Centro de recursos de Liquid Crystal
Índice
Primeros pasos con Opus
Lo que recibirás
Recibirás una impresora 3D Opus lista para empezar a imprimir, junto con su caja de accesorios.

Caja de accesorios

| 1) 2 rollos de película Vat | 6) 1 kg de resina UV DLP dura negra y resina UV LCD blanca para modelos dentales | 11) 1 par de guantes |
| 2) Llave Torx en forma de L T25 | 7) Embudo | 12) Herramienta de limpieza de cubas |
| 3) Llave Torx en forma de L T10 | 8) Rascador | 13) Cortador |
| 4) Alfombrilla de silicona | 9) Cable de alimentación | 14) 20 tornillos M3x4 ttornillos |
| 5) Espátula blanda | 10) Filtros de papel | 15) 20 tornillos Torx M5x10 |
Caja de accesorios
1) 2 láminas Vat
2) Llave Torx en L T25
3) Llave Torx en L T10
4) Alfombrilla de silicona
5) Espátula blanda
6) 1 kg de resina UV DLP Hard negra y resina UV LCD Dental Model blanca
7) Embudo
8) Raspador
9) Cable de alimentación
10) Filtros de papel
11) 1 par de guantes
12) Herramienta de limpieza de la cubeta
13) Cúter
14) 20 tornillos Torx M3x4
15) 20 tornillos Torx M5x10
Preparativos antes de recibir la impresora
Luz ambiental
Utilice la impresora en un entorno con poca luz. Evite siempre la luz solar directa. Lo ideal es utilizar iluminación roja, ya que no interactúa con la resina. Se recomienda manipular la resina en un entorno con poca luz, lejos de la luz solar directa. Las temperaturas de funcionamiento deben mantenerse constantes, idealmente entre 20 y 25 °C.
Espacio/ubicación
La ubicación de tu Liquid Crystal es importante para garantizar un funcionamiento seguro y un rendimiento óptimo en la impresión 3D. Las dimensiones externas de Liquid Crystal son 475 (largo) x 415 (ancho) x 605 (alto) mm, y pesa 38 kg. Tenga en cuenta que debe disponer de espacio suficiente al elegir una ubicación estable para la Opus. Deje un mínimo de 500 mm desde la parte superior y 150 mm a los lados y en la parte trasera de la impresora. Esto deja espacio para el movimiento de la cubierta (Figura 1), los cables de alimentación y de red, una ventilación adecuada y el acceso al interruptor de encendido.
Si se utilizan varios dispositivos Liquid Crystal a la vez, asegúrese de que haya al menos 200 mm de espacio entre ellos. De este modo, ambas unidades dispondrán de espacio suficiente para una ventilación adecuada (Figura 4).
Todas las operaciones que impliquen el uso de resina sin curar o piezas impresas en estado verde deben realizarse en un entorno con poca luz para garantizar que los componentes se expongan lo menos posible a la luz del día. Se recomienda encarecidamente utilizar luz ambiental roja para evitar un curado prematuro.
Elija un lugar donde la temperatura ambiente se sitúe entre 20 y 25 °C.

Figura 1
Potencia
Liquid Crystal requiere una toma de corriente con toma de tierra con una tensión de 110-230 V CA y una frecuencia de 50-60 Hz. El consumo eléctrico es de 500 W. Absorberá un máximo de 3 A cuando se conecte a una red de 230 V CA, o de 5 A cuando se conecte a una red de 110 V CA.
Asegúrese siempre de que el Opus se alimente únicamente mediante el cable de alimentación suministrado, conectado al puerto de alimentación, y de que el consumo de corriente de los dispositivos conectados a la red eléctrica no supere la capacidad del fusible o del disyuntor.
Conecte la impresora Opus conectando primero el cable a la impresora y, a continuación, enchufándola a la red eléctrica. Asegúrese de que el interruptor de encendido (figura 2.3) esté en la posición de apagado antes de conectar o desconectar este cable.
Instalación de Opus
Desempaquetando el Opus
Liquid Crystal pesa 38 kg. Para mover o transportar la impresora de forma segura, es necesario que haya dos o más personas presentes.
• Retira las correas, la tapa, la caja de accesorios y los separadores.
• Retira la funda exterior y el embalaje protector.
• Coloca la impresora en el lugar que le corresponde.
• Asegúrate de que la impresora esté nivelada antes de usarla.
Conectividad
Liquid Crystal cuenta con un puerto USB y un puerto de red RJ45 en la parte trasera (Figura 5).
• Conecta el adaptador Wi-Fi al puerto USB si deseas acceder a la impresora a través de una conexión de red Wi-Fi.
• Como alternativa, conecta un cable de red (por ejemplo, CAT6) al puerto RJ45 si deseas acceder a la impresora a través de una conexión de red por cable.
El puerto USB situado en la parte frontal de la impresora sirve para cargar archivos manualmente en la impresora.

Figura 5: Puertos traseros y toma de corriente
Requisitos mínimos del sistema
- Windows 7, 8 o 10
- Velocidad mínima del procesador: 2,0 GHz, 2 núcleos. Se recomiendan 4 núcleos.
- Una GPU capaz de ejecutar OpenGL versión 3.0 o superior. Recomendamos utilizar una GPU con especificaciones equivalentes, como mínimo, a las de la NVIDIA GTX 1050.
- .NET Framework versión 4.0
- Sistema de 64 bits: mínimo 2 GB de RAM, se recomiendan 4 GB.
- Sistema de 32 bits: mínimo 1 GB de RAM, recomendado 2 GB
Puedes ejecutar el software en macOS utilizando una máquina virtual con Windows instalado.
Configuración de la impresora
El Liquid Crystal debería haberse colocado en un lugar adecuado y ya está listo para su instalación.
La toma de corriente de la impresora se encuentra en la parte trasera del aparato, en el lado derecho. Conecta la Opus a la red eléctrica únicamente mediante el cable de alimentación suministrado. Enchufa siempre el cable de alimentación a la toma de corriente y, a continuación, a la impresora antes de pulsar el botón de encendido situado en la parte trasera (tal y como se muestra a continuación). Del mismo modo, apaga siempre el dispositivo en la parte trasera antes de desconectar el cable de alimentación, ya sea de la impresora o de la red eléctrica.
1. Cierra la cubierta de la impresora.
2. Selecciona «Mantenimiento» en la página principal.
3. Selecciona «Plataforma elevadora» y espera a que el brazo de la impresora llegue a su posición de referencia.
4. Una vez finalizado el traslado, abre la cubierta de la impresora y retira los bloques de espuma.
5. Retira el protector de pantalla de la interfaz gráfica de usuario.
6. Coloca la alfombrilla de silicona incluida sobre la impresora para apoyar herramientas delicadas o un recipiente de resina limpio de repuesto.
La impresora ya está lista para usar.
La interfaz de usuario
La interfaz gráfica de usuario de Opus es el principal elemento de control que permite a los usuarios imprimir, realizar tareas de mantenimiento y conectar la impresora a una red.
Página principal
La página «Principal» es la pantalla inicial que aparece al encender la impresora y permite acceder a los distintos menús. En todos los demás menús, existe la opción de volver a la página «Principal».
Imprimir archivos
Esta página muestra los archivos cargados en la impresora, ya sea mediante transferencia en línea o fuera de línea, que están disponibles para imprimir.
Descripción general de la interfaz gráfica de usuario y guía de funciones >
Instalación de Photocentric
Junto con su Opus se incluye una memoria USB de 32 GB que contiene el número de licencia de Photocentric . Esto le permite activar una licencia perpetua para un máximo de dos ordenadores. Puede descargar Photocentric aquí.
- Descomprime la carpeta zip Photocentric y ejecuta la aplicación .msi. Si Windows Defender impide que se inicie la instalación, simplemente haz clic en «Más información» y luego en «Ejecutar de todos modos» para iniciar el proceso de instalación. A continuación, aparecerá en pantalla el asistente de configuración. Para continuar con la instalación, simplemente haz clic en «Siguiente».
- Ahora seleccione la ubicación en la que desea guardar la instalación. Si desea cambiar la ubicación, simplemente haga clic en «Examinar» y seleccione la nueva ubicación que prefiera. Una vez seleccionada la ubicación, haga clic en «Siguiente» para iniciar la instalación del software.
- La instalación ha finalizado. Haz clic en «Cerrar» y ya podrás abrir el programa.
- Al abrir el programa, verás un campo para introducir tu número de licencia, que se encuentra en la memoria USB incluida en el sobre de la caja de accesorios; haz clic en ese campo e introduce el número de licencia que se te ha facilitado tal y como se muestra.

El software incluye una versión de prueba de 30 días. Si deseas utilizar la versión de prueba antes de activar tu licencia, solo tienes que hacer clic en «Continuar con la evaluación».
Preparación de archivos para la impresión
Para preparar los archivos para su impresión, siga estos pasos:
1. Abre Photocentric y selecciona «LC Opus» en el menú desplegable de perfiles de máquina. A continuación, selecciona el perfil de resina deseado en el menú desplegable de materiales y haz clic en «Aplicar» para que el software se cargue.
Importe el archivo deseado a Photocentric y realice los ajustes necesarios. Consulte los vídeos de ayuda de Photocentric que se incluyen a continuación para obtener más información.
2. Anota el volumen de resina necesario para la impresión que aparece en el panel de herramientas al configurar la impresión.
3. Copia el archivo y guárdalo en la ubicación que elijas en tu ordenador.
4. Sube el archivo a Opus mediante USB o transferencia web. Consulta la sección «Subir archivos» para obtener más información.
Conectarse a una red
Liquid Crystal se puede conectar a una red para facilitar la carga y la eliminación de archivos de impresión, así como para supervisar de forma remota las impresiones en curso.
Conexión a una red mediante Ethernet
Conecta un cable Ethernet a la toma correspondiente situada en la parte trasera del Opus. Una vez conectado el cable Ethernet, verás una dirección IP en la esquina superior izquierda de la página principal de la interfaz gráfica de usuario. Consulta la sección «Carga de archivos» para obtener más información sobre cómo cargar archivos a través de un navegador web utilizando la dirección IP.
Conectarse a una red mediante Wi-Fi
Una vez encendida la LC Opus, si has conectado un cable Ethernet o el adaptador Wi-Fi incluido, podrás conectarla a una red. Esto permite cargar archivos de impresión y supervisar la impresión de forma remota.
1. Conecta el adaptador Wi-Fi al puerto USB situado en la parte trasera de la impresora.
2. En la pantalla «Principal», selecciona «Red».
3. Selecciona la red que desees de la lista.
4. Selecciona «Conectar».
5. Selecciona el cuadro de texto titulado «Contraseña».
6. Introduce la contraseña de esta red utilizando el teclado en pantalla. Para ver los caracteres de la contraseña, selecciona el icono del candado situado a la derecha del cuadro de texto.
7. Selecciona «Conectar» y espera a que se establezca la conexión.
8. Selecciona «Principal».
9. El icono de Wi-Fi situado en la parte superior izquierda de la pantalla «Principal» debería aparecer ahora en verde y debería mostrarse una dirección IP junto a él.
Transferencia de archivos en línea
1. Conéctese a una red. Consulte «Conexión a una red» para obtener más información.
2. Abre un navegador web en tu ordenador.
3. Escribe la dirección IP de la impresora en la barra de búsqueda.
4. Selecciona «Subir».
5. Selecciona «Examinar» y busca el archivo de impresión en tu ordenador; el nombre del archivo aparecerá a la derecha del botón «Examinar…».
6. Selecciona «Subir archivo» y aparecerá una barra de progreso.
7. Una vez completado el proceso, la lista «Archivos de impresión» se actualizará para incluir el nuevo archivo.
8. En Opus, ve a la pantalla «Principal» y selecciona «Imprimir archivos».
Puede seguir el progreso de su impresión en la sección «Trabajos de impresión» de la página web. Para eliminar archivos, selecciónelos y haga clic en «Eliminar» en la parte superior de la página web.
Conexión por USB
Si utilizas una memoria USB diferente, asegúrate de que su capacidad no supere los 32 GB.
1. Para transferir un archivo de impresión a Opus, cópielo en una memoria USB y, a continuación, conecte la memoria al puerto USB situado en la parte delantera de la máquina.
2. Selecciona «Imprimir archivos» en la página principal.
3. Selecciona «Actualizar»; debería aparecer el nuevo archivo de impresión.
Conectarse a una red
Liquid Crystal se puede conectar a una red para facilitar la carga y la eliminación de archivos de impresión, así como para supervisar de forma remota las impresiones en curso.
Conexión a una red mediante Ethernet
Conecta un cable Ethernet a la toma correspondiente situada en la parte trasera del Opus. Una vez conectado el cable Ethernet, verás una dirección IP en la esquina superior izquierda de la página principal de la interfaz gráfica de usuario. Consulta la sección «Carga de archivos» para obtener más información sobre cómo cargar archivos a través de un navegador web utilizando la dirección IP.
Conectarse a una red mediante Wi-Fi
Una vez encendida la LC Opus, si has conectado un cable Ethernet o el adaptador Wi-Fi incluido, podrás conectarla a una red. Esto permite cargar archivos de impresión y supervisar la impresión de forma remota.
1. Conecta el adaptador Wi-Fi al puerto USB situado en la parte trasera de la impresora.
2. En la pantalla «Principal», selecciona «Red».
3. Selecciona la red que desees de la lista.
4. Selecciona «Conectar».
5. Selecciona el cuadro de texto titulado «Contraseña».
6. Introduce la contraseña de esta red utilizando el teclado en pantalla. Para ver los caracteres de la contraseña, selecciona el icono del candado situado a la derecha del cuadro de texto.
7. Selecciona «Conectar» y espera a que se establezca la conexión.
8. Selecciona «Principal».
9. El icono de Wi-Fi situado en la parte superior izquierda de la pantalla «Principal» debería aparecer ahora en verde y debería mostrarse una dirección IP junto a él.
Transferencia de archivos en línea
1. Conéctese a una red. Consulte «Conexión a una red» para obtener más información.
2. Abre un navegador web en tu ordenador.
3. Escribe la dirección IP de la impresora en la barra de búsqueda.
4. Selecciona «Subir».
5. Selecciona «Examinar» y busca el archivo de impresión en tu ordenador; el nombre del archivo aparecerá a la derecha del botón «Examinar…».
6. Selecciona «Subir archivo» y aparecerá una barra de progreso.
7. Una vez completado el proceso, la lista «Archivos de impresión» se actualizará para incluir el nuevo archivo.
8. En Opus, ve a la pantalla «Principal» y selecciona «Imprimir archivos».
Puede seguir el progreso de su impresión en la sección «Trabajos de impresión» de la página web. Para eliminar archivos, selecciónelos y haga clic en «Eliminar» en la parte superior de la página web.
Conexión mediante USB
Si utiliza una memoria USB diferente, asegúrese de que su capacidad no supere los 32 GB.
1. Para transferir un archivo de impresión a Opus, cópielo en una memoria USB y, a continuación, conecte la memoria al puerto USB situado en la parte delantera de la máquina.
2. Selecciona «Imprimir archivos» en la página principal.
3. Selecciona «Actualizar»; debería aparecer el nuevo archivo de impresión.
Certificación y garantía
Liquid Crystal incluye una garantía de 12 meses.
Imprimir con Opus
Información de seguridad
Siga los requisitos de EPI que figuran en la ficha de datos de seguridad (FDS) de la resina que esté utilizando. Recomendamos utilizar siempre guantes y llevar una bata de laboratorio cuando se esté en contacto con resina líquida. Utilice protección ocular si existe riesgo de salpicaduras. Todas las resinas son irritantes y pueden provocar sensibilización, por lo que debe minimizar la exposición a ellas. Si se derrama algo sobre la piel, lávese inmediatamente la zona afectada con agua y jabón. Ponemos mucho cuidado en seleccionar únicamente materias primas que sean seguras de usar; esta es una distinción importante entre los productos que hemos desarrollado a lo largo de décadas de experiencia en formulación y su uso en la vida real en nuestras granjas de impresión. A menudo, diferentes materias primas tienen las mismas advertencias en la ficha de datos de seguridad (FDS), pero efectos muy diferentes en las personas en cuanto a la aparición de irritaciones; nos preocupamos por nuestros usuarios, al igual que por nuestro personal. Sabemos qué funciona bien y, al mismo tiempo, es seguro de usar.
Resina fotopolimérica
Photocentric sistemas de impresión abiertos; Opus funcionará con resina de 405 nm de la mayoría de los fabricantes, incluidos BASF y Photocentric.
1. Selecciona el perfil de resina deseado en el menú desplegable de materiales y haz clic en «Aplicar».
2. Anota el volumen de resina necesario para la impresión en el panel de herramientas.
3. Copia el archivo y guárdalo en la ubicación que elijas en tu ordenador.
4. Sube el archivo a tu Opus mediante USB o transferencia web.
5. Antes de imprimir, es importante calentar y agitar la resina para garantizar que los pigmentos y otros componentes queden bien dispersos. Coge el frasco de resina elegido y afloja el tapón para que entre aire en el frasco. Calienta la resina siguiendo las instrucciones de la ficha técnica (TDS) de la resina. Una vez calentada, aprieta bien el tapón del frasco y agita la resina dentro del recipiente durante 2 minutos.
6. Añade el volumen de resina indicado en Photocentric , además del nivel mínimo de 1,5 l del depósito de resina.
7. Cierra la puerta de la impresora. El icono situado en la esquina superior derecha de la interfaz gráfica de usuario debería mostrar una puerta cerrada de color verde cuando el interruptor esté activado.
8. En la pantalla «Principal», selecciona «Imprimir archivos».
9. Seleccione el archivo deseado y pulse «Imprimir». No abra la puerta de la impresora mientras se está imprimiendo.
Comprueba la impresora antes de imprimir
Asegúrate de que el protector de pantalla LCD, la plataforma de impresión y el depósito de resina estén en buen estado y correctamente instalados. Asegúrate de que tu Opus esté colocado sobre una superficie estable y nivelada, donde no esté expuesto a movimientos ni vibraciones durante el proceso de impresión.
Iniciar la impresión
Aquí puedes ver cómo se utiliza Opus en aplicaciones industriales
Aquí puedes ver cómo utilizar Opus en aplicaciones odontológicas
1. Asegúrate de que la cubeta de resina esté limpia y seca.
2. Asegúrate de que la plataforma de impresión esté completamente limpia y seca; de lo contrario, podrías dañar la lámina del depósito o que la impresión salga mal.
3. Coloca la plataforma de impresión en el brazo de impresión y apriétala completamente girando la rueda principal en el sentido de las agujas del reloj.
4. Asegúrate de que el depósito de resina esté completamente limpio y seco para evitar fallos en la impresión o daños.
5. Compruebe si la película del tanque presenta signos de daños o desgaste; si tiene alguna duda sobre el estado de la película del tanque, consulte la sección 10.2.
6. Desliza el depósito de resina dentro de la impresora; deberías notar un clic de encaje.
7. Elige el frasco de resina seleccionado, caliéntalo a 30 °C y agítalo bien antes de usarlo. Asegúrate de haber añadido la misma resina que seleccionaste en Photocentric . Si se selecciona una resina incorrecta, la impresión podría fallar.

Imagen de la izquierda: Plataforma de impresión | Imagen de la derecha: Cubeta
8. Añade el volumen indicado en Photocentric , además del nivel mínimo de 500 ml.

9. Cierra la cubierta de la impresora; el icono situado en la parte superior derecha de la interfaz gráfica debería mostrar una puerta cerrada de color verde.
10. En la página «Principal», selecciona «Imprimir archivos».
11. Selecciona el archivo deseado y pulsa «Imprimir».

No abra la cubierta de la impresora durante el proceso de impresión. Durante la impresión, la interfaz gráfica de usuario mostrará diferentes datos, entre los que se incluyen:
- Tiempo transcurrido
- Tiempo restante
- Tiempo total
- Barra de progreso de impresión
Si tu impresora está conectada a la red, puedes supervisar el progreso de la impresión a través de tu navegador web. En cualquier momento durante el proceso de impresión, puedes pausar o cancelar la impresión seleccionando la opción correspondiente; en ambos casos se te pedirá que confirmes la acción.
Liquid Crystal no requiere supervisión durante el proceso de impresión y no es necesario que estés presente cuando la impresión esté a punto de finalizar. Si dejas la impresión terminada dentro de la impresora durante un rato, el exceso de resina volverá a gotear al depósito. Cuando estés listo para limpiar la impresión, abre la cubierta.
Pausar impresiones
No detengas la impresión a menos que sea necesario. Si es necesario, deténla solo durante un breve periodo de tiempo para evitar discrepancias en la impresión y asegúrate de que ni el depósito de resina ni la plataforma de impresión se retiren durante ese tiempo.
Selecciona «Pausa» en la interfaz gráfica de usuario y espera a que termine la exposición de la capa. Una vez en pausa, se te ofrecerá la opción de cancelar o reanudar la impresión.

Cancelación de impresiones
Selecciona «Cancelar» en la interfaz gráfica de usuario. Confirma tu elección haciendo clic en la marca de verificación verde.

Preparación para la próxima impresión
Limpieza de la cuba
Una vez finalizada la impresión, se debe retirar la resina del depósito para asegurarse de que no queden restos de resina endurecida en su interior antes de volver a imprimir, o si es necesario cambiar a otro tipo de resina para imprimir.
1. Coge el frasco de resina que utilizaste en la impresión anterior, quítale el tapón y coloca el embudo y un filtro en el cuello.
2. Retira con cuidado la cubeta con resina de la impresora.
3. Inclina el recipiente hacia la esquina donde se encuentra el pico vertedor (como se muestra a continuación) y vierte la resina a través del filtro de vuelta a la botella; ten cuidado de que el filtro no se desborde.

4. Una vez que se haya vertido la mayor parte de la resina, utiliza la herramienta de limpieza de la cubeta (rasqueta) para dirigir la resina restante hacia la esquina de la cubeta.
5. Limpia con papel de cocina cualquier gota de resina que haya caído en el exterior de la cubeta.
6. Coloque la cuba sobre una superficie limpia y lisa adecuada (por ejemplo, una alfombrilla de espuma para la limpieza de cubas).
7. Utiliza papel de cocina para absorber los restos de resina que queden en la cubeta.
8. Aplica una pequeña cantidad de alcohol isopropílico sobre una toalla de papel para limpiar la película y las paredes de la tina, y luego déjalas secar completamente.
9. Comprueba si quedan restos de resina endurecida en la película del recipiente y retíralos con cuidado utilizando la espátula blanda que se incluye.
10. Limpia bien el exterior del depósito y comprueba que la lámina no presente signos de daños o desgaste. Imprimir con un depósito dañado provocará fallos en la impresión y fugas, y podría causar daños permanentes en la impresora. Recomendamos cambiar la lámina del depósito tras 20 impresiones; a continuación se incluye una lista de los procedimientos de mantenimiento recomendados.
11. Comprueba si el protector de pantalla presenta signos de contaminación por resina o daños. Si es necesario, cambia el protector de pantalla.
12. Guarda el depósito de resina en la impresora cuando no lo utilices.
También puedes utilizar la función «Cure Resin Layer» para limpiar el depósito de resina. Esta función ayuda a eliminar los residuos sin dañar la película del depósito de resina.
1. Selecciona «Mantenimiento» en la página principal de la interfaz gráfica de usuario.
2. Selecciona «Curar capa de resina» en la página «Mantenimiento».
3. La pantalla curará una capa de resina en el fondo del depósito de resina.
4. Retira la capa endurecida y deséchala. Limpia a fondo las paredes de la cuba y la lámina base con alcohol isopropílico.
Limpieza de la plataforma
Una vez retiradas las piezas impresas, es fundamental limpiar a fondo la plataforma de impresión antes de volver a utilizarla.
1. Si queda algún resto de limpiador Photocentric o de resina residual en la plataforma de impresión, límpialo con alcohol isopropílico y una toalla de papel.
2. La resina endurecida debe retirarse de la plataforma con el rascador que se incluye.
3. Si observas rebabas o imperfecciones en la plataforma, significa que tendrás que lijar la superficie inferior de la misma. El lijado debe realizarse con suavidad y con un grano fino para evitar que la plataforma pierda su forma paralela a la pantalla. A continuación, límpiala con alcohol isopropílico y una toalla de papel.
4. Asegúrate de que no haya resina solidificada obstruyendo los orificios de la plataforma, ya que esto afectará a las impresiones futuras.
5. Si es posible, utiliza aire comprimido para eliminar los restos sueltos de la plataforma y evitar perforar la lámina de la cubeta en impresiones futuras.
6. Cuando no se utilice, la plataforma debe guardarse dentro de la impresora.
Limpieza de impresiones
Una vez retirada la plataforma de impresión de la impresora, es recomendable inclinarla y mantenerla sobre el depósito para que se escurra el exceso de resina. Cuando traslades una impresión terminada a la estación de limpieza, utiliza papel de cocina o una bandeja adecuada para recoger las gotas que puedan caer. No retires las piezas impresas de la plataforma antes de los pasos de limpieza y poscurado, ya que esto podría afectar a la precisión dimensional de las piezas.
Para limpiar tanto las piezas como las plataformas, se recomienda utilizar Photocentric 15 o Air Wash L. Una vez finalizada la impresión, utilice la escobilla incluida para retirar el exceso de resina de la superficie de la plataforma y verterlo en la cubeta. Desbloquee la plataforma girando el mando en sentido antihorario. Manipule las piezas impresas con cuidado, ya que son más frágiles antes de la pos-exposición. Sujete firmemente las asas de la plataforma de impresión y tire suavemente hacia usted para retirarla.
Utilice guantes y gafas de seguridad cuando trabaje con productos de limpieza a base de resina. Utilice el soporte para la plataforma e insértela en la unidad de lavado que haya elegido:
Consulte la ficha técnica del limpiador Photocentric 30 para obtener más información al respecto.
Photocentric 15
Ubicación adecuada

- Soporte | 2. Cesta | 3. Tapa exterior | 4. Depósito de lavado | 5. Tapón de desagüe
La Wash 15 tiene unas dimensiones exteriores de 350 (largo) x 400 (ancho) x 280 (profundidad) mm y admite piezas de hasta 105 mm de altura. Pesa 9,5 kg. Asegúrate de que haya espacio suficiente para acceder a la toma de corriente y a la fuente de alimentación, espacio para los accesorios y proximidad a un conducto de extracción si vas a utilizarlo.
Utilícelo en un entorno con poca luz o con luz roja hasta que se haya secado por completo. Utilícelo en un lugar donde la temperatura ambiente se sitúe entre 18 y 28 °C.
Desembalaje del Wash 15
Photocentric 15 viene empaquetado en una caja de cartón que incluye protectores de espuma situados encima y debajo de la unidad principal. Para desembalar la unidad, abra la caja por la parte superior. Retire los protectores de espuma que cubren la parte superior de la unidad y utilice las asas laterales para sacarla con cuidado de la caja. Utilice guantes de seguridad con una superficie antideslizante para evitar resbalones. Retire el embalaje interior para acceder a los accesorios.
Requisitos de alimentación
Photocentric 15 requiere una toma de corriente con toma de tierra con una tensión de 100-120 V CA a 60 Hz o de 200-240 V CA a 50 Hz, y tiene un consumo de 360 W.
Conecte Photocentric 15 a la toma de corriente utilizando el cable de alimentación suministrado y enchúfelo en la toma de corriente; asegúrese de que el consumo de corriente de los dispositivos conectados a la red eléctrica no supere la capacidad del fusible o del disyuntor. Asegúrese de que el dispositivo esté apagado antes de conectar o desconectar el cable de alimentación.
Funcionamiento
La Wash 15 tiene unas dimensiones exteriores de 350 (largo) x 400 (ancho) x 280 (profundidad) mm y admite piezas de hasta 105 mm de altura. Pesa 9,5 kg. Asegúrate de que haya espacio suficiente para acceder a la toma de corriente y a la fuente de alimentación, espacio para los accesorios y proximidad a un conducto de extracción si vas a utilizarlo.
Utilícelo en un entorno con poca luz o con luz roja hasta que se haya secado por completo. Utilícelo en un lugar donde la temperatura ambiente se sitúe entre 18 y 28 °C.
Puedes descargar el manual de usuario aquí
Utilice el soporte Wash 15 para sujetar la plataforma durante el lavado. Cuando utilice el Wash 15, asegúrese de retirar la cesta antes de lavar las piezas; esto se muestra en el vídeo sobre el flujo de trabajo dental.
Lavador Photocentric L
Ubicación adecuada
Elige un lugar llano y estable con espacio suficiente para la unidad y deja espacio libre por encima de ella para poder abrir la tapa.
El lugar de instalación debe tener una temperatura de funcionamiento comprendida entre 18 y 28 °C. Utilícelo en un entorno de trabajo con poca luz o con iluminación roja, ya que la resina se endurece con la luz ambiental; evite siempre la luz solar directa. Utilice Photocentric Wash L en un área bien ventilada; recomendamos utilizar una extracción directa a través de un conducto. Para conectar el Air Wash L a la extracción, utilice un destornillador para abrir la rejilla de ventilación situada en la parte superior de la unidad y acople un racor de 4 pulgadas, que se adquiere por separado.

Desembalaje del Air Wash L
El Air Wash L viene embalado en una caja de cartón. No levante la unidad, ya que pesa 56 kg (124 lb). Para desembalar el Air Wash L, retire el embalaje de plástico y quite la funda de cartón que cubre la unidad. Compruebe que los frenos de las ruedas no estén bloqueados, deslice la unidad fuera de la base de cartón, apoyándola sobre sus ruedas, y colóquela en el lugar deseado. Se recomienda que dos personas realicen esta operación. Utilice guantes de seguridad con una superficie de agarre segura para evitar resbalones. Una vez en la ubicación correcta, accione los frenos de las ruedas para garantizar la estabilidad de la unidad durante su funcionamiento.
Requisitos de alimentación
El Air Wash L requiere una toma de corriente con toma de tierra con una tensión de 110 V CA o 220 V CA, y su consumo eléctrico nominal es de 35-45 vatios. Conecte Photocentric Wash L a la toma de corriente únicamente mediante el cable de alimentación suministrado. El cable de alimentación de la unidad de lavado se encuentra en el lado derecho de la máquina. Enchufe siempre el cable de alimentación a la toma de corriente y a la unidad de lavado antes de conectar la alimentación en la toma de corriente. Del mismo modo, desconecte siempre la alimentación en la toma de corriente antes de desenchufar el cable de alimentación, ya sea de la unidad de lavado o de la toma de corriente.
Extracción
Utilice siempre Air Wash L en un lugar bien ventilado. Recomendamos utilizar la unidad de extracción Bofa; puede encontrar más información aquí.
Para conectar el Air Wash L al sistema de extracción, utilice un destornillador para abrir la rejilla de ventilación situada en la parte superior del aparato y acople un racor de 10 cm (se vende por separado), que se puede conectar al conducto de extracción. Aquí puede ver un ejemplo de racor .
Configuración del sistema Air Wash L
Abra la tapa y extraiga el soporte. La cesta es asimétrica debido a una inclinación en la base; asegúrese de que las patas más largas queden situadas en el lado izquierdo del aparato. Añada Photocentric hasta la marca de «Nivel máximo». Enchufe la máquina a la toma de corriente. Vuelva a colocar el soporte.
Lavado con aire en funcionamiento L
Puedes utilizar el soporte en L Air Wash para sujetar una o dos plataformas Opus a la vez
1. Asegúrese de que la tapa de la unidad de lavado esté abierta antes de retirar la plataforma de la impresora.
2. Retira la plataforma de la impresora girando el mando en sentido antihorario y sujetando las asas.
3. Deja que el exceso de resina se escurra sobre la cubeta antes de retirar esa plataforma de la impresora.
4. Sostenga la plataforma sobre la cubeta de lavado abierta y coloque el soporte en el centro, debajo de la placa de fijación de la plataforma.
5. Baja con cuidado la plataforma dentro de la unidad de lavado, colocando el soporte a lo largo del ancho del depósito.
6. Cierre la tapa y pulse el botón de encendido para poner en marcha la unidad de lavado; consulte la ficha técnica de la resina para obtener información sobre los tiempos de lavado.
7. Una vez finalizado el ciclo, pulsa el botón de encendido situado en la parte delantera de la máquina para apagarla. No dejes la plataforma en el limpiador de resina durante más tiempo del indicado en la ficha técnica de la resina, ya que podría afectar negativamente a las piezas.
8. Saque la plataforma del tanque de lavado y retire el soporte. Este se puede volver a colocar en el tanque de lavado para tenerlo listo para su próximo uso.
9. Inclina la plataforma sobre el tanque de lavado para que se escurra el exceso de limpiador de resina.
10. Cierra la tapa de la unidad de lavado, lleva la plataforma al fregadero y enjuaga las piezas con agua tibia.
11. Seque las piezas con aire comprimido o, si no dispone de él, déjelas secar al aire antes del poscurado.
Cuándo cambiar el limpiador de resina
El limpiador de resina se va saturando poco a poco de resina y pierde eficacia gradualmente. Utiliza un hidrómetro para medir la densidad y, cuando alcance 1,02, cambia el limpiador de resina. El proceso se detalla aquí
Para limpiar la unidad de lavado, asegúrese de que esté apagada y desconectada de la red eléctrica. Conecte un tubo adecuado a la válvula de drenaje y deje que el producto químico usado fluya hacia un recipiente adecuado para su eliminación, el cual deberá ser recogido por una empresa de gestión de residuos autorizada, de conformidad con la normativa local; consulte la ficha de datos de seguridad del producto de limpieza.
El diámetro interior de la válvula de drenaje es de 30 mm; los materiales recomendados para el tubo son EPDM, EPM y NR.
Una vez que haya drenado el disolvente, observará que el depósito tiene una inclinación en la base. Retire cualquier residuo acumulado en esta zona para desecharlo de forma segura. Si observa una acumulación de resina en las barras de aire, utilice una llave de 14 mm para aflojar las dos tuercas que fijan el conjunto al depósito. Retire el conjunto y límpielo a fondo; vuelva a montarlo siguiendo los pasos inversos, asegurándose de que los orificios queden orientados hacia abajo.
Después de la limpieza, asegúrese de que la válvula de drenaje esté cerrada antes de añadir disolvente nuevo a la unidad de lavado.
Puedes descargar el manual de usuario aquí.
Impresiones con poscurado
Todas las piezas impresas Liquid Crystal deberán someterse a un proceso de poscurado mediante luz ultravioleta y calor para que la resina se endurezca por completo y se obtengan las propiedades adecuadas del material. Photocentric utilizar el Photocentric M+ o el Cure L2.
Dimensiones externas Photocentric M+: 350 (ancho) x 270 (profundidad) x 260 (alto) mm. Admite piezas de hasta 160 mm de altura.
Photocentric L2

1. Interruptor de encendido/apagado
2. Ventilador interno
3. Unidad de temperatura
4. Ajuste de la temperatura
5. Controlador con temporizador
6. Ajuste del temporizador
7. Soporte de suspensión
8. Unidad de calefacción
9. Junta de la puerta
10. Luz trasera
11. Luz inferior
12. Estante de cristal

1. Interruptor de encendido/apagado
2. Ventilador interno
3. Unidad de temperatura
4. Ajuste de la temperatura
5. Controlador con temporizador
6. Ajuste del temporizador
7. Soporte de suspensión
8. Unidad de calefacción
9. Junta de la puerta
10. Luz trasera
11. Luz inferior
12. Estante de cristal
Configuración de Cure L2
Elija una ubicación adecuada para su Photocentric L2, dejando suficiente espacio (véase más abajo). Tiene unas dimensiones exteriores de 500 (ancho) x 350 (profundidad) x 550 (alto) mm y puede albergar piezas de hasta 220 mm de altura.

Las dimensiones se expresan en milímetros
Desembalaje del Cure L2
Retire el embalaje exterior y recíclelo. El Cure L2 pesa 64 kg (141 lb), por lo que debe levantarlo con un equipo adecuado o con suficientes personas (recomendamos cuatro). Deje espacio suficiente para abrir la puerta, trabajar y retirar cualquier posible obstáculo. Utilice guantes y siga las prácticas de seguridad para la manipulación de cargas. Utilice siempre Photocentric L2 en un área bien ventilada.
Requisitos de alimentación
Photocentric L2 requiere una toma de corriente con toma de tierra con una tensión de 110 V CA – 240 V CA y una frecuencia de 50 Hz – 60 Hz. Tiene un consumo eléctrico de 1000 W. Absorberá una corriente de 4 A cuando se conecte a una toma de 240 V CA, o de 9 A cuando se conecte a una toma de 100 V CA. Conecte Photocentric L2 a la toma de corriente utilizando el cable de alimentación suministrado. Enchufe siempre el cable de alimentación a la toma de corriente y a la unidad de curado antes de encender la alimentación en la toma de corriente. Del mismo modo, desconecte siempre la alimentación en la toma de corriente antes de desenchufar el cable de alimentación, ya sea de la unidad de curado o de la toma de corriente. La toma de alimentación de la unidad de curado se encuentra en la parte trasera de la máquina, en el lado derecho. El interruptor de encendido se encuentra en la parte delantera, arriba a la izquierda.
Operación Cure L2
La temperatura de la unidad viene preajustada de fábrica a 60 °C (que es también la temperatura máxima). Para ajustar la temperatura del programa de curado, pulse el botón «Set» del control de temperatura y, a continuación, utilice las flechas para seleccionar la temperatura deseada. Cuando haya terminado la selección, vuelva a pulsar el botón «Set». Una vez que se muestre la temperatura deseada, ajuste el tiempo.

Mantenga pulsado el botón «Set» del panel del controlador de tiempo y utilice las flechas para ajustar el tiempo deseado para el programa de curado. Consulte la ficha técnica de la resina para conocer el tiempo adecuado. Vuelva a pulsar el botón «Set» para confirmar la selección.
1. Encienda la unidad de curado con el botón de encendido situado en la parte superior izquierda de la máquina. Una vez encendida, se iluminará.
2. Ajuste el ciclo de curado deseado utilizando los controladores de tiempo y temperatura. Deje que la unidad de curado alcance la temperatura establecida antes de introducir las piezas (normalmente entre 5 y 15 minutos).
3. Una vez que las piezas y la plataforma se hayan lavado, aclarado y secado, trasládalas a la unidad de curado.
4. Abre la puerta de la unidad de curado utilizando el pestillo de seguridad situado en el lado derecho y coloca la plataforma de impresión en el soporte colgante.
5. Cierra la puerta y asegúrala con el pestillo de seguridad.
6. Mantenga pulsada la flecha «Arriba» del controlador de tiempo para iniciar el ciclo. La pantalla comenzará a parpadear. La unidad de curado no funcionará si la puerta está abierta.
7. Una vez finalizado el ciclo de curado, se oirá un pitido continuo. Apague la unidad de curado con el botón de encendido.
8. Abre la puerta de la impresora y, utilizando guantes resistentes al calor, retira la plataforma de impresión del soporte de sujeción. Según las recomendaciones de la ficha técnica de la resina, sumerge la plataforma en agua fría para realizar un choque térmico o deja que se enfríe antes de retirar las piezas manualmente.
Mantenimiento
Antes de realizar cualquiera de las siguientes tareas, asegúrese de que el aparato esté a temperatura ambiente y de que esté desconectado de la red eléctrica. Mantenga limpio el interior del aparato, especialmente el cristal que cubre las lámparas UV. Compruebe el estado de la junta de la puerta para garantizar la retención del calor. Compruebe que el cable de alimentación esté en buen estado. Asegúrese de que las rejillas de ventilación situadas en la parte superior del aparato no estén tapadas ni llenas de polvo.
Retirar piezas de la plataforma
Para retirar las piezas de la plataforma de impresión, Photocentric sumergir la plataforma caliente en agua fría (choque térmico) o retirar las piezas manualmente cortándolas o raspándolas. El método elegido dependerá de la compatibilidad de la resina, la accesibilidad de los soportes y la superficie de contacto de la pieza con la plataforma.
La plataforma de impresión estará caliente al tacto tras el proceso de curado. Es importante utilizar guantes resistentes al calor al retirar la plataforma de la unidad de curado.
- Choque térmico
1. Retira la plataforma de la unidad de curado y sumérgela inmediatamente en agua fría, solo hasta el nivel de las piezas. Es recomendable añadir hielo justo antes.
2. Las piezas se desprenderán de la plataforma de impresión o se podrán retirar fácilmente haciendo palanca.
- Eliminación manual
Si el tipo de resina no es compatible con los cambios bruscos de temperatura, utiliza cuchillas para retirar los soportes de la pieza. También puedes utilizar el rascador incluido para retirar los soportes de las patas. Rasca hacia abajo para evitar dañar las piezas.
Una vez retiradas las piezas de la plataforma de impresión, retira por completo los soportes de la pieza y limpia a fondo cualquier residuo de la plataforma.
Directrices de diseño
Si diseñas una pieza teniendo en cuenta cómo se imprimen las piezas en Opus, obtendrás piezas que funcionan mejor y disfrutarás de una impresión más satisfactoria. Estas son solo indicaciones de los límites dentro de los cuales debes diseñar.
Las geometrías específicas generan diferentes condiciones de fuerza en el momento del despegue. Opus está equipado con la tecnología patentada Blow-Peel y una lámina de baja adherencia que ofrecen una fiabilidad y un rendimiento de impresión excepcionales. Recomendamos minimizar la superficie por corte para evitar cambios bruscos y significativos en la superficie entre una capa y otra.
Las piezas curadas en la plataforma mantendrán una mayor precisión hasta el momento de retirar los soportes. Los materiales flexibles tienen una menor resistencia inicial y deben diseñarse para que sean más resistentes.
Todas las cifras dependen del tipo de resina: si la resistencia en estado fresco es alta, puedes reducir estos valores; si la flexibilidad es alta, debes aumentarlos. Puedes consultar los parámetros de diseño en la ficha técnica de la resina (TDS), aunque también hemos elaborado un resumen para ti aquí.
Si tiene alguna duda, no dude en preguntarnos; ofrecemos asesoramiento gratuito en materia de diseño a nuestros clientes.
Paredes de apoyo
Las paredes de apoyo están unidas a otras paredes y deben tener un grosor mínimo de 0,5 mm en el caso de resinas rígidas, duraderas o flexibles para evitar deformaciones. Añade 0,2 mm de grosor por cada 10 mm de aumento en el tamaño. Si 10 × 10 = 0,5, entonces 100 × 100 = 2,3 mm.
Paredes sin soporte
Las paredes sin soporte no están unidas a ningún otro elemento y deben tener un grosor mínimo de 0,5 mm si se utilizan resinas rígidas, duraderas o flexibles, para evitar que se deformen. Añade 0,25 mm de grosor por cada 10 mm de aumento en el tamaño. Si 10 × 10 = 0,5, entonces 100 × 100 = 2,75 mm.
Soportes y voladizos
Un saliente es cualquier parte de un modelo 3D que se extiende hacia fuera, ya sea en horizontal o en ángulo, sin el apoyo de las capas situadas debajo. Los salientes pueden plantear dificultades durante la impresión, ya que, sin un soporte adecuado, pueden combarse o romperse debido a la gravedad durante el proceso de impresión. Imprimir a 45° respecto a la horizontal reduce las fuerzas de elevación. Los voladizos que se extienden en ángulos inferiores a 45 grados respecto al eje vertical suelen ser más fáciles de imprimir sin soporte adicional; si superan los 100 mm de altura, se deben añadir soportes.
Características grabadas
Los detalles grabados son elementos rebajados en tu modelo. Se requiere una profundidad y una anchura mínimas de 0,8 mm. Deben tener suficiente profundidad y anchura para que no se fundan con el diseño circundante.
Puentes horizontales
Un puente horizontal es la distancia entre dos estructuras verticales. Si el puente mide más de 3 mm, podría romperse durante la impresión, o deformarse y despegarse de la plataforma.
Agujeros horizontales
Los orificios horizontales son aquellos cuyo eje es paralelo al plano XY. El diámetro mínimo de los orificios debe ser de 1 mm para las resinas rígidas o duraderas y de 3 mm para las resinas flexibles. Los orificios con un diámetro superior a 5 mm deben reforzarse para evitar que se deformen.
Agujeros verticales
Los orificios verticales son aquellos cuyo eje es paralelo al eje Z. El diámetro mínimo de los orificios es de 0,8 mm para las resinas rígidas y duraderas, y de 1 mm para las resinas flexibles, pero no deben tener una profundidad superior a 5 mm. Los orificios deben diseñarse con un margen de 0,15 a 0,2 mm.
Piezas de conexión y móviles
El espacio libre es la distancia necesaria entre dos piezas móviles de un modelo, por ejemplo, entre engranajes o articulaciones. Las piezas deben imprimirse por separado y ensamblarse tras el curado. Para resinas rígidas o duraderas, de 0,15 mm a 0,2 mm para un ajuste ceñido y 0,4 mm para un ajuste holgado; para resinas flexibles, de 0,5 mm a 1 mm para un ajuste ceñido y 2 mm si las piezas deben moverse hacia dentro y hacia fuera (esto puede variar en función de la forma y el grosor de la pieza).
Orificios de drenaje
Cuando un modelo es hueco, es fundamental añadir orificios de drenaje para permitir que la resina se escurra durante y después del proceso de impresión y evitar el efecto de abombamiento. Se recomienda un diámetro mínimo de 5 mm por orificio y un orificio por cada 16 centímetros cúbicos de la parte hueca.
Espesor máximo de la pared
El grosor de la pared del modelo debe limitarse a un máximo de 10 mm. Un grosor de pared excesivo puede provocar la formación de sedimentos. En ese caso, el tiempo de espera debe ajustarse manualmente a 15 segundos si la pieza no tiene un grosor superior a 50 mm, o a 30 segundos si el grosor de la pieza supera los 50 mm.
Espesor mínimo de la pared
En el caso de piezas rígidas o resistentes, el grosor mínimo de pared para las piezas huecas es de 2 mm, y para las flexibles, de 3 mm. Es necesario añadir relleno interno. Las piezas planas de gran tamaño pueden requerir la incorporación de nervaduras o celosías para evitar que se deformen.
Diámetro del pasador
Un pasador tiene una longitud superior al doble de su anchura. Con un grosor de 0,8 mm, se puede imprimir una altura de hasta 10 mm y se mantendrá recto. El diámetro mínimo del pasador para resinas rígidas o duraderas es de 0,5 mm; aumenta el grosor en 0,25 mm por cada 10 mm. Para resinas flexibles, es de 0,7 mm; aumenta el grosor en 0,35 mm por cada 10 mm.
Piezas de apoyo
Piezas de soporte y guía
La orientación y la estructura de soporte óptimas para una pieza dependen de varios factores, principalmente de su geometría, pero también del tipo de resina y de la superficie en la que se desee evitar marcas de soporte. En Photocentric hay disponibles directrices establecidas sobre cómo orientar y dar soporte a piezas de diversas geometrías.
Como Photocentric , tienes a tu disposición nuestro equipo de expertos en diseño para la fabricación aditiva, que te ayudará a optimizar tu proceso de fabricación.
Si desea optimizar su fabricación digital en serie, póngase en contacto con los expertos.
Mantenimiento de Opus
Mantenimiento general
La entrada de aire principal del sistema de refrigeración Liquid Crystal se encuentra en la base de la impresora. Con el tiempo, se acumulará polvo en el filtro de aire. Un exceso de polvo reducirá el flujo de aire y podría provocar que la impresora se sobrecaliente. Esto acabará activando el dispositivo de protección térmica y provocará un fallo en la impresión. La pantalla LCD también podría sufrir daños permanentes.
Limpia el filtro del ventilador al menos una vez al mes si la impresora se utiliza con regularidad. En el caso de impresoras que se utilizan constantemente o que se encuentran en entornos polvorientos, limpia el filtro del ventilador cada dos semanas. El filtro es magnético y se puede retirar de la placa base y sustituir sin necesidad de herramientas. Para acceder a él, tendrás que levantar la parte delantera de la máquina. Asegúrate siempre de que el depósito esté vacío y la cubierta cerrada antes de levantar o mover Liquid Crystal . Pide ayuda a otra persona y sigue las prácticas adecuadas para levantar peso. La impresora pesa 38 kg. Utiliza agua tibia con jabón para limpiar el filtro y vuelve a colocarlo una vez que se haya secado por completo.
Liquid Crystal funcionará correctamente siempre que se mantenga limpia en todo momento. Todo el material que se utilice junto con esta impresora, como botellas de resina, guantes, herramientas, etc., debe mantenerse limpio.
Renovación del revestimiento de la cuba de resina
En condiciones normales de funcionamiento, Photocentric sustituir la lámina del depósito de resina tras aproximadamente 20 impresiones. Debe sustituir la lámina inmediatamente si observa algún daño visible o signos de fuga de resina. La sustitución de la lámina del depósito llevará aproximadamente 40 minutos si se sigue el procedimiento correcto y se utilizan las herramientas adecuadas. Es importante limpiar a fondo el cuerpo del depósito para evitar que fragmentos de resina curada u otros contaminantes dañen la lámina recién colocada. Vea el vídeo a continuación para obtener instrucciones sobre cómo cambiar la lámina del depósito.
Necesitarás:
- Alfombrilla de silicona
- Papel de cocina
- Disolvente de limpieza (por ejemplo, alcohol isopropílico)
- Película Vat
- Llave Torx en forma de L T25
- Llave Torx en forma de L T10

Recalibración de la plataforma de impresión
La plataforma de impresión ha sido precalibrada en nuestra línea de producción siguiendo estrictos procedimientos de control de calidad. Esto garantiza que la superficie inferior de la plataforma de impresión quede paralela a la pantalla LCD. El depósito de resina también está calibrado para la plataforma de impresión, de modo que la película del depósito y la pantalla LCD estén en contacto una vez que la plataforma alcance el final de su movimiento hacia abajo. La plataforma y el depósito no deberían desalinearse mientras utilices Liquid Crystal . En el caso poco probable de que se produzca una desalineación, deberás restablecer la plataforma de la impresora y el depósito a sus posiciones correctas. Mira el vídeo a continuación para ver las instrucciones sobre cómo recalibrar la plataforma.
Necesitarás: una llave Torx en forma de L T25

Recalibración del depósito de resina
Asegúrate de que el depósito de resina esté completamente limpio y libre de residuos, y retíralo de la impresora. Mira el vídeo que aparece a continuación para ver las instrucciones sobre cómo recalibrar el depósito.

Ajuste de la cubierta de la impresora
Con el paso del tiempo, el uso repetido de la cubierta de impresión puede hacer que se afloje y pierda su capacidad de mantenerse erguida en posición abierta.
Para solucionar este problema, habrá que ajustar el soporte del cojinete del capó.
Aprieta el tornillo situado en el centro del soporte desde el exterior de la impresora utilizando la llave Torx en forma de L T25.
Apriete la tuerca desde el interior de la impresora con una llave de 10 mm.
Solución de problemas de Opus
Subir archivo
- No se reconoce el archivo del USB
Para cargar el archivo desde una memoria USB, esta debe estar formateada en FAT32, ya que es el único formato que detecta la impresora. No cargues el archivo desde un servidor; guárdalo directamente en tu ordenador. Asegúrate de que el cortafuegos esté desactivado, ya que podría impedir la conexión. Actualiza la página de la interfaz de usuario para comprobar que el archivo cargado aparece correctamente.
- Cambios en la dirección IP de la impresora
Comprueba que el router Wi-Fi no esté configurado con una IP dinámica, ya que, en ese caso, a la impresora se le asigna una nueva dirección IP cada vez. Intenta conectarte utilizando este método de transferencia de archivos en línea. Asegúrate de que la impresora y el ordenador estén conectados a la misma red desde la que vas a extraer el archivo, y de que el archivo esté guardado localmente en tu ordenador y no en un servidor.
Plataforma
- Recalibración de la plataforma
Si se produce algún fallo de impresión y el equipo Photocentric le recomienda recalibrar la plataforma, puede consultar cómo hacerlo en la sección «Mantenimiento de Opus». Le recomendamos encarecidamente que no recalibre la plataforma si no es necesario.
- La plataforma no se mueve
En la interfaz gráfica de usuario, pulse «Mantenimiento» y, a continuación, «Plataforma elevadora» para comprobar si el motor eleva la plataforma con normalidad. Si se oye un ruido de traqueteo y la plataforma no se eleva, póngase en contacto con photocentric.
Interfaz de usuario: la interfaz gráfica se bloquea
Comprueba el icono de la impresora situado en la esquina superior izquierda de la interfaz gráfica de usuario; debería aparecer en verde cuando la impresora esté activada. Si el icono es rojo, significa que la impresora está desactivada y no funcionará. Pulsa el icono de la impresora para activarla. Comprueba que la impresora esté utilizando el software y el firmware correctos, tanto en la placa de circuito impreso como en la Raspberry Pi.
Pantalla: no se muestra ninguna imagen
Si no se muestra ninguna imagen en la pantalla LCD, pulse «Mantenimiento» en la interfaz gráfica de usuario y, a continuación, «Pantalla 4K» para comprobar si la pantalla LCD muestra la imagen o no. Si no aparece el logotipo, póngase en contacto photocentric
Photocentric
- Clave de licencia perdida
Si has perdido la clave de licencia, visita nuestra página web aquí y adquiere el servicio de restablecimiento de la clave de licencia.
- Activación de la licencia de Studio en otro sistema
Para transferir la licencia de tu estudio a otro sistema, primero debes desactivar la licencia en tu sistema actual. Abre el software y ve a la pestaña «Ayuda». Selecciona la opción para eliminar la licencia del sistema actual. Esta acción desactivará la licencia en ese ordenador; para ello, es necesario disponer de una conexión a Internet activa.
Diagnóstico de defectos de impresión
Grietas
La razón principal por la que un modelo se agrieta es que tiene una alta densidad de relleno o de soportes internos. Recomendamos reforzar el archivo con soportes externos, vaciarlo y, a continuación, añadir el relleno. Podemos asesorarle sobre diversas estructuras de relleno, tanto geométricas como orgánicas, que permiten mantener la resistencia y minimizar la masa. Es importante no vaciar primero el modelo, ya que, de lo contrario, el software generará automáticamente soportes internos que interferirán con el relleno. Añada los orificios necesarios y asegúrese de que las estructuras complejas con entramado interno se laven a fondo, se enjuaguen y se dejen secar durante 4 horas antes de introducirlas en la unidad de curado.
Deformación
La deformación se debe a que las piezas no están bien sujetas o orientadas correctamente. Para evitar la deformación de piezas con una relación de aspecto elevada (por ejemplo, paneles grandes y delgados), utiliza el software VoxelDance Additive para garantizar una red de soporte en forma de celosía resistente y puntas de soporte muy finas que faciliten su retirada.
No se cumple con los requisitos de la plataforma
Comprueba que las piezas estén colocadas en la plataforma en el software. Comprueba que la plataforma esté lijada y que la superficie presente rugosidad. Comprueba que la resina esté caliente y que se haya seleccionado un tiempo de exposición suficiente. Comprueba que la plataforma esté correctamente posicionada en el punto de referencia.
Deslaminación o líneas en la pieza
Esto ocurre cuando las piezas no se adhieren a la plataforma o se deslaminan a mitad del proceso de impresión; las causas más comunes son:
- Las piezas no están en contacto con la plataforma
- La plataforma necesita un lijado
- Hay una fuga en el depósito
- Los errores en la preparación de los archivos provocan la omisión de líneas
- Modelo hueco sin orificios de drenaje
- Faltan soportes
- El sistema de desmoldeado por soplado no funciona correctamente
- La junta de la cuba no está bien colocada
- La cuba no está sujeta con las abrazaderas
- La plataforma de impresión no está alineada con la pantalla LCD; será necesario volver a calibrarla.
- Cliente que utiliza la placa base en Studio
Agujeros de alfiler
Un «agujero» o «corte» es un defecto de impresión en el que no se forma una pequeña zona de la pieza. Este hueco puede presentarse en forma de un pequeño agujero, un túnel que atraviesa la pieza o una hendidura que la corta. Si otras secciones de la pieza hubieran estado apoyadas directamente sobre el material que falta, es posible que esas secciones tampoco se hayan curado correctamente. Cualquiera de los siguientes factores, o una combinación de ellos, puede provocar un agujero o un corte en una impresión:
- Residuos en la superficie inferior de la cuba
- Un error en el archivo de impresión
- La contracción está haciendo que la pared se hunda en ese punto
Soplar o hacer ventosas
El efecto de ventosa o el abombamiento se producen cuando una parte hueca o convexa de una pieza actúa como una ventosa y atrapa aire durante la impresión. A medida que la plataforma de impresión se separa del depósito durante el proceso de desmoldeo, aumenta el espacio vacío dentro de la cavidad. Esto reduce la presión del aire en el interior de la cavidad, creando una diferencia de presión que empuja hacia dentro contra las paredes de la cavidad. Si las paredes son demasiado finas y no pueden soportar la presión, se deforman hacia dentro para equilibrar la presión.
El riesgo de que se produzcan abombamientos depende del tipo de resina, el tamaño de la copa, la forma del modelo y el grosor de la pared de la copa. Las copas pequeñas, o aquellas con paredes más gruesas, pueden imprimirse correctamente. Para evitarlo, añade un orificio de drenaje y orienta el modelo de manera que se minimicen los abombamientos.
Photocentric
La preparación de los modelos en Photocentric es uno de los pasos más importantes del proceso de impresión, por lo que merece la pena dedicar tiempo a comprender bien cómo colocar los soportes y orientar las piezas en tu impresora Magna. Ten en cuenta que este proceso puede diferir del de otras impresoras que hayas utilizado.
El uso de soportes optimizados y una orientación adecuada de las piezas es fundamental para fabricar piezas dentro de los límites de tolerancia, obtener un acabado superficial excelente y lograr tiempos de producción rápidos.
A la hora de orientar las piezas, ten en cuenta lo siguiente:
- centro de gravedad: este cambiará a medida que la geometría vaya variando durante la impresión.
- succión: evite el efecto de ventosa incorporando orificios de ventilación
- Fuerzas de desprendimiento: contrarresta cualquier fuerza de tracción hacia abajo inclinando la pieza para minimizar la superficie por capa, con el objetivo de lograr un aumento gradual de la superficie.
- Solo se necesitan soportes cuando hay un saliente o una superficie plana frente a la plataforma.
- Acabado superficial: coloca los soportes en las zonas donde el acabado superficial no sea importante y para reducir al mínimo el tiempo dedicado a retirar los soportes.
Normas generales sobre orientación y apoyo:
Para garantizar la precisión dimensional y compensar cualquier contracción, recomendamos aumentar el volumen del modelo en un 0,5 % en los tres ejes (xyz).
Hazlo antes de cortar o configúralo como valor predeterminado abriendo el perfil de resina que hayas elegido, selecciona la pestaña «Preprocesamiento de la pieza» y haz clic en «Escala de corrección de contracción XYZ» para cambiar los valores a 1,005 en los tres ejes (es decir, aumentando el volumen en un 0,5 %). Pulsa «Guardar»; así, cada vez que selecciones esta resina, el factor de escala se aplicará automáticamente.

Figura 1: Escala de corrección de la contracción
Modelos de posicionamiento
Colocar los modelos demasiado cerca unos de otros (por ejemplo, al imprimir varias copias del mismo modelo) afectará negativamente a la calidad de la superficie de las piezas y dificultará su limpieza. Además, puede complicar el posprocesamiento completo en la plataforma, ya que la luz no podrá llegar a todas las zonas de manera uniforme.
- Deja al menos 3 mm de separación entre las piezas. En el caso de las resinas negras, la distancia mínima entre los modelos debe ser de 5 mm.


Láminas complementarias
Cuando utilice soportes, eleve las piezas a una altura mínima de 10 mm por encima de la plataforma para permitir:
- Estructuras de soporte más complejas
- Retirada más sencilla de las piezas de la plataforma
- Se retiran más fácilmente los soportes de la pieza
- Al imprimir superficies grandes, aumenta la altura de los soportes a 20-30 mm.
Espesor mínimo de la pared
- para resinas rígidas, como High Tensile y Hard, ajústelo a 0,5 mm
- Para resinas flexibles, como Flexible, ajústalo a 2 mm
Diámetro mínimo de la punta de apoyo
- para todos los materiales rígidos es de 0,6 mm
- para todas las resinas flexibles es de 1,2 mm
Consejos y trucos para orientar modelos
Las piezas planas se imprimen mejor en posición vertical

Los modelos planos con grandes superficies no deben imprimirse en plano, directamente sobre la plataforma de impresión ni con soportes cortos. Las grandes superficies se adhieren demasiado a la plataforma y se dañan fácilmente al retirarlas. Además, el flujo de resina creará una superficie rugosa alrededor del modelo. Imprimir en plano o con soportes cortos puede provocar que el modelo se deforme debido a la contracción y requiere más tiempo para retirar el material de soporte.

Los modelos planos deben imprimirse en posición vertical. A continuación, el modelo puede colocarse directamente sobre la plataforma de impresión. Como alternativa, eleva el modelo 10 mm por encima de la plataforma de impresión y coloca soportes en la superficie inferior.
Esta orientación reduce al mínimo la superficie que requiere soportes. De este modo, el modelo tendrá un aspecto uniforme por ambos lados y se dedicará menos tiempo a retirar los soportes.
Imprime en un ángulo de 45 grados con respecto a los ejes x, y y z

Este modelo tendrá una superficie irregular en una de sus caras, ya que los píxeles se desplazan por ella. Esto se debe a que solo se ha orientado respecto al eje x.

Para conseguir un acabado superficial uniforme y evitar que aparezcan líneas de desplazamiento de píxeles en las superficies planas, gira el modelo 45 grados con respecto a los ejes x, y y z.
Cajas de ángulo a 45 grados con respecto a todos los ejes y con una distancia de 15 mm respecto a la plataforma

El mero hecho de orientar modelos planos de gran tamaño en uno o dos ejes provocará una deformación en las primeras capas debido a las fuerzas de desprendimiento y al cambio en el centro de gravedad.

Gire los modelos grandes planos o con forma de caja 45 grados respecto a los tres ejes y eleve el modelo 15 mm por encima de la plataforma.
Esta orientación da lugar a un aumento gradual de la superficie, lo que reduce el riesgo de deformación y de contracción anisotrópica en el modelo impreso.
Imprimir en vertical reduce la cantidad de soportes necesarios

Imprimir esta pieza en horizontal requeriría muchos soportes en la superficie inferior, lo que supondría más tiempo de preparación del archivo y de retirada de soportes en la fase de posprocesamiento. Además, la pieza podría deformarse si no se utilizan soportes internos.

Si colocas este tipo de modelo en posición vertical, necesitarás menos soportes. La impresión tardará más que en posición horizontal, pero ahorrarás en el posprocesado y el acabado de la superficie será mejor.

No imprimas formas tubulares en horizontal. El modelo se deformará y la cavidad interna pasará de ser circular a ovalada. Añadir soportes internos puede ayudar a evitar la deformación, aunque aumentará el tiempo dedicado a la preparación del archivo y al posprocesamiento.
Orientar este modelo en un ángulo de 45 grados requeriría muchos soportes y un procesamiento posterior adicional.

Sujete el tubo en posición vertical para obtener un mejor acabado superficial y una mayor precisión dimensional. Eleve el modelo al menos 10 mm por encima de la plataforma para evitar fallos debidos a las fuerzas de succión. Además, así será más fácil retirar las piezas de la plataforma.
Introducción a los soportes para elementos estructurales
1) Consejo de asistencia
2) Primer rayo
3) Junta superior multiplicadora
4) Poste
5) Pie

Configuración recomendada para los soportes en materiales duros, como «Alta resistencia», «Duro» o «Duradero»
Ajustes predeterminados y recomendados para la longitud de la primera viga y el diámetro de la unión.
En el «Modo de asistencia», haz clic en la pestaña «Generación de asistencia (Avanzado)».
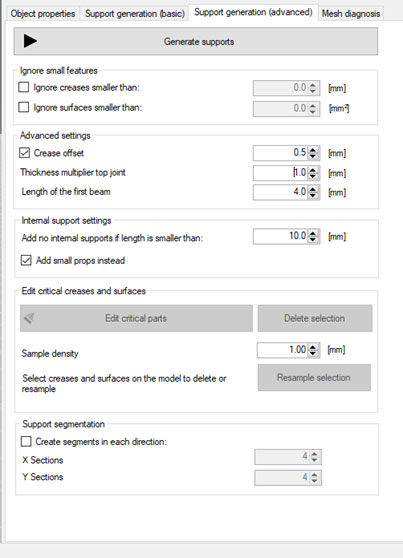
Haz clic para ampliar
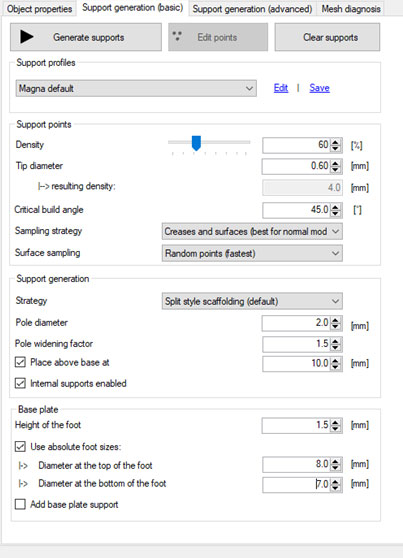
Configuración de soportes para modelos pequeños (hasta 100 mm de altura de impresión).
En el «Modo de asistencia», haz clic en la pestaña «Generación de asistencia (básica)».

Haz clic para ampliar
Soportes mínimos para modelos medianos (altura de impresión de hasta 200 mm).
En el «Modo de asistencia», haz clic en la pestaña «Generación de asistencia (básica)».

Haz clic para ampliar
Soportes mínimos para modelos de gran tamaño (hasta 250 mm de altura de impresión).
En el «Modo de asistencia», haz clic en la pestaña «Generación de asistencia (básica)».
Haz clic para ampliar
Soportes mínimos para modelos de gran tamaño
(hasta la altura máxima de construcción)
En el «Modo de asistencia», haz clic en la pestaña «Generación de asistencia (básica)».

Haz clic para ampliar
Dimensiones mínimas de los soportes internos.
Haz clic en «Configuración» en el menú «Archivo».
Haz doble clic enLiquid Crystal y, a continuación, en la pestaña «Soporte manual».

Haz clic para ampliar
Dimensiones mínimas de los soportes internos cuando la distancia entre dos paredes es superior a 50 mm.
Haz clic en «Configuración» en el menú «Archivo».
Haz doble clic enLiquid Crystal y, a continuación, en la pestaña «Soporte manual».

Haz clic para ampliar
Dimensiones mínimas de los soportes para árboles.
Haz clic en «Configuración» en el menú «Archivo».
Haz doble clic enLiquid Crystal y, a continuación, en la pestaña «Soporte manual».

Haz clic para ampliar
Dimensiones mínimas de los soportes individuales para modelos de hasta 100 mm de altura
Haz clic en «Configuración» en el menú «Archivo».
Haz doble clic enLiquid Crystal y, a continuación, en la pestaña «Soporte manual»

Haz clic para ampliar
Dimensiones mínimas de los soportes individuales para modelos de hasta 150 mm
Haz clic en «Configuración» en el menú «Archivo».
Haz doble clic enLiquid Crystal y, a continuación, en la pestaña «Soporte manual»

Haz clic para ampliar
Dimensiones mínimas de los soportes individuales para modelos de hasta 250 mm
Haz clic en «Configuración» en el menú «Archivo».
Haz doble clic enLiquid Crystal y, a continuación, en la pestaña «Soporte manual».

Haz clic para ampliar
Dimensiones mínimas de los soportes individuales para los modelos con altura máxima de impresión
Haz clic en «Configuración» en el menú «Archivo».
Haz doble clic enLiquid Crystal y, a continuación, en la pestaña «Soporte manual».

Haz clic para ampliar
Configuración recomendada de los soportes para materiales blandos como Flexible
Ajustes predeterminados y recomendados para la longitud de la primera viga y el diámetro de la unión.
En el «Modo de asistencia», haz clic en la pestaña «Generación de asistencia (Avanzado)».
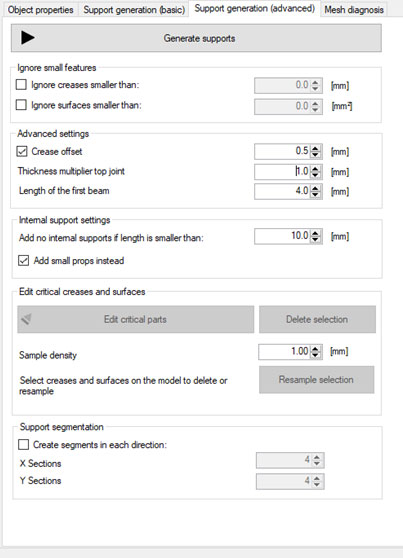
Haz clic para ampliar
Soportes mínimos para modelos pequeños (altura de impresión de hasta 100 mm).
En el «Modo de asistencia», haz clic en la pestaña «Generación de asistencia (básica)».

Haz clic para ampliar
Soportes mínimos para modelos medianos (altura de impresión de hasta 250 mm).
En el «Modo de asistencia», haz clic en la pestaña «Generación de asistencia (básica)».

Haz clic para ampliar
Soportes mínimos para modelos grandes (altura máxima de impresión)
En el «Modo de asistencia», haz clic en la pestaña «Generación de asistencia (básica)».

Haz clic para ampliar
Dimensiones mínimas de los soportes internos.
Haz clic en «Configuración» en el menú «Archivo».
Haz doble clic enLiquid Crystal y, a continuación, en la pestaña «Soporte manual».

Haz clic para ampliar
Consejos y trucos para crear estructuras de soporte
Haz clic en «Modo de asistencia» y selecciona la opción deseada.
![]()
Esto generará automáticamente los soportes.
Comprueba siempre visualmente que todas las zonas críticas estén bien sujetas.

Si hay áreas que requieren ayuda adicional, pulse
![]()
Cuando veas las zonas sin soporte, haz clic en las zonas que necesitan refuerzo para añadir soportes adicionales.
La distancia entre los soportes debe ser de 2-3 mm. A modo orientativo, el tamaño de la rejilla de la plataforma es de 5 x 5 mm.
Una vez que todas las áreas críticas estén cubiertas, pulsa ![]()


Los soportes automáticos no siempre añaden soportes en todas las zonas críticas. En esta foto, los soportes de la parte inferior solo se han añadido en un borde. Este modelo se romperá o se deformará en esta zona debido a la gravedad y a las fuerzas de desprendimiento.

Cuando utilices soportes automáticos, edita siempre el diseño para añadir más soportes según sea necesario. Los soportes deben ser lo suficientemente resistentes como para sostener el modelo y soportar la fuerza de la gravedad y las fuerzas de desprendimiento durante la impresión. Además, los soportes deben estar lo más cerca posible del borde del modelo.

En algunos casos, los soportes automáticos no son suficientes. En el ejemplo anterior, se deben añadir soportes manuales para reforzar los ángulos críticos y hacer que la estructura sea lo suficientemente resistente como para sostener la pieza. Si se imprime sin soportes adicionales, la pieza se romperá o se deformará durante la impresión.

Este es un ejemplo de una combinación optimizada de soportes automáticos y ajustes manuales. Todos los ángulos críticos están respaldados, los soportes están distribuidos de manera uniforme y presentan la densidad adecuada.


Si no se añaden soportes en ambos bordes, las primeras capas empezarán a deformarse, los bordes no quedarán bien definidos y la impresión podría fallar.

Las primeras capas son muy importantes. Los bordes en ángulo deben reforzarse por ambos lados para mantener un borde definido y nítido.

Si se coloca la pieza en posición vertical sobre la placa, ya sea directamente o sobre soportes, las primeras capas se deformarán y se producirá una deformación.

Si el tamaño y la forma del modelo lo permiten, colócalo en ángulo con respecto a todos los ejes.


Una distancia entre los puntales superior a 3 mm dará lugar a una superficie rugosa en las zonas con salientes. Las distancias superiores a 5 mm provocarán deformaciones y delaminación.

La distancia entre los soportes debe ser inferior a 2 mm y estar lo más cerca posible del borde.

Los soportes deben colocarse cerca del borde.

Si los soportes están demasiado lejos del borde, el modelo quedará irregular y deformado.

Sin refuerzos internos, los agujeros se deformarán y adoptarán una forma ovalada.

Para orificios redondos de más de 2 mm de diámetro, añada un soporte interno.

Los pies de apoyo inclinados hacia abajo, como se ha indicado anteriormente, serán más difíciles de quitar.

Si se añaden patas de apoyo inclinadas hacia arriba, tal y como se muestra, será más fácil retirar las piezas.


No imprimas modelos grandes en plano. Será muy difícil retirarlos de la plataforma y podrían romperse.
Si se imprime esta pieza tal y como se muestra, con superficies horizontales en voladizo, será necesario utilizar soportes internos para evitar que se deforme. Esto supondría un trabajo adicional de posprocesamiento y daría lugar a un acabado superficial deficiente.

Orienta este tipo de modelo en posición vertical sin soportes. El tiempo de impresión será mayor que si se orientara horizontalmente, pero la pieza requerirá menos tiempo de posprocesamiento y, por lo tanto, tendrá un mejor acabado superficial. Orienta las piezas con salientes internos de manera que requieran el mínimo de soportes internos. La mejor opción es alinear esta pieza con los salientes en posición vertical respecto a la placa de impresión, lo que proporciona el mejor acabado superficial en ambos lados.

Si los elementos sobresalen más de 1 mm y presentan ángulos agudos, añade soportes para mantener el borde bien definido.

Si los elementos sobresalen más de 2 mm y tienen ángulos redondeados, añade soportes para mantener la forma del borde.

Si los salientes miden menos de 2 mm y se sostienen por sí mismos a ambos lados, no es necesario añadir soportes en el centro.
Ahuecado
Photocentric ofrece la posibilidad de vaciar modelos de gran tamaño (siempre que la geometría del modelo y la aplicación lo permitan).
El vaciado reduce el consumo de resina y, por lo tanto, el coste de impresión. Además, reduce el peso, lo que puede contribuir a mejorar la calidad de impresión y la tasa de éxito.
El espesor mínimo de pared para la técnica de «fundición a la cera perdida» es de 0,5 mm, y para los modelos de prototipado de gran tamaño en general es de 2 mm.

Una vez finalizado el vaciado, recomendamos añadir una estructura de relleno para aumentar la rigidez de los modelos y reforzar los voladizos internos.
El diámetro mínimo de relleno es de 0,5 mm para las piezas de «fundición de precisión», con un tamaño de celda de 5 mm.
Los ajustes predeterminados son un diámetro de relleno de 1 mm y un tamaño de celda de 5 mm.

En «Vista transparente», puedes comprobar la estructura del relleno.
El vaciado y el relleno pueden ahorrar hasta un 80 % de resina sin que los modelos pierdan rigidez.
Los modelos huecos necesitan orificios de drenaje para reducir el efecto de succión durante la impresión.
Selecciona «Orificio de drenaje flexible» ![]() en el modo «Soporte».
en el modo «Soporte».
El diámetro mínimo del orificio de drenaje es de 4 mm.


Si los modelos huecos, como las botellas, no tienen orificios de drenaje, la presión interna puede romper la pared o crear líneas visibles en todo el modelo.

A los modelos huecos hay que añadirles orificios de drenaje. Los orificios de drenaje reducen el efecto de ventosa durante la impresión.
Ejemplo 1

Si orientas este modelo con un ángulo pronunciado, tal y como se muestra aquí, el tiempo de impresión será innecesariamente largo, habrá que utilizar más soportes, lo que aumentará el tiempo de posprocesamiento, y el acabado de la superficie será deficiente.

La mejor orientación para un modelo con forma de caja es levantar la pieza 10 mm de la placa, girarla alrededor de los tres ejes y apoyar bien la superficie inferior.

Ejemplo 2

Soportes generados automáticamente para la tapa de una funda de tableta.

Los bordes no están bien sujetos y se deformarán durante la impresión. Las primeras capas se torcerán y deformarán debido a las fuerzas de desprendimiento y a la falta de soportes.

La función de soporte automático solo reconoce los bordes exteriores como salientes y no genera soportes para las superficies internas, que siguen siendo zonas críticas.

Si se imprime este modelo en vertical, con la longitud o la anchura paralelas a la placa, se producirán deformaciones en las primeras capas. El saliente del borde superior también puede deformarse. Siempre que sea posible, sigue la regla de la construcción gradual, pasando poco a poco de una superficie más pequeña a una más grande.

Tras colocar los soportes automáticos, es necesario instalar soportes manuales en las superficies internas. Se deben añadir soportes adicionales, distribuidos uniformemente y que cubran todas las zonas internas.

Estructura de soporte optimizada tras los ajustes manuales.

Si dispones de espacio suficiente, te recomendamos que imprimas esta pieza en vertical, formando un ángulo de 45 grados con respecto a la plataforma.
El tiempo de impresión será mayor, pero el tiempo de posprocesamiento será menor, ya que las superficies internas son autoportantes. El acabado de la superficie también será mejor.
Asegúrate de que la pieza quede separada 10 mm de la placa.

Ejemplo 3

Esta orientación no es recomendable. Ahora todas las aletas sobresalen y necesitan un soporte (los soportes automáticos no serían suficientes). Esta orientación supondría más trabajo tanto para el soporte como para el acabado.

Ten en cuenta cómo minimizar los salientes al elegir la orientación de impresión. En este caso, las aletas del motor se mantienen intactas con un tiempo mínimo de posprocesamiento, ya que solo se necesitan soportes en un lado. También puedes añadir algunos soportes internos dentro del cilindro.

Para evitar deformaciones, imprima las superficies planas y delgadas en posición vertical. Si orienta este modelo a 45 grados, el cuerpo principal se imprimirá correctamente, pero las aletas se deformarán ligeramente, ya que no cuentan con el soporte suficiente para contrarrestar las fuerzas de desprendimiento y la gravedad.

Se trata de una combinación optimizada que combina el uso de soportes automáticos con una densidad del 5 % y ajustes manuales de los soportes.

Si se coloca en un ángulo de 45 grados, no es posible sujetar las aletas con la suficiente firmeza y, tras imprimir unos 2-3 mm, las aletas empezarán a deformarse.

Una visión general de dónde deben añadirse los consejos de asistencia manual.