. Si la pieza tiene una superficie superior a 30 x 30 mm, debe vaciarse o orientarse en ángulo. Cuanto mayor sea la superficie, mayor será el tiempo de reposo necesario; aumente el «Tiempo de reposo» en «Ajustes de impresión». No exceda una superficie sólida única de más de 20 000 mm² y no utilice un tamaño de caja de delimitación sólida superior a 200 x 122 mm. Si el modelo supera estas dimensiones, debe vaciarlo o convertirlo en una estructura reticular.
La línea se traza a una distancia de entre 20 y 30 mm desde el inicio
Aspecto:
Causas:
Esta línea se debe a las fuerzas de succión que se producen durante la impresión cuando la pieza se rompe por encima del nivel de resina del depósito, sin que haya forma de liberar la presión. El orificio de la base no libera la presión de aire cuando la pieza supera el nivel de resina del depósito.
Solución de problemas:
Haz un agujero en la pared lateral para que el aire pueda entrar y salir.
Arrugas en las piezas impresas
Aspecto:
Causas:
La película del tanque está suelta y hay que volver a recubrir el tanque.
Solución de problemas:
Cambiar el aspecto de la película del tanque siguiendo las instrucciones que se indican aquí
Lavador Photocentric L
Instalación y configuración
Elige un lugar llano y estable con espacio suficiente para la unidad y deja espacio libre por encima de ella para poder abrir la tapa.
El lugar de instalación debe tener una temperatura de funcionamiento comprendida entre 18 y 28 °C. Utilícelo en un entorno de trabajo con poca luz o con iluminación roja, ya que la resina se endurece con la luz ambiental; evite siempre la luz solar directa. Utilice Photocentric Wash L en un área bien ventilada; recomendamos utilizar una extracción directa a través de un conducto. Para conectar el Air Wash L a la extracción, utilice un destornillador para abrir la rejilla de ventilación situada en la parte superior de la unidad y acople un racor de 4 pulgadas, que se adquiere por separado.

Desembalaje del Air Wash L
El Air Wash L viene embalado en una caja de cartón. No levante la unidad, ya que pesa 56 kg (124 lb). Para desembalar el Air Wash L, retire el embalaje de plástico y quite la funda de cartón que cubre la unidad. Compruebe que los frenos de las ruedas no estén bloqueados, deslice la unidad fuera de la base de cartón, apoyándola sobre sus ruedas, y colóquela en el lugar deseado. Se recomienda que dos personas realicen esta operación. Utilice guantes de seguridad con una superficie de agarre segura para evitar resbalones. Una vez en la ubicación correcta, accione los frenos de las ruedas para garantizar la estabilidad de la unidad durante su funcionamiento.
Requisitos de alimentación
El Air Wash L requiere una toma de corriente con toma de tierra con una tensión de 110 V CA o 220 V CA, y su consumo eléctrico nominal es de 35-45 vatios. Conecte Photocentric Wash L a la toma de corriente únicamente mediante el cable de alimentación suministrado. El cable de alimentación de la unidad de lavado se encuentra en el lado derecho de la máquina. Enchufe siempre el cable de alimentación a la toma de corriente y a la unidad de lavado antes de conectar la alimentación en la toma de corriente. Del mismo modo, desconecte siempre la alimentación en la toma de corriente antes de desenchufar el cable de alimentación, ya sea de la unidad de lavado o de la toma de corriente.
Extracción
Utilice siempre Air Wash L en un lugar bien ventilado. Recomendamos utilizar la unidad de extracción Bofa; puede encontrar más información aquí.
Para conectar el Air Wash L al sistema de extracción, utilice un destornillador para abrir la rejilla de ventilación situada en la parte superior del aparato y acople un racor de 10 cm (se vende por separado), que se puede conectar al conducto de extracción. Aquí puede ver un ejemplo de racor .
Configuración del sistema Air Wash L
Abra la tapa y extraiga el soporte. La cesta es asimétrica debido a una inclinación en la base; asegúrese de que las patas más largas queden situadas en el lado izquierdo del aparato. Añada Photocentric hasta la marca de «Nivel máximo». Enchufe la máquina a la toma de corriente. Vuelva a colocar el soporte.
Lavado con aire en funcionamiento L
1. Asegúrese de que la tapa de la unidad de lavado esté abierta antes de retirar la plataforma de la impresora.
2. Retira la plataforma de la impresora girando el mando en sentido antihorario y sujetando las asas.
3. Deja que el exceso de resina se escurra sobre la cubeta antes de retirar esa plataforma de la impresora.
4. Sostenga la plataforma sobre la cubeta de lavado abierta y coloque el soporte en el centro, debajo de la placa de fijación de la plataforma.
5. Baja con cuidado la plataforma dentro de la unidad de lavado, colocando el soporte a lo largo del ancho del depósito.
6. Cierre la tapa y pulse el botón de encendido para poner en marcha la unidad de lavado; consulte la ficha técnica de la resina para obtener información sobre los tiempos de lavado.
7. Una vez finalizado el ciclo, pulsa el botón de encendido situado en la parte delantera de la máquina para apagarla. No dejes la plataforma en el limpiador de resina durante más tiempo del indicado en la ficha técnica de la resina, ya que podría afectar negativamente a las piezas.
8. Saque la plataforma del tanque de lavado y retire el soporte. Este se puede volver a colocar en el tanque de lavado para tenerlo listo para su próximo uso.
9. Inclina la plataforma sobre el tanque de lavado para que se escurra el exceso de limpiador de resina.
10. Cierra la tapa de la unidad de lavado, lleva la plataforma al fregadero y enjuaga las piezas con agua tibia.
11. Seque las piezas con aire comprimido o, si no dispone de él, déjelas secar al aire antes del poscurado.
Cuándo cambiar el limpiador de resina
El limpiador de resina se va saturando poco a poco de resina y pierde eficacia gradualmente. Utiliza un hidrómetro para medir la densidad y, cuando alcance 1,02, cambia el limpiador de resina. El proceso se detalla aquí
Para limpiar la unidad de lavado, asegúrese de que esté apagada y desconectada de la red eléctrica. Conecte un tubo adecuado a la válvula de drenaje y deje que el producto químico usado fluya hacia un recipiente adecuado para su eliminación, el cual deberá ser recogido por una empresa de gestión de residuos autorizada, de conformidad con la normativa local; consulte la ficha de datos de seguridad del producto de limpieza.
El diámetro interior de la válvula de drenaje es de 30 mm; los materiales recomendados para el tubo son EPDM, EPM y NR.
Una vez que haya drenado el disolvente, observará que el depósito tiene una inclinación en la base. Retire cualquier residuo acumulado en esta zona para desecharlo de forma segura. Si observa una acumulación de resina en las barras de aire, utilice una llave de 14 mm para aflojar las dos tuercas que fijan el conjunto al depósito. Retire el conjunto y límpielo a fondo; vuelva a montarlo siguiendo los pasos inversos, asegurándose de que los orificios queden orientados hacia abajo.
Después de la limpieza, asegúrese de que la válvula de drenaje esté cerrada antes de añadir disolvente nuevo a la unidad de lavado.
Puedes descargar el manual de usuario aquí.
Photocentric L2

1. Interruptor de encendido/apagado
2. Ventilador interno
3. Unidad de temperatura
4. Ajuste de la temperatura
5. Controlador con temporizador
6. Ajuste del temporizador
7. Soporte de suspensión
8. Unidad de calefacción
9. Junta de la puerta
10. Luz trasera
11. Luz inferior
12. Estante de cristal

1. Interruptor de encendido/apagado
2. Ventilador interno
3. Unidad de temperatura
4. Ajuste de la temperatura
5. Controlador con temporizador
6. Ajuste del temporizador
7. Soporte de suspensión
8. Unidad de calefacción
9. Junta de la puerta
10. Luz trasera
11. Luz inferior
12. Estante de cristal
Instalación y configuración
Elija una ubicación adecuada para su Photocentric L2, dejando suficiente espacio (véase más abajo). Tiene unas dimensiones exteriores de 500 (ancho) x 350 (profundidad) x 550 (alto) mm y puede albergar piezas de hasta 220 mm de altura.

Las dimensiones se expresan en milímetros
Desembalaje del Cure L2
Retira el embalaje exterior y recíclalo. El Cure L2 pesa 64 kg (141 libras), por lo que debes levantarlo con maquinaria o con suficientes personas (recomendamos cuatro). Deja espacio suficiente para abrir la puerta, trabajar y retirar cualquier posible obstáculo. Utiliza guantes y sigue las prácticas de seguridad para la elevación de cargas. Utilice siempre Photocentric L2 en un espacio bien ventilado. Si se necesita la boquilla para conectar el sistema de extracción, puede descargar aquí un archivo STL Photocentric para imprimirla .
Requisitos de alimentación
Photocentric L2 requiere una toma de corriente con toma de tierra con una tensión de 110 V CA – 240 V CA y una frecuencia de 50 Hz – 60 Hz. Tiene un consumo eléctrico de 1000 W. Absorberá una corriente de 4 A cuando se conecte a una toma de 240 V CA, o de 9 A cuando se conecte a una toma de 100 V CA. Conecte Photocentric L2 a la toma de corriente utilizando el cable de alimentación suministrado. Enchufe siempre el cable de alimentación a la toma de corriente y a la unidad de curado antes de encender la alimentación en la toma de corriente. Del mismo modo, desconecte siempre la alimentación en la toma de corriente antes de desenchufar el cable de alimentación, ya sea de la unidad de curado o de la toma de corriente. La toma de alimentación de la unidad de curado se encuentra en la parte trasera de la máquina, en el lado derecho. El interruptor de encendido se encuentra en la parte delantera, arriba a la izquierda.
Operación Cure L2
La temperatura de la unidad viene preajustada de fábrica a 60 °C (que es también la temperatura máxima). Para ajustar la temperatura del programa de curado, pulse el botón «Set» del control de temperatura y, a continuación, utilice las flechas para seleccionar la temperatura deseada. Cuando haya terminado la selección, vuelva a pulsar el botón «Set». Una vez que se muestre la temperatura deseada, ajuste el tiempo.

Mantenga pulsado el botón «Set» del panel del controlador de tiempo y utilice las flechas para ajustar el tiempo deseado para el programa de curado. Consulte la ficha técnica de la resina para conocer el tiempo adecuado. Vuelva a pulsar el botón «Set» para confirmar la selección.
1. Encienda la unidad de curado con el botón de encendido situado en la parte superior izquierda de la máquina. Una vez encendida, se iluminará.
2. Ajuste el ciclo de curado deseado utilizando los controladores de tiempo y temperatura. Deje que la unidad de curado alcance la temperatura establecida antes de introducir las piezas (normalmente entre 5 y 15 minutos).
3. Una vez que las piezas y la plataforma se hayan lavado, aclarado y secado, trasládalas a la unidad de curado.
4. Abre la puerta de la unidad de curado utilizando el pestillo de seguridad situado en el lado derecho y coloca la plataforma de impresión en el soporte colgante.
5. Cierra la puerta y asegúrala con el pestillo de seguridad.
6. Mantenga pulsada la flecha «Arriba» del controlador de tiempo para iniciar el ciclo. La pantalla comenzará a parpadear. La unidad de curado no funcionará si la puerta está abierta.
7. Una vez finalizado el ciclo de curado, se oirá un pitido continuo. Apague la unidad de curado con el botón de encendido.
8. Abre la puerta de la impresora y, utilizando guantes resistentes al calor, retira la plataforma de impresión del soporte de sujeción. Según las recomendaciones de la ficha técnica de la resina, sumerge la plataforma en agua fría para realizar un choque térmico o deja que se enfríe antes de retirar las piezas manualmente.
Mantenimiento
Antes de realizar cualquiera de las siguientes tareas, asegúrese de que el aparato esté a temperatura ambiente y de que esté desconectado de la red eléctrica. Mantenga limpio el interior del aparato, especialmente el cristal que cubre las lámparas UV. Compruebe el estado de la junta de la puerta para garantizar la retención del calor. Compruebe que el cable de alimentación esté en buen estado. Asegúrese de que las rejillas de ventilación situadas en la parte superior del aparato no estén tapadas ni llenas de polvo.
Guías técnicas y de aplicación
Precisión dimensional
La precisión dimensional es un parámetro de rendimiento fundamental para cualquier plataforma de fabricación aditiva. La nota técnica que figura a continuación describe los factores que influyen en la exactitud, la precisión y la repetibilidad de las piezas impresas en la LC Magna. Además, detalla cómo LC Magna , los materiales y el flujo de trabajo LC Magna contribuyen a un rendimiento uniforme en todo el volumen de impresión.
El objetivo es proporcionar a nuestros usuarios técnicos conocimientos prácticos para que puedan obtener resultados óptimos con LC Magna entornos de fabricación exigentes.
Pautas para la impresión de atrezo
Todo lo que necesitas saber para crear accesorios increíbles con Photocentric LC Titan y Photocentric .
Directrices para el reparto
Las siguientes normas de diseño te ayudarán a obtener resultados de impresión y fundición satisfactorios y con unas dimensiones precisas, como parte de la preparación de tu archivo CAD para su impresión.
Directrices para moldes de calzado
Impresión de moldes para zapatillas con la resina HighTemp DL401 y el software VoxelDance Additive en la impresora Liquid Crystal .
Cómo fabricar modelos dentales en Magna
Mira el vídeo que aparece a continuación para aprender a fabricar modelos dentales con tu LC Magna. Para ver la guía, haz clic aquí

Photocentric
La preparación de los modelos en Photocentric es uno de los pasos más importantes del proceso de impresión, por lo que merece la pena dedicar tiempo a comprender bien cómo colocar los soportes y orientar las piezas en tu impresora Magna. Ten en cuenta que este proceso puede diferir del de otras impresoras que hayas utilizado.
El uso de soportes optimizados y una orientación adecuada de las piezas es fundamental para fabricar piezas dentro de los límites de tolerancia, obtener un acabado superficial excelente y lograr tiempos de producción rápidos.
A la hora de orientar las piezas, ten en cuenta lo siguiente:
- centro de gravedad: este cambiará a medida que la geometría vaya variando durante la impresión.
- succión: evite el efecto de ventosa incorporando orificios de ventilación
- Fuerzas de desprendimiento: contrarresta cualquier fuerza de tracción hacia abajo inclinando la pieza para minimizar la superficie por capa, con el objetivo de lograr un aumento gradual de la superficie.
- Solo se necesitan soportes cuando hay un saliente o una superficie plana frente a la plataforma.
- Acabado superficial: coloca los soportes en las zonas donde el acabado superficial no sea importante y para reducir al mínimo el tiempo dedicado a retirar los soportes.
Normas generales sobre orientación y apoyo:
Para garantizar la precisión dimensional y compensar cualquier contracción, recomendamos aumentar el volumen del modelo en un 0,5 % en los tres ejes (xyz).
Hazlo antes de cortar o configúralo como valor predeterminado abriendo el perfil de resina que hayas elegido, selecciona la pestaña «Preprocesamiento de la pieza» y haz clic en «Escala de corrección de contracción XYZ» para cambiar los valores a 1,005 en los tres ejes (es decir, aumentando el volumen en un 0,5 %). Pulsa «Guardar»; así, cada vez que selecciones esta resina, el factor de escala se aplicará automáticamente.

Figura 1: Escala de corrección de la contracción
Modelos de posicionamiento
Colocar los modelos demasiado cerca unos de otros (por ejemplo, al imprimir varias copias del mismo modelo) afectará negativamente a la calidad de la superficie de las piezas y dificultará su limpieza. Además, puede complicar el posprocesamiento completo en la plataforma, ya que la luz no podrá llegar a todas las zonas de manera uniforme.
- Deja al menos 3 mm de separación entre las piezas. En el caso de las resinas negras, la distancia mínima entre los modelos debe ser de 5 mm.


Láminas complementarias
Cuando utilice soportes, eleve las piezas a una altura mínima de 10 mm por encima de la plataforma para permitir:
- Estructuras de soporte más complejas
- Retirada más sencilla de las piezas de la plataforma
- Se retiran más fácilmente los soportes de la pieza
- Al imprimir superficies grandes, aumenta la altura de los soportes a 20-30 mm.
Espesor mínimo de la pared
- para resinas rígidas, como High Tensile y Hard, ajústelo a 0,5 mm
- Para resinas flexibles, como Flexible, ajústalo a 2 mm
Diámetro mínimo de la punta de apoyo
- para todos los materiales rígidos es de 0,6 mm
- para todas las resinas flexibles es de 1,2 mm
Consejos y trucos para orientar modelos
Las piezas planas se imprimen mejor en posición vertical

Los modelos planos con grandes superficies no deben imprimirse en plano, directamente sobre la plataforma de impresión ni con soportes cortos. Las grandes superficies se adhieren demasiado a la plataforma y se dañan fácilmente al retirarlas. Además, el flujo de resina creará una superficie rugosa alrededor del modelo. Imprimir en plano o con soportes cortos puede provocar que el modelo se deforme debido a la contracción y requiere más tiempo para retirar el material de soporte.

Los modelos planos deben imprimirse en posición vertical. A continuación, el modelo puede colocarse directamente sobre la plataforma de impresión. Como alternativa, eleva el modelo 10 mm por encima de la plataforma de impresión y coloca soportes en la superficie inferior.
Esta orientación reduce al mínimo la superficie que requiere soportes. De este modo, el modelo tendrá un aspecto uniforme por ambos lados y se dedicará menos tiempo a retirar los soportes.
Imprime en un ángulo de 45 grados con respecto a los ejes x, y y z

Este modelo tendrá una superficie irregular en una de sus caras, ya que los píxeles se desplazan por ella. Esto se debe a que solo se ha orientado respecto al eje x.

Para conseguir un acabado superficial uniforme y evitar que aparezcan líneas de desplazamiento de píxeles en las superficies planas, gira el modelo 45 grados con respecto a los ejes x, y y z.
Cajas de ángulo a 45 grados con respecto a todos los ejes y con una distancia de 15 mm respecto a la plataforma

El mero hecho de orientar modelos planos de gran tamaño en uno o dos ejes provocará una deformación en las primeras capas debido a las fuerzas de desprendimiento y al cambio en el centro de gravedad.

Gire los modelos grandes planos o con forma de caja 45 grados respecto a los tres ejes y eleve el modelo 15 mm por encima de la plataforma.
Esta orientación da lugar a un aumento gradual de la superficie, lo que reduce el riesgo de deformación y de contracción anisotrópica en el modelo impreso.
Imprimir en vertical reduce la cantidad de soportes necesarios

Imprimir esta pieza en horizontal requeriría muchos soportes en la superficie inferior, lo que supondría más tiempo de preparación del archivo y de retirada de soportes en la fase de posprocesamiento. Además, la pieza podría deformarse si no se utilizan soportes internos.

Si colocas este tipo de modelo en posición vertical, necesitarás menos soportes. La impresión tardará más que en posición horizontal, pero ahorrarás en el posprocesado y el acabado de la superficie será mejor.

No imprimas formas tubulares en horizontal. El modelo se deformará y la cavidad interna pasará de ser circular a ovalada. Añadir soportes internos puede ayudar a evitar la deformación, aunque aumentará el tiempo dedicado a la preparación del archivo y al posprocesamiento.
Orientar este modelo en un ángulo de 45 grados requeriría muchos soportes y un procesamiento posterior adicional.

Sujete el tubo en posición vertical para obtener un mejor acabado superficial y una mayor precisión dimensional. Eleve el modelo al menos 10 mm por encima de la plataforma para evitar fallos debidos a las fuerzas de succión. Además, así será más fácil retirar las piezas de la plataforma.
Para crear soportes para las piezas, selecciona el perfil de resina y, a continuación, el perfil de soporte adecuado.
- Las impresiones de gran formato tienen una altura en el eje Z de hasta 350 mm
- Las impresiones medianas tienen una altura en el eje Z de hasta 200 mm
- Las impresiones pequeñas tienen una altura Z de hasta 100 mm

Consejos y trucos para crear estructuras de soporte
Haz clic en «Modo de asistencia» y selecciona la opción deseada.
![]()
Esto generará automáticamente los soportes.
Comprueba siempre visualmente que todas las zonas críticas estén bien sujetas.

Si hay áreas que requieren ayuda adicional, pulse
![]()
Cuando veas las zonas sin soporte, haz clic en las zonas que necesitan refuerzo para añadir soportes adicionales.
La distancia entre los soportes debe ser de 2-3 mm. A modo orientativo, el tamaño de la rejilla de la plataforma es de 5 x 5 mm.
Una vez que todas las áreas críticas estén cubiertas, pulsa ![]()


Los soportes automáticos no siempre añaden soportes en todas las zonas críticas. En esta foto, los soportes de la parte inferior solo se han añadido en un borde. Este modelo se romperá o se deformará en esta zona debido a la gravedad y a las fuerzas de desprendimiento.

Cuando utilices soportes automáticos, edita siempre el diseño para añadir más soportes según sea necesario. Los soportes deben ser lo suficientemente resistentes como para sostener el modelo y soportar la fuerza de la gravedad y las fuerzas de desprendimiento durante la impresión. Además, los soportes deben estar lo más cerca posible del borde del modelo.

En algunos casos, los soportes automáticos no son suficientes. En el ejemplo anterior, se deben añadir soportes manuales para reforzar los ángulos críticos y hacer que la estructura sea lo suficientemente resistente como para sostener la pieza. Si se imprime sin soportes adicionales, la pieza se romperá o se deformará durante la impresión.

Este es un ejemplo de una combinación optimizada de soportes automáticos y ajustes manuales. Todos los ángulos críticos están respaldados, los soportes están distribuidos de manera uniforme y presentan la densidad adecuada.


Si no se añaden soportes en ambos bordes, las primeras capas empezarán a deformarse, los bordes no quedarán bien definidos y la impresión podría fallar.

Las primeras capas son muy importantes. Los bordes en ángulo deben reforzarse por ambos lados para mantener un borde definido y nítido.

Si se coloca la pieza en posición vertical sobre la placa, ya sea directamente o sobre soportes, las primeras capas se deformarán y se producirá una deformación.

Si el tamaño y la forma del modelo lo permiten, colócalo en ángulo con respecto a todos los ejes.


Una distancia entre los puntales superior a 3 mm dará lugar a una superficie rugosa en las zonas con salientes. Las distancias superiores a 5 mm provocarán deformaciones y delaminación.

La distancia entre los soportes debe ser inferior a 2 mm y estar lo más cerca posible del borde.

Los soportes deben colocarse cerca del borde.

Si los soportes están demasiado lejos del borde, el modelo quedará irregular y deformado.

Sin refuerzos internos, los agujeros se deformarán y adoptarán una forma ovalada.

Para orificios redondos de más de 2 mm de diámetro, añada un soporte interno.

Los pies de apoyo inclinados hacia abajo, como se ha indicado anteriormente, serán más difíciles de quitar.

Si se añaden patas de apoyo inclinadas hacia arriba, tal y como se muestra, será más fácil retirar las piezas.


No imprimas modelos grandes en plano. Será muy difícil retirarlos de la plataforma y podrían romperse.
Si se imprime esta pieza tal y como se muestra, con superficies horizontales en voladizo, será necesario utilizar soportes internos para evitar que se deforme. Esto supondría un trabajo adicional de posprocesamiento y daría lugar a un acabado superficial deficiente.

Orienta este tipo de modelo en posición vertical sin soportes. El tiempo de impresión será mayor que si se orientara horizontalmente, pero la pieza requerirá menos tiempo de posprocesamiento y, por lo tanto, tendrá un mejor acabado superficial. Orienta las piezas con salientes internos de manera que requieran el mínimo de soportes internos. La mejor opción es alinear esta pieza con los salientes en posición vertical respecto a la placa de impresión, lo que proporciona el mejor acabado superficial en ambos lados.

Si los elementos sobresalen más de 1 mm y presentan ángulos agudos, añade soportes para mantener el borde bien definido.

Si los elementos sobresalen más de 2 mm y tienen ángulos redondeados, añade soportes para mantener la forma del borde.

Si los salientes miden menos de 2 mm y se sostienen por sí mismos a ambos lados, no es necesario añadir soportes en el centro.
Ahuecado
Photocentric ofrece la posibilidad de vaciar modelos de gran tamaño (siempre que la geometría del modelo y la aplicación lo permitan).
El vaciado reduce el consumo de resina y, por lo tanto, el coste de impresión. Además, reduce el peso, lo que puede contribuir a mejorar la calidad de impresión y la tasa de éxito.
El espesor mínimo de pared para la técnica de «fundición a la cera perdida» es de 0,5 mm, y para los modelos de prototipado de gran tamaño en general es de 2 mm.

Una vez finalizado el vaciado, recomendamos añadir una estructura de relleno para aumentar la rigidez de los modelos y reforzar los voladizos internos.
El diámetro mínimo de relleno es de 0,5 mm para las piezas de «fundición de precisión», con un tamaño de celda de 5 mm.
Los ajustes predeterminados son un diámetro de relleno de 1 mm y un tamaño de celda de 5 mm.

En «Vista transparente», puedes comprobar la estructura del relleno.
El vaciado y el relleno pueden ahorrar hasta un 80 % de resina sin que los modelos pierdan rigidez.
Los modelos huecos necesitan orificios de drenaje para reducir el efecto de succión durante la impresión.
Selecciona «Orificio de drenaje flexible» ![]() en el modo «Soporte».
en el modo «Soporte».
El diámetro mínimo del orificio de drenaje es de 4 mm.


Si los modelos huecos, como las botellas, no tienen orificios de drenaje, la presión interna puede romper la pared o crear líneas visibles en todo el modelo.

A los modelos huecos hay que añadirles orificios de drenaje. Los orificios de drenaje reducen el efecto de ventosa durante la impresión.
Ejemplo 1

Si orientas este modelo con un ángulo pronunciado, tal y como se muestra aquí, el tiempo de impresión será innecesariamente largo, habrá que utilizar más soportes, lo que aumentará el tiempo de posprocesamiento, y el acabado de la superficie será deficiente.

La mejor orientación para un modelo con forma de caja es levantar la pieza 10 mm de la placa, girarla alrededor de los tres ejes y apoyar bien la superficie inferior.

Ejemplo 2

Soportes generados automáticamente para la tapa de una funda de tableta.

Los bordes no están bien sujetos y se deformarán durante la impresión. Las primeras capas se torcerán y deformarán debido a las fuerzas de desprendimiento y a la falta de soportes.

La función de soporte automático solo reconoce los bordes exteriores como salientes y no genera soportes para las superficies internas, que siguen siendo zonas críticas.

Si se imprime este modelo en vertical, con la longitud o la anchura paralelas a la placa, se producirán deformaciones en las primeras capas. El saliente del borde superior también puede deformarse. Siempre que sea posible, sigue la regla de la construcción gradual, pasando poco a poco de una superficie más pequeña a una más grande.

Tras colocar los soportes automáticos, es necesario instalar soportes manuales en las superficies internas. Se deben añadir soportes adicionales, distribuidos uniformemente y que cubran todas las zonas internas.

Estructura de soporte optimizada tras los ajustes manuales.

Si dispones de espacio suficiente, te recomendamos que imprimas esta pieza en vertical, formando un ángulo de 45 grados con respecto a la plataforma.
El tiempo de impresión será mayor, pero el tiempo de posprocesamiento será menor, ya que las superficies internas son autoportantes. El acabado de la superficie también será mejor.
Asegúrate de que la pieza quede separada 10 mm de la placa.

Ejemplo 3

Esta orientación no es recomendable. Ahora todas las aletas sobresalen y necesitan un soporte (los soportes automáticos no serían suficientes). Esta orientación supondría más trabajo tanto para el soporte como para el acabado.

Ten en cuenta cómo minimizar los salientes al elegir la orientación de impresión. En este caso, las aletas del motor se mantienen intactas con un tiempo mínimo de posprocesamiento, ya que solo se necesitan soportes en un lado. También puedes añadir algunos soportes internos dentro del cilindro.

Para evitar deformaciones, imprima las superficies planas y delgadas en posición vertical. Si orienta este modelo a 45 grados, el cuerpo principal se imprimirá correctamente, pero las aletas se deformarán ligeramente, ya que no cuentan con el soporte suficiente para contrarrestar las fuerzas de desprendimiento y la gravedad.

Se trata de una combinación optimizada que combina el uso de soportes automáticos con una densidad del 5 % y ajustes manuales de los soportes.

Si se coloca en un ángulo de 45 grados, no es posible sujetar las aletas con la suficiente firmeza y, tras imprimir unos 2-3 mm, las aletas empezarán a deformarse.

Una visión general de dónde deben añadirse los consejos de asistencia manual.