Liquid Crystal -Ressourcenzentrum für Liquid Crystal
Inhalt
Erste Schritte mit Magna
Was Sie erhalten
Magna
Sie erhalten einen Magna-3D-Drucker, der sofort druckbereit ist, sowie das Zubehörpaket.

- Knopf für die Druckplattform – dient zum Befestigen und Lösen der Druckplattform am Arm.
- Druckplattform- eine Aluminiumbaugruppe mit folgenden Merkmalen:
- ResinGlide-Beschichtung für eine einfache Reinigung und zum Entfernen von überschüssigem Kunststoff.
- Aufgeraute Oberfläche der Druckplattform zur Verbesserung der Druckhaftung.
- Werkseitig vorkalibriert, um sicherzustellen, dass die Unterseite der Druckplattform eben und parallel zum LCD-Bildschirm ist.
- Austauschbare Druckplattformen, die zwischen Druckern ausgetauscht werden können, ohne dass eine Neukalibrierung oder eine Referenzfahrt erforderlich ist. Es wird empfohlen, einem Drucker zwei oder mehr Plattformen zuzuweisen.
- Harzbehälter- Enthält das für die Fertigstellung von Druckaufträgen erforderliche Harz und bietet folgende Eigenschaften:
- Ausgießer, um das Harz wieder in den Behälter zurückzugießen.
- Füllstandsanzeige zur Anzeige der Harzmenge im Behälter.
- Eine strapazierfähige Vat-Folie, die sich durch geringe Anhaftung beim Abziehen und präzise Druckergebnisse über eine lange Lebensdauer auszeichnet.
- Aus-/Reset-Taste – Sollte es zu einem Harzaustritt kommen, kann dieses in die Leckagesensoren des Behälters gelangen. Die Sensoren verhindern, dass das Harz das „Blow-Peel“-System beschädigt, indem sie die Ventile schließen und den Benutzer durch einen Alarm warnen. Eine Erläuterung des Reinigungsvorgangs nach einem Leck im Behälter finden Sie im Abschnitt „Wartung“.
- Ein-/Aus-Taste – schaltet das Magna ein und aus; kann im Notfall zum Unterbrechen der Stromversorgung verwendet werden.
- USB-Anschluss – überträgt die geschnittenen Dateien über den mitgelieferten USB-Stick oder einen beliebigen, nicht passwortgeschützten USB-Stick.
- Touchscreen-Benutzeroberfläche – Über die interaktive Benutzeroberfläche können Benutzer Magna steuern, anschließen und warten.
- LCD-Bildschirm – Ein 24-Zoll-4K-LCD-Bildschirm zeigt die Schichten der Druckdatei an und härtet die Harzschicht zwischen der Behälterfolie und der Druckplattform aus. Der Bildschirm ist mit einer durchsichtigen Schutzfolie abgedeckt.
- Türschalter und Verriegelung – Sicherheitsvorrichtung, die die Bewegung des Druckarms unterbricht, wenn die Tür während des Druckvorgangs geöffnet wird.

- Hebegriffe – Wenn Sie Magna an einen neuen Standort transportieren, können diese Hebegriffe verwendet werden. Weitere Informationen finden Sie in der Montageanleitung.
- Absauganschluss – zum Anschluss des Magna an eine externe Absaugvorrichtung, falls erforderlich. Weitere Informationen finden Sie in der Magna-Installationsanleitung.
- Stromanschluss – Diese Steckdose wurde sorgfältig ausgewählt, um einen sicheren und zuverlässigen Stromanschluss zu gewährleisten.
- USB-Anschluss für WLAN-Dongle – zum Anschließen des mitgelieferten WLAN-Dongles, um die WLAN-Erkennung von Magna zu verbessern und die Verbindung zu einem sicheren lokalen WLAN-Netzwerk herzustellen.
- RJ45-/Ethernet-Netzwerkanschluss – Magna lässt sich sicher an ein LAN oder ein RJ45-Netzwerk anschließen.
Zubehörbox

| 1) 1 x Netzkabel | 7) 1 x Pozi2-Schraubendreher | 13) 12 x Wattestäbchen mit Schaumstoffspitze | 19) 20 kleine Behälterverschlüsse – zum Erneuern der Behälterfolie |
| 2) 1 x 32 GB USB-Stick | 8) 5 x Papierharzfilter | 14) 4 x Pipette | 20) 20 große Behälterverschlüsse – zum Erneuern der Behälterfolie |
| 3) 1 x WLAN-Dongle | 9) 1 x Trichter | 15) 1 x Blow-Peel-Dichtung | 21) 2 kg hartes schwarzes und 2 kg weißes Dentalmodell-Harz |
| 4) 1 x Absaugstutzen 100 mm | 10) 2 Paar Handschuhe | 16) 2 x Tankdichtungen | |
| 5) 1 x Schaber | 11) 1 x Reinigungswerkzeug für den Tank | 17) 2 x Vat-Film | |
| 6) 1 x Pozi1-Schraubendreher | 12) 1 x weicher Spatel | 18) 1 x Reinigungsmatte aus Schaumstoff für den Tank |
Zubehörbox

1) 1 x Netzkabel
2) 1 x 32-GB-USB-Stick
3) 1 x WLAN-Dongle
4) 1 x Absaugstutzen 100 mm
5) 1 x Schaber
6) 1 x Pozi1-Schraubendreher
7) 1 x Pozi2-Schraubendreher
8) 5 x Papierharzfilter
9) 1 x Trichter
10) 2 x Paar Handschuhe
11) 1 x Reinigungswerkzeug für den Bottich
12) 1 x weicher Spatel
13) 12 x Tupfer mit Schaumstoffspitze
14) 4 x Pipette
15) 1 x Blow-Peel-Dichtung
16) 2 x Wannen-Dichtungen
17) 2 x Wannenfolie
18) 1 x Wannen-Reinigungsschaummatte
19) 20 x kleine Wannenschrauben – zum Erneuern der Wannenfolie
20) 20 x große Wannenschrauben – zum Erneuern der Wannenfolie
21) 2 kg Hart-Schwarz & 2 kg Dentalmodell-Weiß-Harz
Vorbereitungen vor der Lieferung Ihres Druckers
Umgebungslicht
Betreiben Sie Ihren Drucker in einer Umgebung mit gedämpfter Beleuchtung. Vermeiden Sie stets direkte Sonneneinstrahlung. Idealerweise sollte rote Beleuchtung verwendet werden, da diese keine Wechselwirkung mit dem Harz eingeht. Es wird empfohlen, das Harz in einer Umgebung mit gedämpfter Beleuchtung und fern von direkter Sonneneinstrahlung zu handhaben. Die Betriebstemperatur sollte konstant sein und idealerweise zwischen 20 und 25 °C liegen.
Raum/Ort
Liquid Crystal wiegt 110 kg. Achten Sie bei der Auswahl eines geeigneten Standorts für Ihre Liquid Crystal darauf, dass der Platz dem Gewicht entspricht und genügend Zugangsfläche vorhanden ist (siehe Abbildung 3 und Abbildung 4). Sofern nicht anders angegeben, sind alle Maße in Millimetern angegeben. Berücksichtigen Sie die Ergonomie bei der Bedienung der Maschine.

Gewinnung
Liquid Crystal verfügt auf der Rückseite über einen Auslassanschluss mit einer Abdeckplatte. Die Abdeckplatte ist mit vier Schrauben befestigt (Abbildung 9). Im Zubehörkarton ist ein 100-mm-Auslassstutzen enthalten. Dieser kann an der Rückseite des Geräts angebracht werden, wenn die Abdeckplatte entfernt wird. Verwenden Sie die vier Schrauben erneut, um den Auslassstutzen zu befestigen. Auf diese Weise können Sie einen 4-Zoll-Luftkanal an den Drucker anschließen.
Eine Absaugung wird empfohlen, wenn Magna in einem geschlossenen oder schlecht belüfteten Raum betrieben wird. In den meisten Fällen sollte dies jedoch nicht erforderlich sein. Die Dämpfe, die beim Druckvorgang entstehen, sind zwar nicht gesundheitsschädlich, können jedoch unangenehm riechen. Das Luftvolumen im Inneren des Druckers beträgt etwa 320 Liter (0,32 m³). Es sollten maximal 2 Luftwechsel pro Minute verwendet werden. Dies entspricht einem Durchfluss von 640 Litern pro Minute oder 38 m³ pro Stunde. Die Verwendung eines höheren Durchflusses führt zu einer übermäßigen Abkühlung des Harzes, was die Druckleistung beeinträchtigen kann. Außerdem erhöht sich dadurch der Geräuschpegel und es kann Staub in den Drucker gesaugt werden. In Fällen, in denen ein höherer Absaugdurchfluss verwendet werden muss, können die meisten Dämpfe innerhalb weniger Minuten aus dem Magna entfernt werden. Schalten Sie nach Abschluss jedes Druckvorgangs die Absaugung für kurze Zeit ein, bevor Sie die Druckertür öffnen.
Photocentric BOFA-Absauganlagen zum Anschluss an den Liquid Crystal und die Air Wash L-Station. Für weitere Informationen klicken Sie hier.
Leistung
Liquid Crystal benötigt eine geerdete Netzstromversorgung mit einer Spannung von 100 VAC – 240 VAC und einer Frequenz von 50 Hz – 60 Hz. Die Spitzenleistungsaufnahme beträgt 1300 W, die durchschnittliche Leistungsaufnahme 500 W. Bei Anschluss an eine 240-VAC-Stromversorgung zieht das Gerät einen Strom von 7,0 A, bei Anschluss an eine 100-VAC-Stromversorgung 13,5 A. Schließen Sie Liquid Crystal nur mit dem mitgelieferten Netzkabel an die Steckdose an. Die Netzbuchse des Druckers befindet sich auf der Rückseite des Geräts auf der rechten Seite (Abbildung 10). Stecken Sie das Netzkabel immer zuerst in die Steckdose und dann in den Drucker, bevor Sie den Drucker an der Steckdose einschalten. Schalten Sie den Drucker ebenfalls immer erst an der Steckdose aus, bevor Sie das Netzkabel entweder vom Drucker oder aus der Steckdose ziehen. Der Netzschalter befindet sich an der Vorderseite des Geräts auf der rechten Seite (Abbildung 11). Schalten Sie den Drucker im Notfall durch Drücken des Netzschalters aus.

Konnektivität
- Liquid Crystal verfügt auf der Rückseite über einen USB-Anschluss und eine RJ45-Netzwerkbuchse.
- Stecken Sie einen WLAN-Dongle (im Lieferumfang enthalten) in den USB-Anschluss, wenn Sie über eine WLAN-Verbindung auf Ihren Drucker zugreifen möchten.
- Stecken Sie ein Netzwerkkabel (z. B. CAT6) in die RJ45-Buchse, wenn Sie über eine kabelgebundene Netzwerkverbindung auf Ihren Drucker zugreifen möchten.
- Über den USB-Anschluss an der Vorderseite des Druckers können Sie Druckdateien über einen USB-Stick laden.

Mindestanforderungen an das System
- Windows 7, 8 oder 10.
- Mindestens 2,0 GHz Prozessortakt; 2 Kerne empfohlen, 4 Kerne.
- Eine GPU, die OpenGL Version 3.0 oder höher unterstützt. Wir empfehlen die Verwendung einer GPU, die mindestens die Spezifikationen der NVIDIA GTX 1050 erfüllt.
- .NET Framework Version 4.0
- 64-Bit-System: mindestens 2 GB RAM, empfohlen werden 4 GB.
- 32-Bit-System: mindestens 1 GB RAM, empfohlen werden 2 GB.
Sie können die Software unter macOS ausführen, indem Sie eine virtuelle Maschine verwenden, auf der Windows installiert ist.
Magna installieren
Magna auspacken
Bewahren Sie die Kiste für den späteren Gebrauch auf.



Heben LC Magna
Wir empfehlen, für den Transport Ihres Liquid Crystal einen Gabelstapler oder einen Hubwagen zu verwenden. Heben Sie den Drucker an der Vorder- oder Rückseite an, nicht an der Seite. Stellen Sie den Abstand zwischen den Gabeln so ein, dass beide Gabeln zwischen die Füße passen. Achten Sie darauf, dass die Gabeln vor dem Anheben vollständig unter den Drucker greifen, damit das Gewicht auf die tragenden Teile des Druckergehäuses verteilt wird.


Ein unsachgemäßes Anheben des Magna kann zu schweren Schäden an der Maschine führen. Wenn der Drucker mit einem Gabelstapler über eine längere Strecke transportiert wird, muss er mit Spanngurten an den Gabeln befestigt werden, um zu verhindern, dass er sich auf den Gabeln bewegt oder hin- und herwackelt. Zum Schutz des Druckers vor Beschädigungen durch die Gabeln können Stücke einer Gummimatte verwendet werden.
Alternativ können Sie Liquid Crystal mit einer Winde oder einem Hebezeug anheben. Stellen Sie sicher, dass die verwendeten Geräte für die Last ausgelegt sind. Entfernen Sie die Tür des Druckers, indem Sie die Scharniere ausrasten (Abbildung 7). Stützen Sie das Gewicht der Tür stets ab. Dies ist eine Aufgabe für zwei Personen. Entfernen Sie die beiden rechteckigen Abdeckungen auf der Rückseite des Geräts (Abbildung 8). Zwei Hebegurte können von vorne nach hinten durch das Gerät geführt werden. Befestigen Sie beide Enden jedes Gurtes am Hebehaken. Stellen Sie sicher, dass die Gurte für das sichere Tragen der Last ausgelegt sind. Beachten Sie, dass sich die Gurte beim Anheben des Geräts verschieben können. Zum Schutz des Druckers vor Beschädigungen durch die Gurte können Schaumstoff- oder Kartonstücke verwendet werden. Wenn der Drucker auf einem mobilen Hebezeug transportiert wird, halten Sie ihn stets ruhig und unter Kontrolle.
Falls Liquid Crystal manuell angehoben werden muss, sind vier Personen erforderlich. Entfernen Sie die Tür und die Abdeckungen wie oben beschrieben. Dadurch stehen an den oberen Ecken des Druckers vier sichere Haltegriffe zur Verfügung. Es ist auch möglich, das Gerät am Sockel anzuheben. Am sichersten ist es wahrscheinlich, das Gerät in zwei Schritten anzuheben. Verwenden Sie einen niedrigen Tisch oder einen Stapel Paletten, um eine stabile Fläche in mittlerer Höhe zu schaffen. Tragen Sie Sicherheitshandschuhe mit griffiger Oberfläche, um ein Abrutschen zu verhindern. Stellen Sie sicher, dass alle Beteiligten mit dem Gewicht zurechtkommen. Befolgen Sie die richtigen Sicherheitsvorschriften für das Anheben. Wenn Sie den Drucker am Boden anheben, halten Sie ihn stets waagerecht und stabil.


Druckereinrichtung
Ihr Drucker steht nun an einem geeigneten Ort und ist bereit für die Einrichtung. Die Netzbuchse befindet sich auf der Rückseite des Geräts auf der rechten Seite. Schließen Sie den Magna ausschließlich mit dem mitgelieferten Netzkabel an das Stromnetz an. Stecken Sie das Netzkabel immer zuerst in die Steckdose und dann in den Drucker, bevor Sie ihn über den Netzschalter an der Vorderseite einschalten (siehe Abbildung unten). Schalten Sie den Drucker ebenfalls immer erst an der Vorderseite aus, bevor Sie das Netzkabel abziehen.
Sobald Magna an die Stromversorgung angeschlossen ist, müssen die Schaumstoffblöcke, die den Bildschirm während des Transports schützen, vor dem Drucken entfernt werden.
1. Schließen Sie die Druckertür.
2. Wählen Sie auf der Hauptseite der Benutzeroberfläche die Option „Warten“ aus.
3. Wählen Sie „Lift Platform“ aus und warten Sie, bis der Druckerarm seine Ausgangsposition erreicht hat.
4. Sobald der Transportvorgang abgeschlossen ist, öffnen Sie die Druckertür und entfernen Sie die Schaumstoffblöcke.
5. Entfernen Sie die Schutzfolie vom GUI-Bildschirm.
Der Drucker ist nun betriebsbereit.
Die Benutzeroberfläche
Die Liquid Crystal GUI ist die Hauptsteuerung, über die Benutzer den Drucker bedienen, verwalten und an ein Netzwerk anschließen können.
Die Seite „Main“ bietet Zugriff auf verschiedene Menüs. Von allen anderen Menüs aus kann man zur Seite „Main“ zurückkehren.
Unter „Print Files“ werden die auf dem Drucker gespeicherten Dateien angezeigt, die hochgeladen wurden und zum Drucken bereitstehen.
„Maintain“ bietet alle Funktionen zur Wartung des Druckers.
Installation von Photocentric
Im Lieferumfang Ihres Magna ist ein USB-Stick mit 32 GB enthalten, auf dem sich die Lizenznummer für Photocentric befindet. Damit können Sie eine unbefristete Lizenz für bis zu zwei PCs aktivieren. Photocentric kann hier heruntergeladen werden .
1. Entpacken Sie den ZIP-Ordner Photocentric und führen Sie die MSI-Datei aus. Falls Windows Defender die Installation blockiert, klicken Sie einfach auf „Weitere Informationen“ und anschließend auf „Trotzdem ausführen“, um den Installationsvorgang zu starten. Der Installationsassistent wird daraufhin auf Ihrem Bildschirm angezeigt. Um mit der Installation fortzufahren, klicken Sie einfach auf „Weiter“.
2. Wählen Sie nun den Speicherort für die Installation aus. Wenn Sie den Speicherort ändern möchten, klicken Sie einfach auf „Durchsuchen“ und wählen Sie einen neuen Speicherort Ihrer Wahl aus. Sobald Sie den Speicherort ausgewählt haben, klicken Sie auf „Weiter“, um die Installation der Software zu starten.
3. Die Installation ist nun abgeschlossen. Klicken Sie auf „Schließen“ und Sie können die Software nun öffnen.
4. Beim Starten der Software erscheint ein Feld zur Eingabe Ihrer Lizenznummer, die Sie auf dem USB-Stick im Umschlag der Beilagebox finden. Klicken Sie auf dieses Feld und geben Sie die Ihnen mitgelieferte Lizenznummer wie abgebildet in das Feld ein.

Die Software verfügt über eine 30-tägige Testversion. Wenn Sie die Testversion nutzen möchten, bevor Sie Ihre Lizenz aktivieren, klicken Sie einfach auf „Testphase fortsetzen“.
Erstellen von CRS-Dateien für LC Magna .2
Um die Crystalliser-Software für LC Magna voll nutzen zu können, müssen Sie den PFP-Konverter für Photocentric herunterladen. Damit können Sie Ihre CWS-Dateien in CRS-Profile konvertieren.
Bitte befolgen Sie die hier aufgeführten Anweisungen. Stellen Sie außerdem sicher, dass Sie die neueste Version von Crystalliser installiert haben.
Verbindung zu einem Netzwerk herstellen
Magna kann an ein Netzwerk angeschlossen werden, um das Hochladen und Löschen von Druckdateien zu vereinfachen und laufende Druckaufträge aus der Ferne zu überwachen.
Sobald Ihr Liquid Crystal eingeschaltet ist, schließen Sie das Ethernet-Kabel oder den WLAN-Dongle an, um eine Netzwerkverbindung herzustellen. Dies ermöglicht das Hochladen von Druckdateien und die Fernüberwachung. Diese Anleitung dient als Leitfaden für die Einrichtung der Verbindung und das Hochladen einer Druckdatei auf verschiedene Arten.
Verbindung zu einem Netzwerk über Ethernet
- Schalten Sie Magna über den Netzschalter an der Vorderseite ein. Stecken Sie ein Ethernet-Kabel in die dafür vorgesehene Buchse an der Rückseite des Druckers. Sobald das Ethernet-Kabel angeschlossen ist, wird die IP-Adresse in der oberen linken Ecke der Hauptseite angezeigt.
- Geben Sie die IP-Adresse des Druckers in die Suchleiste ein.
Verbindung zu einem Netzwerk über WLAN herstellen
1. Stecken Sie den WLAN-Dongle in den USB-Anschluss auf der Rückseite des Druckers.
2. Wählen Sie auf dem Bildschirm „Hauptmenü“ die Option „Netzwerk“ aus.
3. Wählen Sie das gewünschte Netzwerk aus der Liste aus.
4. Wählen Sie „Verbinden“.
5. Wählen Sie „Passwort“.
6. Geben Sie das Passwort für dieses Netzwerk über die Bildschirmtastatur ein. Die Passwortzeichen können angezeigt werden, indem Sie auf das Schloss-Symbol rechts neben dem Textfeld klicken.
7. Wählen Sie „Verbinden“ und warten Sie, bis die Verbindung hergestellt ist.
8. Wählen Sie „Hauptmenü“.
9. Das WLAN-Symbol oben links auf der Hauptseite sollte nun grün sein. Die IP-Adresse sollte daneben angezeigt werden.
Online-Dateiübertragung
1. Stellen Sie eine Verbindung zu einem Netzwerk her. Weitere Informationen finden Sie im Abschnitt „Verbindung zu einem Netzwerk über WLAN herstellen“.
2. Öffnen Sie einen Webbrowser auf Ihrem PC.
3. Geben Sie die IP-Adresse des Druckers in die Suchleiste ein.
4. Wählen Sie oben auf dem Bildschirm unter den Registerkarten „Druckvorlagen“ aus.
5. Wählen Sie „Hochladen“.
6. Wählen Sie „Datei auswählen“ und suchen Sie die Druckdatei auf Ihrem PC; der Name der Datei wird rechts neben der Schaltfläche „Datei auswählen“ angezeigt.
7. Wählen Sie „Datei hochladen“ – daraufhin erscheint ein Fortschrittsbalken.
8. Nach Abschluss des Vorgangs wird die Liste „Druckvorlagen“ aktualisiert und um die neue Datei ergänzt.
9. Wechseln Sie im Magna-GUI-Fenster zum Hauptbildschirm und wählen Sie „Dateien drucken“
Der Fortschritt der Druckaufträge kann im Bereich „Druckaufträge“ der Seite verfolgt werden. Um Dateien zu löschen, gehen Sie oben auf der Seite auf die Registerkarte „Druckvorlagen“, wählen Sie die entsprechende Datei aus und klicken Sie auf „Entfernen“.
Verbindung über USB
Liquid Crystal verfügt auf der Rückseite über einen USB-Anschluss und eine RJ45-Netzwerkbuchse. So übertragen Sie eine Druckdatei auf den Magna.
1. Der USB-Stick muss im FAT32-Format formatiert werden; kopieren Sie anschließend die Datei auf den USB-Stick.
2. Stecken Sie den mitgelieferten WLAN-Dongle in den USB-Anschluss.
3. Wählen Sie auf der Seite „Hauptseite“ die Option „Dateien drucken“ aus.
4. Wählen Sie „Aktualisieren“; die neue Druckdatei sollte nach wenigen Sekunden angezeigt werden.
HTTP-Upload
Sobald die Datei in Photocentric vorbereitet und in Schichten zerlegt wurde, kann sie direkt aus der Software auf den Drucker hochgeladen werden, sofern eine Netzwerkverbindung zum Drucker besteht.
1. Wählen Sie im Menü „Slice“ in der Symbolleiste die Option „HTTP-Upload auf Gerät“.
2. Geben Sie die IP-Adresse des Druckers im folgenden Format ein: http://xxx.xxx.xx.xxx:9091/services/printables/uploadPrintableFile/
3. Klicken Sie auf „Auswählen“, um die geslicte Datei vom Speicherort auszuwählen, und klicken Sie anschließend auf „Auf den Rechner hochladen“.
4. Klicken Sie auf der Seite „Druckdateien“ des Druckers auf „Aktualisieren“, um die hochgeladene Datei anzuzeigen.
5. Sie können online auf die Druckdatei und den Fortschritt zugreifen, indem Sie die IP-Adresse in die Suchleiste Ihres Browsers eingeben.
Verbindung zu einem Netzwerk herstellen
Magna kann an ein Netzwerk angeschlossen werden, um das Hochladen und Löschen von Druckdateien zu vereinfachen und laufende Druckaufträge aus der Ferne zu überwachen.
Sobald Ihr Liquid Crystal eingeschaltet ist, schließen Sie das Ethernet-Kabel oder den WLAN-Dongle an, um eine Netzwerkverbindung herzustellen. Dies ermöglicht das Hochladen von Druckdateien und die Fernüberwachung. Diese Anleitung dient als Leitfaden für die Einrichtung der Verbindung und das Hochladen einer Druckdatei auf verschiedene Arten.
Verbindung zu einem Netzwerk über Ethernet
- Schalten Sie Magna über den Netzschalter an der Vorderseite ein. Stecken Sie ein Ethernet-Kabel in die dafür vorgesehene Buchse an der Rückseite des Druckers. Sobald das Ethernet-Kabel angeschlossen ist, wird die IP-Adresse in der oberen linken Ecke der Hauptseite angezeigt.
- Geben Sie die IP-Adresse des Druckers in die Suchleiste ein.
Verbindung zu einem Netzwerk über WLAN herstellen
1. Stecken Sie den WLAN-Dongle in den USB-Anschluss auf der Rückseite des Druckers.
2. Wählen Sie auf dem Bildschirm „Hauptmenü“ die Option „Netzwerk“ aus.
3. Wählen Sie das gewünschte Netzwerk aus der Liste aus.
4. Wählen Sie „Verbinden“.
5. Wählen Sie „Passwort“.
6. Geben Sie das Passwort für dieses Netzwerk über die Bildschirmtastatur ein. Die Passwortzeichen können angezeigt werden, indem Sie auf das Schloss-Symbol rechts neben dem Textfeld klicken.
7. Wählen Sie „Verbinden“ und warten Sie, bis die Verbindung hergestellt ist.
8. Wählen Sie „Hauptmenü“.
9. Das WLAN-Symbol oben links auf der Hauptseite sollte nun grün sein. Die IP-Adresse sollte daneben angezeigt werden.
Online-Dateiübertragung
1. Stellen Sie eine Verbindung zu einem Netzwerk her. Weitere Informationen finden Sie im Abschnitt „Verbindung zu einem Netzwerk über WLAN herstellen“.
2. Öffnen Sie einen Webbrowser auf Ihrem PC.
3. Geben Sie die IP-Adresse des Druckers in die Suchleiste ein.
4. Wählen Sie oben auf dem Bildschirm unter den Registerkarten „Druckvorlagen“ aus.
5. Wählen Sie „Hochladen“.
6. Wählen Sie „Datei auswählen“ und suchen Sie die Druckdatei auf Ihrem PC; der Name der Datei wird rechts neben der Schaltfläche „Datei auswählen“ angezeigt.
7. Wählen Sie „Datei hochladen“ – daraufhin erscheint ein Fortschrittsbalken.
8. Nach Abschluss des Vorgangs wird die Liste „Druckvorlagen“ aktualisiert und um die neue Datei ergänzt.
9. Wechseln Sie im Magna-GUI-Fenster zum Hauptbildschirm und wählen Sie „Dateien drucken“
Der Fortschritt der Druckaufträge kann im Bereich „Druckaufträge“ der Seite verfolgt werden. Um Dateien zu löschen, gehen Sie oben auf der Seite auf die Registerkarte „Druckvorlagen“, wählen Sie die entsprechende Datei aus und klicken Sie auf „Entfernen“.
Verbindung über USB
Liquid Crystal verfügt auf der Rückseite über einen USB-Anschluss und eine RJ45-Netzwerkbuchse. So übertragen Sie eine Druckdatei auf den Magna.
1. Der USB-Stick muss im FAT32-Format formatiert werden; kopieren Sie anschließend die Datei auf den USB-Stick.
2. Stecken Sie den mitgelieferten WLAN-Dongle in den USB-Anschluss.
3. Wählen Sie auf der Seite „Hauptseite“ die Option „Dateien drucken“ aus.
4. Wählen Sie „Aktualisieren“; die neue Druckdatei sollte nach wenigen Sekunden angezeigt werden.
HTTP-Upload
Sobald die Datei in Photocentric vorbereitet und in Schichten zerlegt wurde, kann sie direkt aus der Software auf den Drucker hochgeladen werden, sofern eine Netzwerkverbindung zum Drucker besteht.
1. Wählen Sie im Menü „Slice“ in der Symbolleiste die Option „HTTP-Upload auf Gerät“.
2. Geben Sie die IP-Adresse des Druckers im folgenden Format ein: http://xxx.xxx.xx.xxx:9091/services/printables/uploadPrintableFile/
3. Klicken Sie auf „Auswählen“, um die geslicte Datei vom Speicherort auszuwählen, und klicken Sie anschließend auf „Auf den Rechner hochladen“.
4. Klicken Sie auf der Seite „Druckdateien“ des Druckers auf „Aktualisieren“, um die hochgeladene Datei anzuzeigen.
5. Sie können online auf die Druckdatei und den Fortschritt zugreifen, indem Sie die IP-Adresse in die Suchleiste Ihres Browsers eingeben.
Zertifizierung und Garantie
Für Liquid Crystal gilt eine Garantie von 12 Monaten. Hier finden Sie unsere Magna-Geschäftsbedingungen
Drucken mit Magna
Sicherheitshinweise
Beachten Sie die PSA-Vorschriften, die im Sicherheitsdatenblatt des von Ihnen verwendeten Harzes aufgeführt sind. Wir empfehlen, beim Kontakt mit flüssigem Harz stets Handschuhe zu tragen und einen Laborkittel anzuziehen. Tragen Sie eine Schutzbrille, wenn Spritzer zu erwarten sind. Alle Harze wirken reizend und können zu Sensibilisierungen führen; minimieren Sie daher den Kontakt mit ihnen. Sollten Sie Harz auf Ihre Haut verschütten, waschen Sie die betroffene Stelle sofort mit Wasser und Seife ab. Wir achten sehr darauf, nur Rohstoffe auszuwählen, die sicher in der Anwendung sind. Dies ist ein wichtiger Unterschied zwischen den Produkten, die wir über Jahrzehnte hinweg auf der Grundlage unserer Erfahrung in der Rezepturentwicklung und der praktischen Anwendung in unseren Druckfarmen entwickelt haben. Oft weisen verschiedene Rohstoffe zwar die gleichen Warnhinweise im Sicherheitsdatenblatt auf, haben jedoch sehr unterschiedliche Auswirkungen auf den Menschen hinsichtlich der Entstehung von Reizungen. Wir kümmern uns um unsere Nutzer ebenso wie um unsere Mitarbeiter. Wir wissen, was gut funktioniert und gleichzeitig sicher in der Anwendung ist.
Verantwortung des Nutzers
Die Anwender müssen sicherstellen, dass die mit LC Magna hergestellten Teile LC Magna den vorgesehenen Verwendungszweckgeeignet und sichersind. Photocentric Gewähr Photocentric die Eignung der Produkte für bestimmte Verwendungszwecke, insbesondere wenn mechanische, thermische, chemische oder behördliche Anforderungen entscheidend sind.
Es liegt in Ihrer Verantwortung zu prüfen, ob die additive Fertigung – und LC Magna – für Ihre Anwendung geeignet ist. Dazu gehört auch, die Leistungsfähigkeit, Haltbarkeit und Konformität jedes Bauteils vor dessen Inbetriebnahme eigenständig zu überprüfen. Photocentric jede Haftung für Schäden, Verletzungen oder Verluste Photocentric , die durch unsachgemäßen Gebrauch oder unsachgemäße Anwendung der Geräte oder Materialien entstehen. Photocentric Garantie für die Produktionsgeschwindigkeit, Erfolgsquote oder Genauigkeit Ihrer Bauteile.
Photopolymerharz
Photocentric offene Drucksysteme Photocentric . Andere Hersteller, wie beispielsweise BASF, produzieren Harze für Magna. Wir empfehlen Ihnen, mit Daylight-Harzen zu drucken, da diese speziell für die Aushärtung mit 460-nm-Licht entwickelt wurden. UV-Harze härten bei einer Wellenlänge von 460 nm nicht so gut aus.
1. Wählen Sie das gewünschte Harzprofil aus dem Material-Dropdown-Menü aus und klicken Sie auf „Übernehmen“.
2. Notieren Sie sich die für den Druck benötigte Harzmenge aus dem Werkzeugfeld.
3. Teilen Sie die Datei in Teile auf und speichern Sie diese an einem bestimmten Ort auf Ihrem PC.
4. Laden Sie die Datei über USB oder per Webtransfer auf Ihr Magna hoch.
5. Vor dem Drucken ist es wichtig, das Harz zu erwärmen und zu schütteln, um sicherzustellen, dass Pigmente und andere Bestandteile gleichmäßig verteilt sind. Nehmen Sie die gewünschte Harzflasche zur Hand und lösen Sie den Verschluss, damit Luft in die Flasche gelangen kann. Erwärmen Sie das Harz gemäß den Angaben im technischen Datenblatt (TDS). Sobald das Harz ausreichend erwärmt ist, verschließen Sie die Flasche wieder fest und schütteln Sie das Harz im Behälter 2 Minuten lang.
6. Füllen Sie zusätzlich zu den 1,5 l Mindestfüllmenge des Harzbehälters die in Photocentric angegebene erforderliche Harzmenge ein.
7. Schließen Sie die Druckertür. Das Symbol in der oberen rechten Ecke der Benutzeroberfläche sollte eine grüne, geschlossene Tür anzeigen, sobald der Schalter betätigt wurde.
8. Wählen Sie auf dem Bildschirm „Hauptbildschirm“ die Option „Dateien drucken“ aus.
9. Wählen Sie die gewünschte Datei aus und klicken Sie auf „Drucken“. Öffnen Sie während des Druckvorgangs nicht die Druckertür.
Überprüfen Sie Ihren Drucker vor dem Drucken
1. Vergewissern Sie sich, dass die LCD-Displayschutzfolie, die Druckplattform, der Harzbehälter und die Blow-Peel-Dichtung in gutem Zustand und ordnungsgemäß installiert sind.
2. Stellen Sie sicher, dass Ihr Magna auf einer stabilen, ebenen Fläche steht, auf der es während des Druckvorgangs keinen Bewegungen oder Vibrationen ausgesetzt ist.
Aufstellen des Bottichs
1. Stellen Sie sicher, dass der Harzbehälter sauber und trocken ist.
2. Überprüfen Sie die Badfolie auf Anzeichen von Beschädigungen oder Verschleiß. Sollten Sie Zweifel hinsichtlich des Zustands der Badfolie haben, lesen Sie bitte unseren Abschnitt zur Wartung bezüglich des Austauschs der Badfolie hier.
3. Wenn Harz in einen der vier Harzsensoren gelangt, ertönt ein kontinuierlicher Piepton. Eine Anleitung zur Reinigung der LCD-Displayschutzfolie und der Harzsensoren finden Sie hier.
4. Stellen Sie sicher, dass die Blow-Peel-Dichtung richtig sitzt, bündig mit dem Sieb abschließt und die Blow-Peel-Öffnungen nicht verdeckt. Stellen Sie den Behälter direkt auf die Blow-Peel-Dichtung und schließen Sie die 4 Klemmen am Behälter, um ihn fest zu befestigen.
5. Klicken Sie auf dem Bildschirm „Wartung“ auf „Pumpe“ und befolgen Sie die Anweisungen auf dem Bildschirm, um zu überprüfen, ob Blow-Peel ordnungsgemäß funktioniert.
Beladen der Plattform
Es gibt zwei verschiedene Plattformtypen: Standard (für den normalen Gebrauch) und geschlitzt (für Zahnbögen). Bei der Standard-Druckplattform weist der Boden der Drucke ein Muster aus Löchern auf. Für einige zahnmedizinische Anwendungen müssen diese Abdrücke entfernt werden, weshalb eine geschlitzte Plattform vorzuziehen ist. Die Druckkräfte sind erhöht, da der Harzfluss bei diesem Plattformtyp stärker eingeschränkt ist.
- Stellen Sie sicher, dass die Druckplattform vollständig sauber und trocken ist. Die Oberfläche sollte eine gewisse Rauheit aufweisen, damit das Material gut haftet; diese lässt sich durch Abreiben mit feinkörnigem Schleifpapier verbessern.
- Setzen Sie die Druckplattform auf den Druckarm und ziehen Sie den Knopf im Uhrzeigersinn fest an. Drücken Sie auf beide Seiten, um sicherzustellen, dass sie fest sitzt.
Druck starten
Öffnen Sie Photocentric und wählen Sie im Dropdown-Menü „Geräteprofil“ die Option LC MagnaLC Magna .LC Magna .LC Magna Fast Printing“ aus (die Option „Fast Printing“ funktioniert nur bei bestimmten Anwendungen und Harzen).
Wählen Sie auf dem Hauptbildschirm die Option „Dateien drucken“.
Wählen Sie die gewünschte Datei aus und klicken Sie auf „Drucken“ – Magna startet dann den Druckvorgang.
Während des Druckvorgangs werden auf dem Touchscreen folgende Informationen angezeigt:
- Verstrichene Zeit
- Verbleibende Zeit
- Gesamtzeit
- Fortschrittsbalken und Bild drucken
Wenn Ihr Drucker mit Ihrem Netzwerk verbunden ist (siehe „Verbindung mit einem Netzwerk herstellen“), können Sie den Druckfortschritt über Ihren Webbrowser verfolgen.
Magna muss während des Druckvorgangs weder überwacht noch beaufsichtigt werden. Wenn man den fertigen Druck im Drucker belässt, kann überschüssiges Harz zurück in den Behälter tropfen.
Liquid Crystal erfordert während des Druckvorgangs keine Überwachung oder Beaufsichtigung; Sie müssen nicht anwesend sein, wenn der Druckvorgang kurz vor dem Abschluss steht.
Wenn man einen fertigen Druck eine Weile im Drucker belässt, kann überschüssiges Harz zurück in den Behälter tropfen.
Wenn Sie bereit sind, den Druck zu reinigen, öffnen Sie die Klappe. Weitere Anweisungen finden Sie im Abschnitt „Drucke reinigen“.
Druckaufträge anhalten
Unterbrechen Sie den Druckvorgang nur, wenn es unbedingt notwendig ist. Halten Sie den Druckvorgang nur für kurze Zeit an, um zu verhindern, dass die Temperatur im Druckbehälter sinkt, und entfernen Sie während dieser Zeit weder die Druckplattform noch den Druckbehälter.
Sobald die Optionen zum Abbrechen und Fortsetzen angezeigt werden, kann die Tür geöffnet werden.
Warten Sie, bis die Belichtung der Schicht abgeschlossen ist. Sobald der Druckvorgang angehalten wurde, haben Sie die Möglichkeit, den Druck abzubrechen oder fortzusetzen.
Druckaufträge abbrechen
Sobald die aktuelle Schicht fertiggestellt ist, wird der Druckvorgang beendet und der Druckarm kehrt in seine Ausgangsposition zurück. Warten Sie, bis alle Bewegungen vollständig zum Stillstand gekommen sind, bevor Sie die Tür des Druckers öffnen.
Vorbereitung für den nächsten Druck
Reinigung des Bottichs
Nach dem Druck sollte das Harz aus dem Druckbehälter entfernt werden, um sicherzustellen, dass sich vor dem nächsten Druck keine ausgehärteten Harzreste darin befinden, oder falls Sie für den Druck zu einem anderen Harz wechseln möchten.
1. Nehmen Sie die Harzflasche aus dem vorherigen Druckvorgang, entfernen Sie den Verschluss und setzen Sie den Trichter und einen Filter in den Flaschenhals ein.
2. Nehmen Sie den Behälter mit dem Harz vorsichtig aus dem Drucker.
3. Neigen Sie den Behälter in Richtung der Ecke mit dem Ausguss und gießen Sie das Harz durch den Filter zurück in die Flasche. Achten Sie darauf, dass der Filter nicht überläuft.
4. Sobald der größte Teil des Harzes eingefüllt ist, schieben Sie das restliche Harz mit dem Reinigungswerkzeug (Rakel) in die Ecke des Behälters.
5. Entfernen Sie eventuelle Harztropfen an der Außenseite des Behälters mit einem Papiertuch.
6. Stellen Sie den Bottich auf eine geeignete, saubere und ebene Fläche (z. B. eine Schaumstoffmatte zur Bottichreinigung).
7. Nehmen Sie ein Papiertuch, um die letzten Harzreste im Behälter aufzusaugen.
8. Tragen Sie eine kleine Menge Isopropylalkohol auf ein Papiertuch auf, um den Film und die Wände des Behälters zu reinigen, und lassen Sie diese anschließend gründlich trocknen.
9. Prüfen Sie, ob noch Fragmente von ausgehärtetem Harz auf der Folie des Behälters zurückbleiben, und entfernen Sie diese vorsichtig mit dem mitgelieferten weichen Spachtel.
10. Reinigen Sie die Außenseite des Behälters abschließend und überprüfen Sie die Folie auf Anzeichen von Beschädigungen oder Verschleiß. Das Drucken mit einem beschädigten Behälter führt zu Druckfehlern und Undichtigkeiten und kann den Drucker dauerhaft beschädigen. Wenn Sie die Behälterfolie austauschen müssen, finden Sie hier eine Anleitung. Wir empfehlen, die Behälterfolie nach 20 Drucken zu wechseln. Hier finden Sie eine Liste der empfohlenen Wartungsmaßnahmen.
11. Überprüfen Sie die Magna-Displayschutzfolie auf Anzeichen von Harzverschmutzungen oder Beschädigungen.
12. Bewahren Sie den Harzbehälter im Drucker auf, wenn er nicht in Gebrauch ist.
Videos zum Austausch der Vat-Folie und des Displayschutzes sowie zu empfohlenen Wartungsmaßnahmen finden Sie hier
Reinigung der Plattform
Nachdem die gedruckten Teile entfernt wurden, muss die Druckplattform vor der nächsten Verwendung unbedingt gründlich gereinigt werden.
1. Sollten auf der Druckplattform Reste Photocentric oder von Harz zurückbleiben, entfernen Sie diese mit IPA und einem Papiertuch.
2. Ausgehärtetes Harz sollte mit dem mitgelieferten Schaber von der Plattform entfernt werden.
3. Wenn Sie Grate oder Unebenheiten auf der Plattform feststellen, müssen Sie die Unterseite der Plattform abschleifen. Schleifen Sie dabei vorsichtig und mit feiner Körnung, um zu vermeiden, dass sich die Form der Plattform gegenüber dem Bildschirm verändert. Wischen Sie die Oberfläche anschließend mit Isopropylalkohol und einem Papiertuch ab.
4. Stellen Sie sicher, dass die Öffnungen in der Plattform nicht durch ausgehärtetes Harz verstopft sind, da dies zukünftige Drucke beeinträchtigen würde.
5. Entfernen Sie, sofern möglich, lose Rückstände mit Druckluft von der Druckplattform, um zu vermeiden, dass die Folie für zukünftige Drucke beschädigt wird.
6. Wenn die Plattform nicht gebraucht wird, sollte sie im Drucker aufbewahrt werden.
Reinigung von Drucken
Um Harzrückstände von gedruckten Teilen und Druckbetten zu entfernen, reinigen Sie das Druckbett in einem Photocentric Wash L.
Informationen zur Einrichtung und Verwendung des Air Wash L finden Sie hier.
1. Lösen Sie die Plattform, indem Sie den Knopf gegen den Uhrzeigersinn drehen.
2. Fassen Sie die Griffe der Druckplattform fest an und ziehen Sie sie vorsichtig zu sich hin, um sie zu entfernen. Nachdem Sie die Druckplattform aus dem Drucker genommen haben, ist es hilfreich, sie über den Harzbehälter zu neigen und dort zu halten, damit das überschüssige Harz ablaufen kann. Wenn Sie einen fertigen Druck zu Ihrem Air Wash L tragen, verwenden Sie ein Papiertuch oder eine geeignete Schale, um eventuelle Tropfen aufzufangen.
Behandeln Sie gedruckte Teile vor der Nachbelichtung mit Sorgfalt, da sie empfindlicher sind, und vermeiden Sie unnötige Lichteinwirkung.
Es wird davon abgeraten, die gedruckten Teile vor der Reinigung und der Nachhärtung von der Plattform zu nehmen. Werden sie entfernt, kann dies die Maßgenauigkeit der Teile beeinträchtigen.
3. Setzen Sie die Plattform mithilfe der speziell dafür vorgesehenen Halterung in den Air Wash L ein.
4. In der Regel lassen sich die Teile mit dem Photocentric Cleaner 30 innerhalb von 10 Minuten reinigen. Bei einigen Harzen kann dies schneller gehen; Richtlinien zu den empfohlenen Waschzykluszeiten finden Sie im technischen Datenblatt (TDS) Photocentric .
5. Spülen Sie den Druck nach dem Waschen mit warmem Wasser ab, um überschüssiges Harz und Lösungsmittel zu entfernen.
6. Photocentric empfiehlt Photocentric , die Teile gründlich mit Druckluft zu trocknen. Alternativ können Sie die gespülten Teile vor der Nachhärtung trocknen lassen.
Nachhärten von Drucken
Mit Liquid Crystal hergestellte Teile müssen mittels UV-Licht und Wärme nachgehärtet werden, um die gewünschten Materialeigenschaften vollständig zu erreichen und eine berührungstrockene Oberfläche zu erhalten. Photocentric die Verwendung des Photocentric L2.
Für Informationen zur Einrichtung und Verwendung des Cure L2 klicken Sie bitte hier.
1. Schalten Sie den Cure L2 über den Netzschalter an der Vorderseite ein.
2. Stellen Sie die gewünschte Zeit ein. Hinweise zu den empfohlenen Aushärtungszeiten finden Sie hier im technischen Datenblatt (TDS) des Harzes.
3. Stellen Sie die gewünschte Temperatur ein und warten Sie, bis der Cure L2 die gewünschte Temperatur erreicht hat.
4. Setzen Sie die Druckplattform mit den Teilen nach unten in den Cure L2 ein und achten Sie darauf, dass die Griffe in die Halterung einrasten.
5. Halten Sie die „Start“-Taste (Pfeil nach oben) gedrückt. Der Timer gibt einen Signalton ab, sobald die Zeit abgelaufen ist.
6. Nehmen Sie die Plattform aus dem Cure L2 heraus.
Teile von der Plattform entfernen
Um Teile von der Druckplattform zu entfernen, Photocentric , die heiße Druckplattform in kaltes Wasser zu tauchen (Thermoschock) oder die Teile manuell durch Schneiden oder Abkratzen zu entfernen. Die Wahl der Methode hängt von der Kompatibilität des Harzes, der Zugänglichkeit der Stützstrukturen und der Kontaktfläche des Teils zur Plattform ab.
Die Druckplattform ist nach dem Aushärtungsprozess heiß. Es ist wichtig, hitzebeständige Handschuhe zu tragen, wenn Sie die Plattform aus der Aushärtungseinheit nehmen.
- Temperaturwechselprüfung
1. Nehmen Sie die Druckplattform aus der Aushärtungseinheit heraus und tauchen Sie sie sofort bis auf Höhe der Teile in kaltes Wasser. Es ist hilfreich, kurz zuvor etwas Eis hinzuzufügen.
2. Die Teile lösen sich von der Druckplattform oder lassen sich leicht abhebeln.
- Manuelles Entfernen
Falls der Harztyp nicht für Temperaturwechselbeanspruchung geeignet ist, entfernen Sie die Stützstrukturen mit einem Cutter vom Bauteil. Alternativ können Sie die Stützstrukturen an den Füßen mit dem mitgelieferten Schaber entfernen. Schaben Sie dabei nach unten, um eine Beschädigung der Bauteile zu vermeiden.
Nachdem die Teile von der Druckplattform entfernt wurden, entfernen Sie die Stützstrukturen vollständig vom Teil und säubern Sie die Plattform gründlich von allen Rückständen.
Gestaltungsrichtlinien
Konstruktionsspezifikation
Wenn Sie ein Bauteil unter Berücksichtigung der Druckbedingungen bei Magna entwerfen, erhalten Sie besser funktionierende Bauteile und profitieren von erfolgreicheren Druckergebnissen. Dies sind lediglich Hinweise darauf, innerhalb welcher Grenzen Sie beim Entwurf bleiben sollten.
Unterschiedliche Geometrien führen zu unterschiedlichen Kraftverhältnissen beim Abheben. Magna ist mit der patentierten Blow-Peel-Technologie und einer Folie mit geringer Haftung ausgestattet, die für unglaubliche Zuverlässigkeit und Druckleistung sorgen. Wir empfehlen, die Oberfläche pro Schicht so gering wie möglich zu halten, um plötzliche, erhebliche Änderungen der Oberfläche von einer Schicht zur nächsten zu vermeiden.
Auf der Plattform ausgehärtete Teile behalten ihre Genauigkeit bis zum Entfernen der Stützstrukturen bei. Flexible Materialien weisen eine geringere Anfangsfestigkeit auf und müssen daher so konstruiert werden, dass sie stabiler sind.
Alle Werte sind vom jeweiligen Harz abhängig: Bei hoher Grünfestigkeit können Sie diese Einstellungen verringern, bei hoher Flexibilität müssen Sie sie erhöhen. Die Konstruktionsparameter finden Sie im technischen Datenblatt (TDS) des jeweiligen Harzes; außerdem haben wir hier eine Übersicht für Sie zusammengestellt.
Wenn Sie Fragen haben, wenden Sie sich bitte an uns – wir bieten unseren Kunden kostenlose Beratung bei der Gestaltung an.
Stützwände
Stützende Wände sind mit anderen Wänden verbunden und sollten bei starren, haltbaren oder flexiblen Harzen eine Mindestdicke von 0,5 mm aufweisen, um ein Verziehen zu vermeiden. Rechnen Sie für jede Vergrößerung um 10 mm eine zusätzliche Dicke von 0,2 mm hinzu. Wenn 10 × 10 = 0,5 mm, dann gilt für 100 × 100 = 2,3 mm
Nicht tragende Wände
Freistehende Wände sind nicht mit anderen Teilen verbunden und sollten bei starren, haltbaren oder flexiblen Harzen mindestens 0,5 mm dick sein, um ein Verziehen zu vermeiden. Rechnen Sie für jede Vergrößerung um 10 mm eine zusätzliche Dicke von 0,25 mm hinzu. Wenn 10 × 10 = 0,5 mm, dann beträgt die Dicke bei 100 × 100 mm 2,75 mm.
Stützen und Auskragungen
Ein Überhang bezeichnet jeden Teil eines 3D-Modells, der horizontal oder schräg nach außen ragt und nicht von den darunterliegenden Schichten gestützt wird. Überhänge können beim Drucken Probleme bereiten, da sie ohne ausreichende Stütze während des Druckvorgangs aufgrund der Schwerkraft durchhängen oder brechen können. Das Drucken in einem Winkel von 45° zur Horizontalen reduziert die Auftriebskräfte. Überhänge, die in einem Winkel von weniger als 45 Grad zur vertikalen Achse abstehen, lassen sich in der Regel leichter ohne zusätzliche Stützen drucken; sind sie jedoch höher als 100 mm, sollten Stützen hinzugefügt werden.
Gravierte Elemente
Gravierte Details sind vertiefte Elemente auf Ihrem Modell. Es ist eine Mindesttiefe und -breite von 0,8 mm erforderlich. Die Vertiefung muss sowohl tief als auch breit genug sein, damit sie nicht mit dem umgebenden Design verschmilzt.
Horizontale Brücken
Eine horizontale Brücke ist der Abstand zwischen zwei vertikalen Strukturen. Ist die Brücke länger als 3 mm, kann sie während des Druckvorgangs brechen oder sich verziehen und von der Druckplatte abheben.
Horizontale Bohrungen
Horizontale Bohrungen sind solche, deren Achse parallel zur XY-Ebene verläuft. Der Mindestbohrungsdurchmesser sollte bei starren oder langlebigen Kunststoffen 1 mm und bei flexiblen Kunststoffen 3 mm betragen. Bohrungen mit einem Durchmesser von mehr als 5 mm müssen verstärkt werden, um ein Ausleiern zu verhindern.
Senkrechte Bohrungen
Vertikale Bohrungen sind Bohrungen, deren Achse parallel zur Z-Achse verläuft. Der Mindestbohrungsdurchmesser beträgt 0,8 mm für starre und haltbare Kunststoffe sowie 1 mm für flexible Kunststoffe, darf jedoch nicht tiefer als 5 mm sein. Die Bohrungen sollten um 0,15 bis 0,2 mm größer ausgelegt werden.
Verbindungs- und bewegliche Teile
Der Abstand ist der erforderliche Abstand zwischen zwei beweglichen Teilen eines Modells, beispielsweise zwischen Zahnrädern oder Gelenken. Die Teile sollten separat gedruckt und nach dem Aushärten zusammengesetzt werden. Bei starren oder haltbaren Harzen 0,15 mm bis 0,2 mm für einen festen Sitz und 0,4 mm für einen lockeren Sitz; bei flexiblen Harzen 0,5 mm bis 1 mm für einen festen Sitz und 2 mm, wenn sich Teile hinein- und herausbewegen müssen (dies kann je nach Form und Dicke des Teils variieren).
Ablauflöcher
Wenn ein Modell hohl ist, ist das Anbringen von Abflusslöchern unerlässlich, damit das Harz während und nach dem Druckvorgang abfließen kann und sich keine Wölbungen bilden. Es wird ein Mindestdurchmesser von 5 mm sowie ein Loch pro 16 Kubikzentimeter Hohlraum empfohlen.
Maximale Wandstärke
Die Wandstärke des Modells sollte auf maximal 10 mm begrenzt werden. Große Wandstärken können zu Schlammbildung führen. In diesem Fall muss die Wartezeit manuell auf 15 Sekunden eingestellt werden, wenn das Teil nicht dicker als 50 mm ist, bzw. auf 30 Sekunden, wenn das Teil dicker als 50 mm ist.
Mindestwandstärke
Bei starren oder haltbaren Teilen beträgt die Mindestwandstärke für Hohlkörper 2 mm, bei flexiblen Teilen 3 mm. Eine Innenfüllung ist erforderlich. Bei großen, flachen Teilen müssen unter Umständen Rippen oder Gitter hinzugefügt werden, um ein Verziehen zu vermeiden.
Stiftdurchmesser
Ein Stift muss länger sein als das Doppelte seiner Breite. Bei einer Dicke von 0,8 mm können Sie eine Höhe von bis zu 10 mm drucken, wobei der Stift gerade bleibt. Der Mindestdurchmesser für Stifte aus starren oder strapazierfähigen Harzen beträgt 0,5 mm; erhöhen Sie die Dicke um 0,25 mm pro 10 mm. Bei flexiblen Harzen beträgt er 0,7 mm; erhöhen Sie die Dicke um 0,35 mm pro 10 mm.
So gestalten Sie für DuraGlide-Tankfolie:
Die DuraGlide-Folie ist dicker als 100-Mikrometer-FEP, weist jedoch die gleiche Bedruckbarkeit auf wie 100-Mikrometer-FEP.
Industrieteile
Aufgrund der verbesserten Ablöseeigenschaften weisen große Teile im Vergleich zum Druck mit 100-Mikrometer-FEP eine insgesamt höhere Scan-Genauigkeit auf. Aufgrund der größeren Dicke können feine Strukturen und Details etwas markanter und in ihren Abmessungen um etwa 120 bis 150 Mikrometer größer ausfallen.
Wenn Sie Teile mit Passflächen drucken, passen Sie die Abmessungen im CAD wie folgt an:
- Maße entlang der x-Achse:
- Stecker – um 300 Mikrometer kürzen
- Weiblich – Zunahme um 300 Mikrometer
- Maß auf der y-Achse:
- Stecker – um 300 Mikrometer kürzen
- Weiblich – Zunahme um 300 Mikrometer
- Die Radien der Stifte werden um 150 Mikrometer verringert
- Der Radius der Bohrungen vergrößert sich um 150 Mikrometer
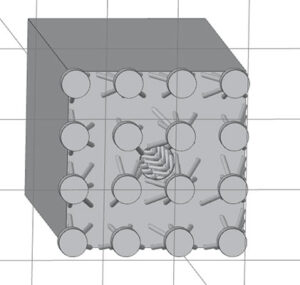
Dieses Beispiel erläutert die Anpassungen. Wir haben die Merkmale einer Testgeometrie gemäß den Konstruktionsrichtlinien angepasst (Abbildung 5). Anschließend haben wir mit Durable DL110H – Schwarz auf Magna mit DuraGlide-Bettfolie gedruckt (Tabelle 1).


Tabelle 1. Änderungen der Testgeometrieabmessungen und Ergebnisse

For dental model printing for aligners, if the required scanned data accuracy is 80%<100um or less then we do not recommend using DuraGlide vat film.
Zubehörteile
Stütz- und Führungselemente
Die optimale Ausrichtung und Stützstruktur eines Teils wird von mehreren Faktoren beeinflusst, in erster Linie von seiner Geometrie, aber auch von der Art des Harzes und davon, auf welcher Oberfläche keine Stützspuren zurückbleiben sollen. In Photocentric stehen bewährte Richtlinien zur Verfügung, wie Teile mit unterschiedlichen Geometrien ausgerichtet und gestützt werden sollten.
Als Photocentric steht Ihnen unser Team aus Experten für „Design for Additive Manufacture“ zur Verfügung, um Sie bei der Optimierung Ihres Fertigungsprozesses zu unterstützen.
Wenn Sie Ihre digitale Serienfertigung optimieren möchten, wenden Sie sich an die Experten.
Wartung von Magna
Wartungsplan
Aufgabe |
Häufigkeit |
Anleitung |
| Überprüfen Sie die Folie im Behälter, solange sich noch Harz darin befindet (mit einem Rakel) | Nach jedem Druck | |
| Filterharz | Nach jedem zweiten Druck | Video ansehen > |
| Den Behälterfilm reinigen | Nach jedem zweiten Druckvorgang oder wenn der Harzbehälter leer ist | Video ansehen > |
| Dichtung prüfen/austauschen | Bei jedem Wechsel der100-µm -Badefolie oder monatlich | Video ansehen > |
| Überprüfen Sie die Displayschutzfolie und reinigen Sie sie bei Bedarf | Nach jedem zweiten Druckvorgang oder vor dem Zurückstellen des Behälters | Video ansehen > |
| Saubere Plattform | Nach jedem Druck | Video ansehen > |
| Wandelfolie wechseln | 20 Abzüge oder nach Beschädigung | Video ansehen > |
| Lüfterfilter reinigen | Monatlich | Magna V1: Video ansehen > Magna V2: Video ansehen > |
| Überprüfen Sie Kugelumlaufspindeln und Führungsschienen auf Anzeichen von Oxidation | Alle 6 Monate | |
| LCD-Displayschutzfolie austauschen | Nach einem Schaden | Video ansehen > |
| Plattformkalibrierung prüfen | Nur auf Anweisung des Photocentric | Video ansehen > |
| Reinigung von LED-Arrays, Glas und Lüftern | Alle 3 bis 6 Monate, je nach Raumbedingungen |
Wartungsplan
Überprüfen Sie die Folie im Druckbehälter, solange sich noch Harz darin befindet (mit einem Rakel)
Nach jedem Druck
Filterharz
Nach jedem zweiten Druck
Video ansehen >
Reinigung des Harzbehälters
Nach jedem zweiten Druck oder wenn der Harzbehälter geleert wird
Video ansehen >
en zur Blow-Peel-Dichtung prüfen/austauschen: Bei jedem Wechsel der 100-µm-Behälterfolie oder monatlich
Video ansehen >
Überprüfen Sie die Displayschutzfolie und reinigen Sie sie bei Bedarf
Nach jedem zweiten Druck oder bevor Sie den Behälter wieder einsetzen
Video ansehen >
Reinigungsanleitung
Nach jedem Druck
Video ansehen >
Wechseln Sie den Vatr-Film
nach 20 Abzügen oder bei Beschädigung
Video ansehen >
LCD-Displayschutzfolie beim „
“ nach einer Beschädigung austauschen
Video ansehen >
Lüfterfilter reinigen
Monatlich
Magna V1: Video ansehen >
Magna V2: Video ansehen >
Überprüfen Sie Kugelumlaufspindeln und Führungsschienen auf Anzeichen von Oxidation
Alle 6 Monate
Überprüfen Sie die Plattformkalibrierung
Nach einem Druckfehler und auf Anraten des Photocentric
Video ansehen >
Reinigung von LED-Arrays, Glas und Lüftern
Alle 3–6 Monate, je nach Raumbedingungen
Plattform
- Umsteigen
Die Druckbetten können zwischen den Druckern ausgetauscht werden. Sie gehören zwar nicht zu den Verbrauchsmaterialien, nutzen sich aber mit der Zeit ab. Druckbetten sollten sehr vorsichtig abgeschliffen werden, wobei man mit Schleifpapier der Körnung 60 sanft und gleichmäßig vorgehen sollte, um sicherzustellen, dass sie eben bleiben.
- Plattformen neu kalibrieren
Sollte ein Druckfehler auftreten und Photocentric Ihnen raten, Ihre Plattform neu zu kalibrieren, finden Sie unten eine Anleitung dazu. Wir raten Ihnen dringend davon ab, die Plattform zu kalibrieren, wenn dies nicht erforderlich ist.

Vat-Film
- Neugestaltung des Bottichs
Das Erneuern der Folie im Behälter sollte nach Möglichkeit mit der mitgelieferten Folie und unter Verwendung derselben Schrauben erfolgen. Falls die Schrauben ausgetauscht werden müssen, befinden sich einige Ersatzschrauben im Zubehörkarton. Befolgen Sie zum Erneuern der Folie im Behälter die nachstehenden Anweisungen.
Sie benötigen Folgendes: Reinigungsmatte für die Wanne, Küchenpapier, Reinigungsmittel (z. B. Isopropylalkohol), Schaber, 1 x Wannenfolie, 1 x Wannendichtung, Kreuzschlitzschraubendreher Nr. 1, Kreuzschlitzschraubendreher Nr. 2

- Wann sollte die Folie im Behälter gewechselt werden?
Die Lebensdauer der Badfolie sollte mindestens 20 Drucke betragen. Die Lebensdauer der Badfolie hängt von vielen Faktoren ab, darunter die zu bedruckende Fläche und die Viskosität des Harzes.
So bekleiden Sie die Magna-Wanne mit einer DuraGlide-Folie
Bekleben Sie Ihren Magna-Behälter mit DuraGlide-Folie, sodass die glänzende Seite mit dem Harz (im Inneren) und die matte Seite mit dem Displayschutz (außerhalb des Behälters) in Kontakt kommt.
Die DuraGlide-Badfolie wird mit einer blauen Schutzfolie auf der glänzenden Seite geliefert. Die blaue Schutzfolie muss vor dem Erneuern der Badfolie abgezogen werden.

Abbildung 1: DuraGlide-Folienabdeckung über der glänzenden Seite
Befolgen Sie den üblichen Prozess zum Anpassen des Magna-Tanks:
https://www.youtube.com/watch?v=lnWq-t9uLTY
Beachten Sie dabei folgende Punkte: (Hinweis: Wir empfehlen, die Blow-Peel-Dichtung alle 50 Drucke auszutauschen)
 |
 |
 |
| Abbildung 2. Unterer Behälterrand mit nach oben gerichteten Senkungen | Abbildung 3. Glänzende Seite neben dem unteren Behälterrand | Abbildung 4. Oberer Wannenring über der matten Seite |
- Überprüfung oder Austausch von Behälterklemmen
Es ist wichtig, die Behälterklemmen zu überprüfen und gegebenenfalls auszutauschen. Die Behälterklemmen halten den Behälter sicher fest, was zu einer gleichbleibenden Druckqualität beiträgt. So überprüfen oder ersetzen Sie die Magna-Behälterklemmen:

Harz
- Wie entsorgt man flüssiges Harz?
Harzabfälle können unter Sonneneinstrahlung polymerisieren, wenn der Sättigungsgrad hoch genug ist. In diesem Fall können sie als Feststoffabfall auf einer Deponie entsorgt oder verbrannt werden. Um einen Sättigungsgrad zu erreichen, bei dem die Polymerisation einsetzt, benötigen Sie ein Waschsystem mit drei Behältern, bei dem die Behälter nacheinander von „sauber“ über „verschmutzt“ bis hin zu „gesättigt“ durchlaufen: Der erste Behälter entfernt das Harz, der zweite wäscht es und der dritte entfernt den verschmutzten Harzreiniger.
Flüssige Harzreiniger und Polymere müssen zur fachgerechten Entsorgung gesammelt werden.
Fehlerbehebung bei Magna
Datei hochladen
- Die Datei auf dem USB-Stick wird nicht erkannt
Um die Datei von einem USB-Stick zu laden, muss dieser im FAT32-Format formatiert sein; dies ist das einzige Format, das der Drucker erkennt. Laden Sie die Datei nicht von einem Server, sondern speichern Sie sie lokal auf Ihrem PC. Stellen Sie sicher, dass Ihre Firewall deaktiviert ist, da sie die Verbindung verhindern könnte. Aktualisieren Sie die Seite auf der Benutzeroberfläche, um zu überprüfen, ob die hochgeladene Datei vorhanden ist.
- Änderungen der Drucker-IP-Adresse
Vergewissern Sie sich, dass der WLAN-Router nicht auf eine dynamische IP-Adresse eingestellt ist, da dem Drucker in diesem Fall jedes Mal eine neue IP-Adresse zugewiesen wird. Versuchen Sie, die Verbindung über diese Methode zur Online-Dateiübertragung herzustellen. Stellen Sie sicher, dass der Drucker und der PC mit demselben Netzwerk verbunden sind, aus dem Sie die Datei abrufen, und dass die Datei lokal auf Ihrem PC und nicht auf einem Server gespeichert ist.
Plattform
- Neukalibrierung der Plattform
Sollte ein Druckfehler auftreten und das Photocentric Ihnen raten, Ihre Plattform neu zu kalibrieren, finden Sie hier eine Anleitung dazu: Wir raten Ihnen dringend davon ab, die Plattform zu kalibrieren, wenn dies nicht erforderlich ist.
- Die Plattform bewegt sich nicht
Klicken Sie in der Benutzeroberfläche auf „Warten“ und anschließend auf „Hebebühne“, um zu prüfen, ob der Motor die Hebebühne normal anhebt. Sollte dabei ein klapperndes Geräusch zu hören sein und die Hebebühne nicht angehoben werden, wenden Sie sich bitte an photocentric.
Benutzeroberfläche – GUI friert ein
Magna v.1 – Überprüfen Sie das Druckersymbol in der oberen linken Ecke der Benutzeroberfläche; es sollte grün sein, wenn der Drucker aktiviert ist. Ist das Symbol rot, bedeutet dies, dass der Drucker deaktiviert ist und nicht funktioniert. Klicken Sie auf das Druckersymbol, um ihn zu aktivieren. Überprüfen Sie, ob auf der Leiterplatte und dem Pi die richtige Software bzw. Firmware für den Drucker installiert ist.
Türsensor
Überprüfen Sie, ob auf dem Drucker die neueste Softwareversion installiert ist. Besuchen Sie unsere Website und überprüfen Sie, ob die bei Ihnen installierte Version aktuell ist; falls nicht, laden Sie sie herunter. Öffnen Sie die Klappe und überprüfen Sie, ob der Schalter unbeschädigt ist.
Bildschirm – Es wird kein Bild angezeigt
Falls auf dem LCD-Bildschirm kein Bild angezeigt wird, klicken Sie in der Benutzeroberfläche auf „Wartung“ und anschließend auf „4K-Anzeige“, um zu überprüfen, ob das Bild auf dem LCD-Bildschirm angezeigt wird. Falls das Logo nicht angezeigt wird, wenden Sie sich bitte an photocentric
Sensor für undichte Behälter
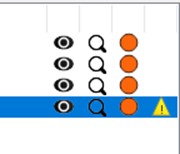
Der laute Ton signalisiert, dass zunächst die Sensoren für Behälterundichtigkeiten und anschließend die Sensoren des Blow-Peel-Systems ausgelöst wurden, was auf eine Undichtigkeit im Behälter hindeutet. Behälterundichtigkeiten entstehen, wenn die Behälterfolie durch Fragmente gedruckter Teile durchstochen wird, die in den Boden des Behälters gedrückt werden. Das Harz fließt dann unter die Folie und gelangt in die vier Kanäle des Blow-Peel-Systems, während im Luftrückführzyklus die Luft abgesaugt wird. Der Sensor stoppt daraufhin den Druckvorgang und verhindert, dass weiteres Harz in das Blow-Peel-System gelangt. Dies ist ein wichtiger Vorgang, um Schäden an der Maschine zu vermeiden. Die Sensoren werden aktiviert und lösen den Alarm aus. Dieses Video zeigt, wie man nach einem Behälterleck aufräumt:

Sollte sich im Sensor Harz verfestigt haben, ertönt der Signalton auch nach der Reinigung weiterhin. In diesem Fall müssen Sie den defekten Sensor entfernen. Um an die Sensoren zu gelangen, müssen Sie die Seitenabdeckungen öffnen und die Sensoren nacheinander abklemmen, um den defekten Sensor zu identifizieren. In diesem Video wird gezeigt, wie Sie die Sensoren entfernen und austauschen

Sobald Sie den defekten Sensor ausgemacht haben, teilen Sie uns dies bitte mit, und wir schicken Ihnen einen Ersatz zu. Hier erfahren Sie, wie Sie Harzflecken vom Displayschutz entfernen können.

Sobald alles fertig ist und das System betriebsbereit ist, führen Sie bitte den Funktionstest des Behälterleck-Sensors durch, um sicherzustellen, dass alles korrekt angeschlossen ist.
Die Blasschale funktioniert nicht
Klicken Sie in der Benutzeroberfläche auf „Warten“ und anschließend auf „Pumpen“, um einen Test durchzuführen und zu prüfen, ob die Luft zwischen Siebplatte und Wannenfolie gehalten wird. Sollte die Luft entweichen, entfernen Sie die Harzwanne und überprüfen Sie, ob die Blow-Peel-Dichtung flach auf dem Sieb aufliegt. Vergewissern Sie sich, dass die Wanne keine Löcher aufweist. Überprüfen Sie die Luftschläuche auf lose Verbindungen.

Photocentric
- Verlorener Lizenzschlüssel
Falls Sie den Lizenzschlüssel verlegt haben, besuchen Sie bitte unsere Website hier und erwerben Sie die Option zum Zurücksetzen des Lizenzschlüssels.
- Aktivierung der Studio-Lizenz auf einem anderen System
Um Ihre Studio-Lizenz auf ein anderes System zu übertragen, müssen Sie die Lizenz zunächst auf Ihrem aktuellen System deaktivieren. Öffnen Sie die Software und wechseln Sie zur Registerkarte „Hilfe“. Wählen Sie die Option zum Entfernen der Lizenz vom aktuellen System. Dadurch wird die Lizenz auf diesem Computer deaktiviert. Für diesen Vorgang ist eine aktive Internetverbindung erforderlich.
Wie lässt sich die Druckgeschwindigkeit mit Magna erhöhen?
Drucken Sie mit einer größeren Schichtdicke und nutzen Sie die Option für variable Schichtdicke für die Bereiche, in denen die Oberflächenbeschaffenheit entscheidend ist.
Wenn die Wandstärke der Teile 10 mm nicht überschreitet, wie beispielsweise bei individuell angefertigten Zahnschienen, Gipsverbänden (Schienen), Lampenschirmen, Gesichtsschutzschilden usw., kann das Schnelldruckprofil „Magna v.2“ verwendet werden.
Diagnose von Druckfehlern
An der Plattform ist nichts befestigt

Aussehen:
Auf der Druckplattform wurde nichts gedruckt, und das Teil liegt weiterhin im Behälter, eingetaucht in Harz.
Ursachen:
Der Software- Teil befindet sich in der Slicing-Software oberhalb der Plattform.
Die Plattform ist zu glatt oder nicht richtig ausgerichtet.
Die Reaktion verläuft zu langsam – das Harz ist zu kalt oder die Aushärtungszeit ist zu kurz.
Fehlerbehebung:
Software – Um zu überprüfen, ob Ihre Datei auf der richtigen Z-Höhe auf der Druckplattform beginnt, können Sie die ersten Schichten visuell durchgehen, indem Sie den Schieberegler auf der rechten Seite Ihres Vorschaufensters mit den Tasten „Bild auf“ und „Bild ab“ auf Ihrer Tastatur verschieben.
Plattform – Wenn die Oberfläche der Plattform zu glatt geworden ist, haftet das Polymer möglicherweise nicht mehr daran. Nehmen Sie feines Schleifpapier (Körnung 40) und reiben Sie damit in kreisenden Bewegungen über die Oberfläche, um eine Struktur zu erzeugen.
Wenn die Referenzfahrt nicht korrekt durchgeführt wurde, beginnt der Druckvorgang möglicherweise oberhalb des LCD-Bildschirms. Führen Sie die Referenzfahrt gemäß den hier aufgeführten Anweisungen erneut durch.
Die Reaktion verläuft zu langsam – Überprüfen Sie, ob Sie das Harz vor dem Einfüllen in den Druckbehälter erwärmt haben, da einige Harzsorten bei niedrigen Temperaturen weniger reaktiv sind als andere. 35 °C ist eine gute Temperatur, um einen Druck zu starten.
Vergewissern Sie sich, dass für die von Ihnen verwendete Sorte die richtige Harzeinstellung ausgewählt wurde.
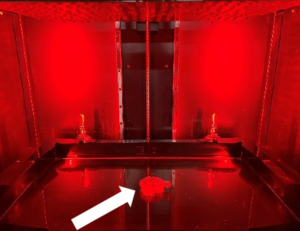
Nur Unterwäsche

Aussehen:
Bisher wurden nur die ersten Schichten auf der Plattform aufgebracht, der Rest des Drucks (Pfeil) befindet sich noch im Druckbehälter.
Ursachen:
Die Reaktion verläuft zu langsam – das Harz ist zu kalt oder die Einwirkzeit zu kurz.
„Blow Peel“ funktioniert nicht – Die Dichtung von „Blow Peel“ ist beschädigt und lässt Luft entweichen.
Fehlerbehebung:
Zu langsame Reaktion – Überprüfen Sie, ob Sie das Harz vor dem Einfüllen in den Druckbehälter erwärmt haben, da einige Harzsorten bei niedrigen Temperaturen weniger reaktiv sind als andere. 35 °C ist eine gute Temperatur, um einen Druck zu starten. Vergewissern Sie sich, dass für die von Ihnen verwendete Harzsorte die richtige Harzeinstellung ausgewählt wurde.
„Blow Peel“ funktioniert nicht – Führen Sie einen „Blow Peel“-Test durch, um dies zu überprüfen . Befolgen Sie dazu die Anweisungen im Video hier.
Unterstützt nur
Aussehen:
Es werden nur Stützen gebildet, wobei der Hauptteil im Bottich liegt.
Ursachen:
Es wurde ein falsches Stützprofil ausgewählt.
Der Durchmesser der Stützspitze ist zu klein.
Unzureichende Aushärtung aufgrund eines falschen Harzprofils
Fehler beim Blow-Peel-Verfahren.
Fehlerbehebung:
Es wurde ein falsches Stützprofil ausgewählt – wenn es zu schmal ist oder die Stützen zu weit auseinander liegen, ist es nicht stabil genug, um das Teil zu stützen. Lesen Sie hier unsere Konstruktionsrichtlinien.
Der Durchmesser der Stützspitze ist zu klein – wenn er zu klein ist, reicht die Tragkraft nicht aus, um das Teil zu stützen. Jedes Material hat eine Mindestgröße für die Merkmale, die es tragen kann. Lesen Sie hier unsere Konstruktionsrichtlinien
Unzureichende Aushärtung aufgrund eines falschen Harzprofils – jedes Material hat eine andere Belichtungszeit. Wenn Sie die Datei mit einem falschen Profil slicen, ist die Belichtungszeit möglicherweise nicht lang genug, um die Stützstrukturen zu bilden, und das Modell wird nicht gelingen.
Fehler beim Blow-Peel-Vorgang –Führen Sie einen Blow-Peel-Test durch; befolgen Sie dazu die Anweisungen im Video hier. Wenn der Blow-Peel-Vorgang während des Druckvorgangs nicht mehr funktioniert, ist die Abziehkraft möglicherweise so groß, dass das Modell von den Stützen abgezogen wird. Drücken Sie in der Benutzeroberfläche auf „Maintain“ und dann auf „Pump“, um einen Test durchzuführen und zu prüfen, ob die Luft zwischen der Siebplatte und der Behälterfolie gehalten wird. Wenn die Luft entweicht, entfernen Sie den Harzbehälter und überprüfen Sie, ob die Blow-Peel-Dichtung flach auf dem Sieb aufliegt. Überprüfen Sie, ob der Behälter keine Löcher aufweist. Überprüfen Sie die Luftschläuche auf lose Verbindungen.
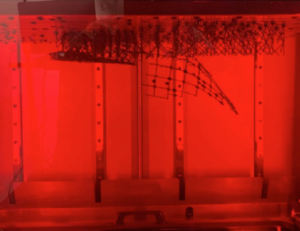
Teilunterbrechungen im späteren Verlauf des Builds
Aussehen:
Das Teil ist nur bis zu einer bestimmten Höhe vollständig ausgehärtet, der Rest des Drucks befindet sich noch im Harzbad.
Ursachen:
Stromausfall – Stromausfall während des Druckvorgangs
Fehler: „Slice fehlt in der Datei – aus dem Netz“
Das Bauteil weist eine konstruktive Schwachstelle auf – entweder fehlen die Stützen oder das Objekt selbst
Leck im Bottich – Harz befindet sich unter dem Bottich
Blow Peel funktioniert nicht – Die Blow -Peel-Dichtung saß nicht richtig
Verunreinigungen im Behälter – große Feststoffpartikel im Harz
Fehlerbehebung:
Der Strom ist ausgefallen – überprüfen Sie, ob es sich um einen Stromausfall handelt; der Drucker lässt sich nicht neu starten.
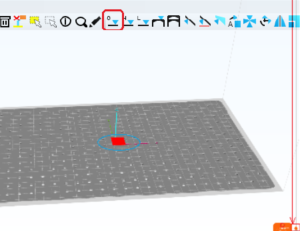
In der Datei fehlt ein Slice – überprüfen Sie, ob Ihre Datei vollständig ist und ob sich an der Stelle, an der der Fehler auftritt, keine leeren Bilddateien befinden. Gehen Sie dazu die Ebenen an der betreffenden Stelle durch und bewegen Sie den Slice-Schieberegler auf der rechten Seite Ihres Vorschaufensters mit den Tasten „Bild auf“ und „Bild ab“ auf Ihrer Tastatur. So können Sie feststellen, ob eine Datei mit einem leeren Slice vorhanden ist (d. h. keine oder nur sehr wenige weiße Pixel enthält). Falls dies der Fall ist, entfernen oder korrigieren Sie diese Datei.
Überprüfen Sie die Teileliste, ob für eines der Teile eine Meldung über einen Netzfehler angezeigt wird. Sollte dies der Fall sein, verwenden Sie die Werkzeuge zur Netzreparatur, um das Teil zu korrigieren. ![]()
Das Bauteil weist eine konstruktive Schwachstelle auf – überprüfen Sie, ob sich der Querschnittsbereich des Bauteils in der Höhe, in der der Druckvorgang abgebrochen ist, nicht stark verändert hat; sollte dies der Fall sein, positionieren Sie es schräg und stützen Sie es dichter ab.
Undichtigkeit am Behälter – Überprüfen Sie, ob sich unter dem Behälter Harz befindet. Sollte dies der Fall sein, wechseln Sie die Behälterfolie https://photocentricgroup.com/liquid-crystal-magna-resource-hub/
Blow-Peel-Funktion funktioniert nicht – führen Sie einen Blow-Peel-Test durch ; befolgen Sie dazu die Anweisungen im Video hier. Klicken Sie in der Benutzeroberfläche auf „Wartung“ und anschließend auf „Pumpe“, um den Test durchzuführen und zu prüfen, ob die Luft zwischen Siebplatte und Wannenfolie gehalten wird. Wenn die Luft entweicht, entfernen Sie die Harzwanne und überprüfen Sie, ob die Blow-Peel-Dichtung flach auf dem Sieb aufliegt. Stellen Sie sicher, dass die Wanne keine Löcher aufweist. Überprüfen Sie die Luftschläuche auf lose Verbindungen.
Fremdkörper im Behälter – Große Feststoffpartikel im Behälter können dazu führen, dass die nächste Schicht nicht in der richtigen Höhe beginnt. Das Harz zurück in die Flasche filtern, den Behälter mit IPA reinigen. Die Plattform reinigen und darauf achten, dass sich keine Feststoffpartikel mehr in den Löchern oder auf der Oberseite der Plattform befinden.
Riss
Aussehen:
Risse sind Brüche im Bauteil, die entweder während des Druckvorgangs oder nach der Belichtung entstehen.
Ursachen:
Wenn eine große Masse stärker schrumpft als eine kleinere Masse, kann sie die Kraft nur dadurch neutralisieren, dass sie sich auseinanderzieht.
Hohe Füll- oder Stützstoffdichte.
Nicht abgestützte Inseln innerhalb von Hohlkörpern.
Fehlerbehebung:
Eine große Masse schrumpft stärker als eine kleinere Masse – Vermeiden Sie plötzliche Änderungen der Oberfläche während des Druckvorgangs und richten Sie Ihr Teil nach Möglichkeit in einem Winkel von 45 Grad aus. Versorgen Sie Ihr Modell mit externen Stützen, höhlen Sie es anschließend aus und fügen Sie dann die Füllung hinzu. Höhlen Sie das Modell nicht zuerst aus, da die Software sonst automatisch interne Stützen in den Hohlräumen generiert.
Hohe Füll- oder Stützstoffdichte – Es gibt viele verschiedene Gitterstrukturen, sowohl geometrische als auch organische, die die Festigkeit gewährleisten und das Gewicht minimieren. Fügen Sie anschließend die erforderlichen Abflusslöcher hinzu, um sicherzustellen, dass komplexe Strukturen mit innerem Gitter gründlich gespült werden können. Spülen Sie das Teil ab und lassen Sie es 4 Stunden lang trocknen, bevor Sie es in die Aushärtungskammer geben.
Nicht abgestützte Inseln in Hohlkörpern – Überprüfen Sie, ob sich Inseln im Hohlraum befinden, indem Sie auf die hervorgehobene Schaltfläche „Inseln anzeigen“ klicken oder den Schieberegler verwenden, um das Teil zu überprüfen. Stützen Sie Inseln bei Bedarf manuell ab.
![]()
Verschiebung

Aussehen:
Das Teil hat sich aus seiner vorgesehenen Form verdreht.
Ursachen:
Dies wird durch die kumulative Wirkung des ungleichmäßigen Schrumpfungsverlaufs über den gesamten Druckbereich verursacht.
Fehlerbehebung:
Das Verhindern von Verformungen bei jeder möglichen Geometrie erfordert Erfahrung, lässt sich jedoch immer erreichen, wenn Sie folgende Maßnahmen kombinieren:
- Richten Sie Ihr Werkstück so auf der Plattform aus, dass plötzliche Flächenänderungen von Schnitt zu Schnitt abgemildert werden; dies kann bedeuten, dass Sie es in einem anderen Winkel als senkrecht zur Vertikalen positionieren müssen.
- Vermeiden Sie unerwünschte Veränderungen der Oberfläche während des Druckvorgangs.
- Ersetzen Sie massive Elemente durch ein Gitter. Die Software „VoxelDance Additive“ sorgt für ein stabiles Stützgitter, wodurch das Gewicht und damit auch das Schrumpfen reduziert werden.
- Durch den Einsatz eines dichten Netzes aus externen Stützen wird das Bauteil während des Druckvorgangs in Position gehalten.
- Trocknen Sie die Teile vor der Weiterverarbeitung gründlich ab.
- Das Bauteil mit seinen Stützstrukturen bis nach der Nachbearbeitung auf der Plattform belassen.
Vertikale Linie

Aussehen:
Eine vertikale Linie, die sich über die gesamte Länge des Teils erstreckt.
Ursachen:
Ein Bildschirmfehler, der zu einer feststehenden Linie oder einem feststehenden Pixel führt.
Fehlerbehebung:
Ein Siebfehler, der zu einer festgeklebtem Strich oder einem festgeklebtem Pixel führt – diese werden durch enorme Ablösekräfte verursacht, die beim Drucken großer, flacher, einfarbiger Objekte entstehen und das Sieb anheben sowie das Flachbandkabel beschädigen.
Dies tritt am häufigsten beim Drucken großer, einfarbiger Objekte auf, die mehr als 30 % der Druckfläche einnehmen.
Bitte befolgen Sie die folgenden Schritte und teilen Sie dem Photocentric Ihre Ergebnisse mit.
Anzeigeprüfung
- Nehmen Sie den Harzbehälter und die Bauplattform aus dem Drucker und legen Sie sie beiseite.
- Wählen Sie in der Benutzeroberfläche „Pflegen “ und anschließend „Test anzeigen“.
- Bitte nehmen Sie während des Tests ein Video des gesamten Bildschirms auf und senden Sie es uns zur Überprüfung zu.
Um dies in Zukunft zu vermeiden, richten Sie die Teile in einem Winkel von 45 Grad aus und hohlen Sie das Teil aus, wenn die geschlossene Fläche bei harten Materialien größer als 30 x 30 mm oder bei widerstandsfähigen Materialien größer als 80 x 80 mm ist.
Horizontale Linie

Aussehen:
Das Bauteil weist eine deutliche Linie auf, die nicht Teil des Entwurfs ist. Diese kann sich fortsetzen und zu einem Bruch an der Außenseite des Bauteils führen.
Ursachen:
Durch Fremdkörper im Behälter wird das Bauteil bei der Belichtung der nächsten Schicht über dem korrekten Niveau positioniert.
In der Druckdatei fehlt ein Schnitt.
Das Bauteil weist aufgrund seiner Form erhebliche strukturelle Schwächen auf, die zu einem Versagen der Konstruktion führen.
Die Folie sitzt zu locker und löst sich beim Abziehen nicht vollständig vom Werkstück.
Eine schwache Tragkonstruktion, die nicht stabil genug ist, um den beim Bau auftretenden Kräften standzuhalten.
Fehlerbehebung:
Fremdkörper im Behälter – diese lassen sich erkennen, indem man die Linie bis zum Ursprung des Fehlers zurückverfolgt, wo man einen hervorstehenden Polymer-Splitter finden sollte. Das Harz zurück in die Flasche filtern, den Behälter mit IPA reinigen. Die Plattform reinigen und darauf achten, dass keine festen Partikel in den Löchern oder auf der Oberseite der Plattform zurückbleiben.
In der Datei fehlt ein Slice – überprüfen Sie, ob Ihre Datei vollständig ist und ob sich an der Stelle, an der der Fehler auftritt, keine leeren Bilddateien befinden. Gehen Sie dazu die Ebenen an der betreffenden Stelle durch und bewegen Sie den Slice-Schieberegler auf der rechten Seite Ihres Vorschaufensters mit den Tasten „Bild auf“ und „Bild ab“ auf Ihrer Tastatur. So können Sie feststellen, ob eine Datei mit einem leeren Slice vorhanden ist (d. h. keine oder nur sehr wenige weiße Pixel enthält). Falls dies der Fall ist, entfernen oder korrigieren Sie diese Datei.
Überprüfen Sie die Teileliste, ob an der Vorderseite eines Teils eine Meldung über einen Netzfehler angezeigt wird. Ist dies der Fall, verwenden Sie Werkzeuge zur Netzreparatur, um das Teil zu korrigieren. ![]()
Das Bauteil weist eine erhebliche konstruktive Schwachstelle auf – stellen Sie sicher, dass das Bauteil im Bereich der Höhe der Linie keine starke Veränderung der Querschnittsfläche aufweist. Plötzliche Änderungen der Oberfläche führen zu ungleichmäßiger Schrumpfung, wobei die Spannung nur dadurch abgebaut wird, dass sich das Teil an dieser Stelle trennt. Um dies zu verringern, richten Sie das Teil in einem Winkel von 45 Grad zur xy-Achse aus und vermeiden Sie große Überhänge. Wenn das Teil nicht ausreichend abgestützt wird, verschieben sich neu gebildete große Bereiche und verursachen eine Fehlausrichtung in dieser Schicht.
Die Fixierfolie sitzt zu locker – stellen Sie sicher, dass die Fixierfolie keine sichtbaren Falten aufweist und nicht zu schlaff ist. Wechseln Sie die Fixierfolie alle 30 Abzüge, um die richtige Spannung der Folie aufrechtzuerhalten.
Schwache Stützstruktur – stellen Sie sicher, dass sie stabil genug ist, um Bewegungen während des Ablösens und der Schwerkraft standzuhalten. Wenn das Modell zu wenige Stützen aufweist oder der Durchmesser der Stützen kleiner als empfohlen ist, kann sich das Modell während des Drucks bewegen oder verschieben, was zu Linien, Schichtverschiebungen oder Delamination führen kann. Befolgen Sie die Photocentric für Photocentric zung von Teilen, die Sie hier finden
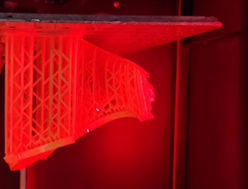
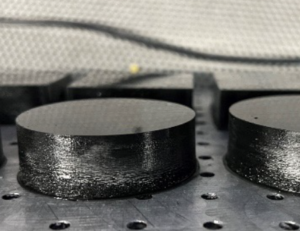
Schröpfen
Aussehen:
Ein Cupping oder ein Blowout ist ein Loch in der Seitenwand eines kugelförmigen Objekts.
Ursachen:
Ein Einfallen entsteht, wenn eine konkave oder konvexe Stelle eines Teils während des Druckvorgangs wie ein Saugnapf wirkt und Luft einschließt. Beim Drucken einer Vertiefung vergrößert sich der Hohlraum innerhalb der Vertiefung, wenn sich die Bauplattform während des Abziehvorgangs vom Bildschirm entfernt, wodurch der Druck in der Vertiefung sinkt und die Wand nach innen gedrückt wird.
Fehlerbehebung:
Das Einfallen tritt tendenziell stärker bei Harzen mit geringer Anfangsfestigkeit oder höherer Viskosität auf. Es zeigt sich besonders deutlich bei perfekt kugelförmigen Objekten, großen, becherartigen Formen oder solchen mit sehr dünnen Wänden.
Um das Entstehen von Hohlräumen zu minimieren:
- Richten Sie das zu druckende Teil in einem Winkel von 45 Grad aus.
- Füge unten im Entwurf ein Luftloch ein.
- Erhöhen Sie die Wandstärke.
Lesen Sie hier die für Ihr Material und Ihr Druckermodell empfohlenen Gestaltungsrichtlinien nach
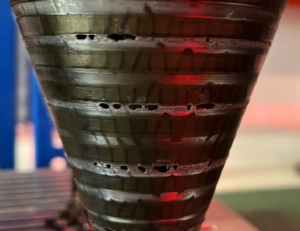
Schlammbildung
Aussehen:
Am Bauteil haftet überschüssiges ausgehärtetes Harz, und im Behälter befindet sich eine Lache aus weichem, ausgehärtetem Harz.
Ursachen:
Überbelichtung des Harzes, wobei sich das Harz während des Aushärtungsprozesses bewegt. Dies ist am deutlichsten bei großen, massiven Objekten mit Abmessungen von mehr als 30 x 30 mm zu erkennen.
Fehlerbehebung:
Dies wird durch zu heißes Harz oder einen zu kurzen Verweilzyklus verursacht. Wenn das Teil größer als 30 x 30 mm ist, muss es ausgehöhlt oder schräg ausgerichtet werden. Je größer die Oberfläche, desto länger muss die Verzögerungszeit sein; verlängern Sie die „Verzögerungszeit“ in den „Druckeinstellungen“. Eine einzelne geschlossene Fläche darf 20.000 mm² nicht überschreiten, und die Größe des geschlossenen Begrenzungsrahmens darf 200 x 122 mm nicht überschreiten. Wenn das Modell diese Abmessungen überschreitet, müssen Sie das Modell aushöhlen oder mit einem Gitter versehen.
Die Linie verläuft 20–30 mm vom Anfang entfernt
Aussehen:
Ursachen:
Diese Linie entsteht durch die Saugkräfte während des Druckvorgangs, wenn das Teil oberhalb des Harzspiegels im Behälter bricht und der Druck nicht entweichen kann. Das Loch im Sockel lässt den Luftdruck nicht entweichen, wenn das Teil den Harzspiegel im Behälter durchbricht.
Fehlerbehebung:
Bringen Sie an der Seitenwand eine Öffnung an, damit Luft ein- und ausströmen kann.
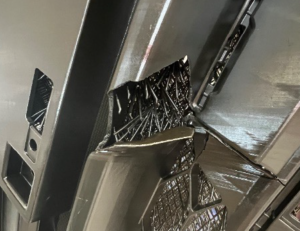
Falten auf den bedruckten Teilen
Aussehen:
Ursachen:
Die Folie des Bottichs hat sich gelöst, und der Bottich muss neu ausgekleidet werden.
Fehlerbehebung:
Neugestaltung des Vat-Films gemäß der Anleitung hier
Photocentric Wash L
Installation und Einrichtung
Wählen Sie einen ebenen, stabilen Standort mit ausreichend Platz für das Gerät und lassen Sie über dem Gerät genügend Freiraum, damit sich der Deckel öffnen lässt.
Der Aufstellungsort sollte eine Betriebstemperatur im Bereich von 18–28 °C aufweisen. Verwenden Sie das Gerät in einer Arbeitsumgebung mit gedämpfter Beleuchtung oder rotem Licht, da das Harz bei Umgebungslicht aushärtet; vermeiden Sie stets direkte Sonneneinstrahlung. Verwenden Sie Photocentric Wash L in einem gut belüfteten Bereich; wir empfehlen eine direkte Absaugung über einen Abluftkanal. Um den Air Wash L an die Absaugung anzuschließen, öffnen Sie mit einem Schraubendreher die Entlüftungsöffnung an der Oberseite des Geräts und befestigen Sie einen separat erhältlichen 4-Zoll-Anschlussstutzen.

Auspacken des Air Wash L
Der Air Wash L ist in einer Kartonverpackung verpackt. Heben Sie das Gerät nicht an, da es 56 kg (124 lbs) wiegt. Um den Air Wash L auszupacken, entfernen Sie die Kunststoffverpackung und nehmen Sie die Kartonhülle ab, die das Gerät umgibt. Vergewissern Sie sich, dass die Rollenbremsen nicht arretiert sind, schieben Sie das Gerät auf seinen Rollen aus dem Kartonsockel heraus und stellen Sie es an den gewünschten Standort. Für diesen Vorgang werden zwei Personen empfohlen. Tragen Sie Sicherheitshandschuhe mit griffiger Oberfläche, um ein Abrutschen zu verhindern. Sobald das Gerät am richtigen Standort steht, betätigen Sie die Rollenbremsen, um die Stabilität des Geräts während des Betriebs zu gewährleisten.
Stromversorgung
Der Air Wash L benötigt eine geerdete Netzstromversorgung mit einer Spannung von 110 VAC oder 220 VAC und hat eine Nennleistungsaufnahme von 35–45 Watt. Schließen Sie Photocentric Wash L ausschließlich über das mitgelieferte Netzkabel an die Steckdose an. Das Netzkabel der Wascheinheit befindet sich auf der rechten Seite des Geräts. Stecken Sie das Netzkabel immer zuerst in die Steckdose und dann in die Wascheinheit, bevor Sie den Strom an der Steckdose einschalten. Schalten Sie den Strom an der Steckdose ebenfalls immer erst aus, bevor Sie das Netzkabel entweder aus der Wascheinheit oder aus der Steckdose ziehen.
Gewinnung
Verwenden Sie Air Wash L stets in einem gut belüfteten Bereich. Wir empfehlen die Verwendung der Bofa-Absauganlage; weitere Informationen finden Sie hier.
Um den Air Wash L an die Abluftanlage anzuschließen, öffnen Sie mit einem Schraubendreher die Entlüftungsöffnung an der Oberseite des Geräts und befestigen Sie einen 4-Zoll-Anschlussstutzen (separat erhältlich), der an den Abluftkanal angeschlossen werden kann. Ein Beispiel für den Anschlussstutzen finden Sie hier.
Aufbau des Air Wash L
Öffnen Sie den Deckel und heben Sie die Halterung heraus. Da der Korb aufgrund einer Neigung am Boden asymmetrisch ist, achten Sie darauf, dass sich die längeren Beine auf der linken Seite des Geräts befinden. Füllen Sie Photocentric bis zur Markierung „Maximum Level“ ein. Schließen Sie das Gerät an die Steckdose an. Setzen Sie die Halterung wieder ein.
Betrieb von Air Wash L
1. Vergewissern Sie sich, dass der Deckel der Wascheinheit geöffnet ist, bevor Sie die Plattform aus dem Drucker nehmen.
2. Nehmen Sie die Plattform aus dem Drucker heraus, indem Sie den Knopf gegen den Uhrzeigersinn drehen und die Griffe festhalten.
3. Lassen Sie überschüssiges Harz über den Behälter ablaufen, bevor Sie die Plattform aus dem Drucker nehmen.
4. Halten Sie die Plattform über den offenen Waschtank und bringen Sie die Halterung mittig unterhalb der Positionierungsplatte der Plattform an.
5. Senken Sie die Plattform vorsichtig in die Waschanlage ab und positionieren Sie die Halterung über der Breite des Tanks.
6. Schließen Sie den Deckel und drücken Sie den Einschaltknopf, um die Wascheinheit zu starten. Informationen zu den Waschzeiten finden Sie im Datenblatt des Harzes.
7. Sobald der Zyklus abgeschlossen ist, drücken Sie den Netzschalter an der Vorderseite des Geräts, um es auszuschalten. Lassen Sie die Plattform nicht länger im Harzreiniger liegen, als im technischen Datenblatt (TDS) des Harzes angegeben, da dies negative Auswirkungen auf die Teile haben kann.
8. Heben Sie die Plattform aus dem Waschtank heraus und entfernen Sie die Halterung. Diese kann zur Vorbereitung auf den nächsten Einsatz wieder in den Waschtank zurückgelegt werden.
9. Neigen Sie die Plattform über den Waschtank, damit überschüssiger Harzreiniger ablaufen kann.
10. Schließen Sie den Deckel der Wascheinheit, stellen Sie die Plattform in das Spülbecken und spülen Sie die Teile mit warmem Wasser ab.
11. Trocknen Sie die Teile mit Druckluft oder lassen Sie sie, falls keine Druckluft zur Verfügung steht, vor der Nachhärtung an der Luft trocknen.
Wann sollte der Harzreiniger gewechselt werden?
Der Harzreiniger sättigt sich nach und nach mit Harz und verliert allmählich an Wirksamkeit. Messen Sie die Dichte mit einem Dichtemesser, und wechseln Sie den Harzreiniger, sobald der Wert 1,02 erreicht. Die Vorgehensweise ist hier beschrieben
Stellen Sie vor der Reinigung der Wascheinheit sicher, dass diese ausgeschaltet und vom Stromnetz getrennt ist. Schließen Sie einen geeigneten Schlauch an das Ablassventil an und lassen Sie die verbrauchte Chemikalie in einen geeigneten Behälter zur Entsorgung ablaufen, der von einem zugelassenen Entsorgungsunternehmen gemäß den örtlichen Vorschriften abgeholt werden muss (siehe Sicherheitsdatenblatt des Reinigungsmittels).
Der Innendurchmesser des Ablassventils beträgt 30 mm; als Materialien für das Rohr werden EPDM, EPM und NR empfohlen.
Nachdem Sie das Lösungsmittel abgelassen haben, können Sie erkennen, dass der Tank am Boden eine Neigung aufweist. Entfernen Sie alle hier angesammelten Rückstände und entsorgen Sie diese ordnungsgemäß. Sollten Sie Harzablagerungen an den Luftstangen feststellen, lösen Sie mit einem 14-mm-Schraubenschlüssel die beiden Muttern, mit denen die Baugruppe am Tank befestigt ist. Nehmen Sie die Baugruppe ab und reinigen Sie sie gründlich. Setzen Sie sie anschließend in umgekehrter Reihenfolge wieder ein und achten Sie dabei darauf, dass die Öffnungen nach unten zeigen.
Stellen Sie nach der Reinigung sicher, dass das Ablassventil geschlossen ist, bevor Sie neues Lösungsmittel in die Wascheinheit einfüllen.
Die Bedienungsanleitung können Sie hier herunterladen.
Photocentric L2

1. Ein-/Aus-Schalter
2. Interner Lüfter
3. Temperatureinheit
4. Temperatureinstellung
5. Zeitschaltuhr
6. Einstellung des Timers
7. Aufhängevorrichtung
8. Heizgerät
9. Türdichtung
10. Rücklicht
11. Unterbeleuchtung
12. Glasablage

1. Ein-/Aus-Schalter
2. Interner Lüfter
3. Temperatureinheit
4. Temperatureinstellung
5. Zeitschaltuhr
6. Einstellung des Timers
7. Aufhängevorrichtung
8. Heizgerät
9. Türdichtung
10. Rücklicht
11. Unterbeleuchtung
12. Glasablage
Installation und Einrichtung
Wählen Sie einen geeigneten Standort für Ihren Photocentric L2 und sorgen Sie für ausreichend Platz (siehe unten). Das Gerät hat Außenmaße von 500 (B) × 350 (T) × 550 (H) mm und bietet Platz für Teile mit einer Höhe von bis zu 220 mm.

Die Maße sind in Millimetern angegeben
Das Auspacken Ihres Cure L2
Entfernen Sie die Umverpackung und führen Sie sie dem Recycling zu. Der Cure L2 wiegt 64 kg (141 lbs); heben Sie ihn daher mit Hebevorrichtungen oder mit ausreichend Personal an (wir empfehlen vier Personen). Schaffen Sie ausreichend Platz zum Öffnen der Tür, zur Durchführung der Arbeiten und zum Entfernen möglicher Hindernisse. Tragen Sie Handschuhe und beachten Sie die Sicherheitsvorschriften beim Heben. Verwenden Sie Photocentric L2 stets in einem gut belüfteten Bereich. Falls der Anschlussstutzen für den Anschluss der Absaugung benötigt wird, kann hier eine Photocentric STL-Datei zum Ausdrucken heruntergeladen werden .
Stromversorgung
Photocentric L2 benötigt eine geerdete Netzstromversorgung mit einer Spannung von 110 VAC – 240 VAC und einer Frequenz von 50 Hz – 60 Hz. Die Leistungsaufnahme beträgt 1000 W. Bei Anschluss an eine 240-VAC-Versorgung wird eine Stromstärke von 4 A aufgenommen, bei Anschluss an eine 100-VAC-Versorgung 9 A. Schließen Sie Photocentric L2 mit dem mitgelieferten Netzkabel an die Steckdose an. Stecken Sie das Netzkabel immer zuerst in die Steckdose und dann in das Aushärtungsgerät, bevor Sie den Strom an der Steckdose einschalten. Schalten Sie den Strom an der Steckdose ebenfalls immer erst aus, bevor Sie das Netzkabel entweder aus dem Aushärtungsgerät oder aus der Steckdose ziehen. Die Netzbuchse des Aushärtungsgeräts befindet sich auf der Rückseite des Geräts auf der rechten Seite. Der Netzschalter befindet sich vorne links oben.
Betriebskur L2
Die Gerätetemperatur ist werkseitig auf 60 °C eingestellt (dies ist auch die Höchsttemperatur). Um die Temperatur für das Aushärtungsprogramm einzustellen, drücken Sie die Taste „Set“ am Temperaturregler und wählen Sie dann mithilfe der Pfeiltasten die gewünschte Temperatur aus. Wenn Sie die Auswahl getroffen haben, drücken Sie erneut die Taste „Set“. Sobald die gewünschte Temperatur angezeigt wird, stellen Sie die Zeit ein.

Halten Sie die Taste „Set“ auf dem Bedienfeld des Zeitreglers gedrückt und stellen Sie mithilfe der Pfeiltasten die gewünschte Zeit für das Aushärtungsprogramm ein. Die gewünschte Zeit entnehmen Sie bitte dem technischen Datenblatt des Harzes. Drücken Sie die Taste „Set“ erneut, um Ihre Auswahl zu bestätigen.
1. Schalten Sie das Aushärtungsgerät über den Netzschalter oben links am Gerät ein. Sobald es eingeschaltet ist, leuchtet es auf.
2. Stellen Sie den gewünschten Aushärtungszyklus mithilfe der Zeit- und Temperaturregler ein. Warten Sie ausreichend lange, bis die Aushärtungseinheit die eingestellte Temperatur erreicht hat, bevor Sie Teile einlegen (in der Regel zwischen 5 und 15 Minuten).
3. Sobald die Teile und die Plattform gewaschen, gespült und getrocknet sind, legen Sie sie in die Aushärtungseinheit.
4. Öffnen Sie die Tür der Aushärtungseinheit mithilfe der Sicherheitsverriegelung auf der rechten Seite und setzen Sie die Druckplattform auf die Aufhängevorrichtung.
5. Schließen Sie die Tür und sichern Sie sie mit dem Sicherheitsriegel.
6. Halten Sie die Aufwärtspfeiltaste am Zeitsteuergerät gedrückt, um den Zyklus zu starten. Die Anzeige beginnt zu blinken. Das Aushärtungsgerät funktioniert nicht, wenn die Tür geöffnet ist.
7. Sobald der Aushärtungsvorgang abgeschlossen ist, ertönt ein Dauersignal. Schalten Sie das Aushärtungsgerät über den Netzschalter aus.
8. Öffnen Sie die Tür des Geräts, nehmen Sie die Druckplattform mit hitzebeständigen Handschuhen aus der Halterung. Je nach den Empfehlungen im Datenblatt des Harzes tauchen Sie die Plattform zum thermischen Schockieren in kaltes Wasser oder lassen Sie sie abkühlen, bevor Sie die Teile von Hand entfernen.
Wartung
Bevor Sie eine der folgenden Arbeiten durchführen, vergewissern Sie sich, dass das Gerät Raumtemperatur hat und vom Stromnetz getrennt ist. Achten Sie darauf, dass das Innere des Geräts sauber ist, insbesondere die Glasabdeckung der UV-Lampen. Überprüfen Sie den Zustand der Türdichtung, um eine optimale Wärmespeicherung zu gewährleisten. Überprüfen Sie den Zustand des Netzkabels. Stellen Sie sicher, dass die Lüftungsöffnungen an der Oberseite des Geräts nicht verdeckt oder mit Staub verstopft sind.
Technische Anleitungen und Anwendungshinweise
Maßgenauigkeit
Die Maßgenauigkeit ist ein entscheidender Leistungsindikator für jede Plattform der additiven Fertigung. Der folgende technische Hinweis beschreibt die Faktoren, die die Genauigkeit, Präzision und Wiederholbarkeit der auf dem LC Magna gedruckten Teile beeinflussen. Außerdem wird erläutert, wie LC Magna , die Materialien und der Arbeitsablauf LC Magna zu einer gleichbleibenden Leistung über das gesamte Bauvolumen hinweg beitragen.
Ziel ist es, unseren technischen Anwendern praktische Einblicke zu vermitteln, damit sie mit LC Magna anspruchsvollen Produktionsumgebungen optimale Ergebnisse erzielen können.
Richtlinien für den Druck von Requisiten
Alles, was Sie wissen müssen, um mit LC Titan- und Photocentric fantastische Requisiten herzustellen.
Richtlinien für die Besetzung
Die folgenden Konstruktionsregeln helfen Ihnen dabei, erfolgreiche und maßgenaue Druck- und Gussergebnisse zu erzielen, wenn Sie Ihre CAD-Datei für den Druck vorbereiten.
Richtlinien für Schuhformen
Drucken von Schuhformen mit dem Harz HighTemp DL401 und der Software VoxelDance Additive auf Liquid Crystal .
So erstellen Sie Zahnmodelle auf Magna
Sehen Sie sich das folgende Video an, um zu erfahren, wie Sie mit Ihrem LC Magna Zahnmodelle herstellen können. Um die Anleitung aufzurufen, klicken Sie hier

Photocentric
Die Vorbereitung der Modelle in Photocentric ist einer der wichtigsten Schritte im Druckprozess, und es lohnt sich, etwas Zeit zu investieren, um genau zu verstehen, wie Teile auf Ihrem Magna-Drucker gestützt und ausgerichtet werden. Bitte beachten Sie, dass sich dieser Vorgang von dem bei anderen Druckern, die Sie bisher verwendet haben, unterscheiden kann.
Der Einsatz optimierter Stützstrukturen und die richtige Ausrichtung der Teile sind entscheidend, um Teile innerhalb der Toleranzgrenzen herzustellen, eine hervorragende Oberflächenqualität zu erzielen und kurze Produktionszeiten zu erreichen.
Beachten Sie bei der Ausrichtung Ihrer Teile Folgendes:
- Schwerpunkt – dieser ändert sich, wenn sich die Geometrie während des Druckvorgangs verändert.
- Sog – Vermeiden Sie einen Unterdruckeffekt durch Einbau von Entlüftungslöchern
- Abziehkräfte – dem nach unten gerichteten Zug entgegenwirken, indem das Teil so geneigt wird, dass die Oberfläche pro Schicht minimiert wird, wobei eine allmähliche Vergrößerung der Oberfläche angestrebt wird.
- Stützen sind nur erforderlich, wenn ein Überhang vorhanden ist oder eine ebene Fläche zur Plattform hin zeigt.
- Oberflächenbeschaffenheit – Stützen Sie das Bauteil an Stellen, an denen die Oberflächenbeschaffenheit keine Rolle spielt, um den Zeitaufwand für das Entfernen der Stützstrukturen zu minimieren.
Allgemeine Regeln für die Orientierung und Unterstützung:
Um Maßgenauigkeit zu gewährleisten und eventuelle Schrumpfung auszugleichen, empfehlen wir, das Volumen des Modells in allen drei Achsen (x, y, z) um 0,5 % zu vergrößern.
Führen Sie diesen Schritt vor dem Schneiden durch oder legen Sie ihn als Standard fest, indem Sie das gewünschte Harzprofil öffnen, die Registerkarte „Teilvorbereitung“ auswählen und auf „Schrumpfungskorrekturskala XYZ“ klicken, um die Werte in allen drei Achsen auf 1,005 zu ändern (d. h. das Volumen um 0,5 % zu erhöhen). Klicken Sie auf „Speichern“; anschließend wird der Skalierungsfaktor jedes Mal automatisch angewendet, wenn Sie dieses Harz auswählen.

Abbildung 1: Skala zur Schrumpfungskorrektur
Positionierungsmodelle
Wenn Sie Modelle zu dicht beieinander platzieren (z. B. beim Drucken mehrerer Exemplare desselben Modells), beeinträchtigt dies die Oberflächenqualität Ihrer Teile und erschwert deren Reinigung. Außerdem kann dies eine vollständige Nachbearbeitung auf der Plattform erschweren, da das Licht nicht alle Bereiche gleichmäßig erreichen kann.
- Halten Sie einen Abstand von mindestens 3 mm zwischen den Teilen ein. Bei schwarzen Harzen sollte der Mindestabstand zwischen den Modellen 5 mm betragen.


Begleitdrucke
Bei Verwendung von Stützen sollten die Teile mindestens 10 mm über die Plattform angehoben werden, damit:
- Komplexere Tragkonstruktionen
- Einfacheres Entfernen von Teilen von der Plattform
- Einfacheres Entfernen der Stützstruktur vom Werkstück
- Erhöhen Sie beim Drucken großer Flächen die Höhe der Stützstrukturen auf 20–30 mm.
Mindestwandstärke
- Bei harten Kunststoffen wie „High Tensile“ und „Hard“ stellen Sie den Wert auf 0,5 mm ein
- Bei flexiblen Harzen wie „Flexible“ stellen Sie den Wert auf 2 mm ein
Mindestdurchmesser der Stützspitze
- für alle starren Materialien beträgt 0,6 mm
- für alle flexiblen Kunststoffe beträgt 1,2 mm
Tipps und Tricks zur Ausrichtung von Modellen
Flache Teile lassen sich besser im Hochformat drucken

Flache Modelle mit großen Oberflächen sollten nicht flach, direkt auf der Bauplattform oder mit kurzen Stützen gedruckt werden. Große Oberflächen haften zu stark an der Plattform und werden beim Entfernen leicht beschädigt. Außerdem führt der Harzfluss zu einer rauen Oberfläche rund um das Modell. Das Drucken in flacher Lage und/oder auf kurzen Stützen kann dazu führen, dass sich das Modell durch Schrumpfung verformt, und das Entfernen des Stützmaterials dauert länger.

Flache Modelle sollten im Hochformat gedruckt werden. Das Modell kann dann direkt auf die Bauplattform gelegt werden. Alternativ können Sie das Modell 10 mm über die Bauplattform heben und die Unterseite abstützen.
Durch diese Ausrichtung wird die Fläche, die Stützstrukturen benötigt, auf ein Minimum reduziert. Das Modell sieht dann von beiden Seiten glatt aus, und es wird weniger Zeit für das Entfernen der Stützstrukturen benötigt.
Drucken Sie in einem Winkel von 45 Grad zur x-, y- und z-Achse

Dieses Modell weist auf einer Seite eine unebene Oberfläche auf, da sich die Pixel über diese Fläche verschieben. Dies liegt daran, dass es nur entlang der x-Achse ausgerichtet wurde.

Um eine glatte Oberflächenbeschaffenheit zu erzielen und pixelartige Linien auf ebenen Flächen zu vermeiden, drehen Sie Ihr Modell um 45 Grad zur x-, y- und z-Achse.
Winkelkästen im 45-Grad-Winkel zu allen Achsen, die 15 mm über der Plattform angebracht sind

Schon die Ausrichtung großer, flacher Modelle entlang einer oder zweier Achsen führt zu Verformungen in den ersten Schichten, die durch Ablösekräfte und die Verlagerung des Schwerpunkts verursacht werden.

Drehen Sie flache oder kastenförmige große Modelle um 45 Grad um alle drei Achsen und heben Sie das Modell 15 mm von der Plattform ab.
Diese Ausrichtung führt zu einer allmählichen Vergrößerung der Oberfläche, wodurch das Risiko von Verformungen und anisotropem Schrumpfen beim gedruckten Modell verringert wird.
Durch vertikales Drucken wird die Anzahl der erforderlichen Stützen reduziert

Ein horizontaler Druck dieses Teils würde zahlreiche Stützstrukturen an der Unterseite erfordern, was eine längere Dateivorbereitung und den Aufwand für das Entfernen der Stützstrukturen in der Nachbearbeitung bedeuten würde. Ohne interne Stützstrukturen könnte sich das Teil zudem verziehen.

Wenn Sie dieses Modell vertikal ausrichten, sind weniger Stützen erforderlich. Der Druckvorgang dauert zwar länger als bei horizontaler Ausrichtung, dafür entfällt jedoch ein Großteil der Nachbearbeitung und die Oberflächenqualität ist besser.

Drucken Sie röhrenförmige Objekte nicht horizontal. Das Modell verformt sich dabei, und der Innenhohlraum verändert sich von rund zu oval. Das Hinzufügen von Innenstegen kann helfen, Verformungen zu vermeiden, allerdings erhöht sich dadurch der Zeitaufwand für die Dateivorbereitung und die Nachbearbeitung.
Um dieses Modell in einem Winkel von 45 Grad auszurichten, wären zahlreiche Stützen und zusätzliche Nachbearbeitung erforderlich.

Halten Sie das Rohr senkrecht, um ein optimales Oberflächenfinish und höchste Maßgenauigkeit zu erzielen. Heben Sie das Modell mindestens 10 mm von der Plattform ab, um ein Versagen aufgrund von Saugkräften zu vermeiden. Außerdem lassen sich die Teile so leichter von der Plattform entfernen.
Um die Teile zu stützen, wählen Sie das Harzprofil und anschließend das passende Stützprofil aus.
- Großformatdrucke haben eine Z-Höhe von bis zu 350 mm
- Mittlere Drucke haben eine Z-Höhe von bis zu 200 mm
- Kleine Drucke haben eine Z-Höhe von bis zu 100 mm

Tipps und Tricks zum Erstellen von Stützkonstruktionen
Klicken Sie auf „Support-Modus“ und treffen Sie Ihre Auswahl.
![]()
Dadurch werden automatisch Stützen generiert.
Überprüfen Sie stets visuell, ob alle kritischen Bereiche abgestützt sind.

Wenn es Bereiche gibt, die zusätzliche Unterstützung erfordern, klicken Sie auf
![]()
Wenn Sie die nicht abgestützten Bereiche sehen, klicken Sie auf die Bereiche, die verstärkt werden müssen, um zusätzliche Stützen hinzuzufügen.
Der Abstand zwischen den Stützen sollte 2–3 mm betragen. Als Richtwert gilt eine Gitterweite der Plattform von 5 × 5 mm.
Sobald alle wichtigen Bereiche abgedeckt sind, drücken Sie ![]()


Automatische Stützen fügen nicht immer an allen kritischen Stellen Stützen hinzu. Auf diesem Foto wurden unten nur an einer Kante Stützen hinzugefügt. Dieses Modell wird in diesem Bereich aufgrund der Schwerkraft und der Abziehkräfte versagen oder sich verformen.

Wenn Sie automatische Stützstrukturen verwenden, fügen Sie bei Bedarf immer weitere Stützstrukturen hinzu. Die Stützstrukturen müssen stabil genug sein, um das Modell zu tragen und der Schwerkraft sowie den Ablösekräften während des Druckvorgangs standzuhalten. Außerdem müssen die Stützstrukturen so nah wie möglich am Rand des Modells liegen.

In manchen Fällen reichen automatische Stützstrukturen nicht aus. Im obigen Beispiel sollten manuelle Stützstrukturen hinzugefügt werden, um die kritischen Ecken zu stützen und die Struktur stabil genug zu machen, damit sie das Teil halten kann. Wird das Teil ohne zusätzliche Stützstrukturen gedruckt, bricht es während des Druckvorgangs oder verformt sich.

Dies ist ein Beispiel für eine optimierte Kombination aus automatischen Stützen und manuellen Anpassungen. Alle kritischen Winkel werden abgestützt, die Stützen sind gleichmäßig verteilt und weisen die richtige Dichte auf.


Ohne Stützstrukturen an beiden Kanten verformen sich die ersten Schichten, die Kanten werden nicht klar definiert und es kann zu einem Druckfehler kommen.

Die ersten Schichten sind sehr wichtig. Abgewinkelte Kanten müssen von beiden Seiten abgestützt werden, damit sie klar und scharf bleiben.

Wird das Werkstück senkrecht über der Platte positioniert – sei es direkt oder auf Stützen –, verformen sich die ersten Schichten und es kommt zu Verformungen.

Sofern es die Größe und Form des Modells zulassen, richten Sie es schräg zu allen Achsen aus.


Ein Abstand zwischen den Stützspitzen von mehr als 3 mm führt an Überhängen zu einer rauen Oberfläche. Abstände von mehr als 5 mm verursachen Verformungen und Delaminationen.

Der Abstand zwischen den Stützen sollte weniger als 2 mm betragen und so nah wie möglich am Rand liegen.

Die Stützstreben sollten nahe am Rand angebracht werden.

Wenn die Stützstrukturen zu weit vom Rand entfernt sind, wird das Modell uneben und verformt.

Ohne innere Verstärkungen verformen sich die Löcher und nehmen eine ovale Form an.

Bei runden Löchern mit einem Durchmesser von mehr als 2 mm ist eine zusätzliche Innenverstärkung anzubringen.

Stützfüße, die wie oben beschrieben nach unten geneigt sind, lassen sich schwerer entfernen.

Wenn Sie Stützfüße wie abgebildet nach oben abgewinkelt anbringen, lässt sich das Teil leichter entfernen.


Drucken Sie große Modelle nicht flach. Es wird sehr schwierig sein, sie von der Druckplattform zu lösen, und sie könnten zerbrechen.
Wenn dieses Teil wie abgebildet mit überhängenden horizontalen Flächen gedruckt wird, sind interne Stützstrukturen erforderlich, um Verformungen zu vermeiden. Dies würde zusätzlichen Nachbearbeitungsaufwand bedeuten und zu einer minderwertigen Oberflächenqualität führen.

Richten Sie dieses Modell vertikal und ohne Stützstrukturen aus. Die Druckzeit ist zwar länger als bei einer horizontalen Ausrichtung, das Bauteil benötigt jedoch weniger Nachbearbeitungszeit und weist anschließend eine bessere Oberflächenqualität auf. Richten Sie Bauteile mit inneren Überhängen so aus, dass möglichst wenige innere Stützstrukturen erforderlich sind. Am besten ist es, dieses Bauteil mit den Überhängen vertikal zur Bauplatte auszurichten, um auf beiden Seiten die beste Oberflächenqualität zu erzielen.

Wenn die Elemente mehr als 1 mm überstehen und scharfe Kanten aufweisen, sollten Stützen angebracht werden, um die Kanten scharf zu halten.

Wenn die Elemente mehr als 2 mm überstehen und abgerundete Kanten aufweisen, sollten Stützen angebracht werden, um die Kantenform zu erhalten.

Wenn die Überstände kürzer als 2 mm sind und auf beiden Seiten selbsttragend sind, müssen in der Mitte keine Stützen angebracht werden.
Aushöhlen
Photocentric bietet die Möglichkeit, große Modelle auszuhöhlen (sofern die Modellgeometrie und die Anwendung dies zulassen).
Durch das Aushöhlen wird der Harzverbrauch und damit die Druckkosten gesenkt. Außerdem wird das Gewicht reduziert, was zur Verbesserung der Druckqualität und der Erfolgsquote beitragen kann.
Die Mindestwandstärke beträgt bei Feingussanwendungen 0,5 mm und bei allgemeinen großen Prototypenmodellen 2 mm.

Sobald die Aushöhlung abgeschlossen ist, empfehlen wir, eine Füllstruktur hinzuzufügen, um die Modelle steifer zu machen und interne Überhänge zu stützen.
Der Mindestfüllungsdurchmesser beträgt bei Feingussteilen 0,5 mm bei einer Zellgröße von 5 mm.
Die Standardeinstellungen sind ein Füllungsdurchmesser von 1 mm und eine Zellgröße von 5 mm.

In der „Transparenten Ansicht“ können Sie die Füllstruktur überprüfen.
Durch Aushöhlungen und Füllungen lassen sich bis zu 80 % des Harzes einsparen, ohne dass die Modelle an Festigkeit einbüßen.
Hohlmodelle benötigen Abflusslöcher, um den Sogeffekt während des Druckvorgangs zu verringern.
Wählen Sie „Flexible Entwässerungsöffnung“ ![]() im „Support“-Modus.
im „Support“-Modus.
Der Mindestdurchmesser der Ablauföffnung beträgt 4 mm.


Ohne Abflusslöcher in hohlen Modellen, z. B. Flaschen, kann der Druck im Inneren der Wand zum Bersten bringen oder sichtbare Risse über das gesamte Modell hinweg verursachen.

Hohlmodelle müssen mit Entlüftungslöchern versehen werden. Entlüftungslöcher verringern den Saugnapfeffekt während des Druckvorgangs.
Beispiel 1

Wenn Sie dieses Modell wie hier gezeigt in einem spitzen Winkel ausrichten, führt dies zu einer unnötig langen Druckzeit, es müssen mehr Stützstrukturen verwendet werden, was den Nachbearbeitungsaufwand erhöht, und Sie erhalten eine schlechte Oberflächenqualität.

Die beste Ausrichtung für ein kastenförmiges Modell besteht darin, das Teil 10 mm von der Platte anzuheben, es um alle drei Achsen zu drehen und die Unterseite ausreichend abzustützen.

Beispiel 2

Automatisch erzeugte Stützen für den Deckel einer Tablet-Hülle.

Die Kanten sind nicht ausreichend abgestützt und verformen sich während des Druckvorgangs. Die ersten Schichten verziehen sich und verformen sich aufgrund der Ablösekräfte und fehlender Stützen.

Die automatische Stützfunktion erkennt nur Außenkanten als Überhänge und bietet keine Stütze für Innenflächen, die dennoch kritische Bereiche darstellen.

Wenn dieses Modell vertikal gedruckt wird, wobei die Länge oder Breite parallel zur Druckplatte verläuft, kommt es in den ersten Schichten zu Verformungen. Auch der Überhang an der Oberkante kann sich verformen. Halten Sie sich nach Möglichkeit an die Regel des schrittweisen Aufbaus und bauen Sie schrittweise von einer kleineren zu einer größeren Oberfläche auf.

Nach dem Anbringen der automatischen Stützen sind manuelle Stützen an den Innenflächen erforderlich. Es sollten zusätzliche Stützen angebracht werden, die in gleichmäßigen Abständen verteilt sind und alle Innenbereiche abdecken.

Optimierte Stützkonstruktion nach manuellen Anpassungen.

Wenn Sie genügend Platz haben, empfehlen wir, dieses Teil im Hochformat in einem Winkel von 45 Grad zur Druckplattform zu drucken.
Die Druckzeit wird länger sein, die Nachbearbeitungszeit jedoch kürzer, da die Innenflächen selbsttragend sind. Auch die Oberflächenqualität wird besser sein.
Stellen Sie sicher, dass das Teil 10 mm von der Platte abhebt.

Beispiel 3

Diese Ausrichtung ist nicht zu empfehlen. Nun ragen alle Flansche über die Kante hinaus und müssen abgestützt werden (automatische Stützen würden nicht ausreichen). Diese Ausrichtung würde mehr Aufwand bei der Abstützung und der Fertigstellung verursachen.

Denken Sie bei der Wahl der Druckausrichtung darüber nach, wie sich Überhänge minimieren lassen. Hier bleiben die Kühlrippen des Motors intakt, wobei der Nachbearbeitungsaufwand minimal ist und nur auf einer Seite Stützstrukturen erforderlich sind. Sie können außerdem einige interne Stützstrukturen im Inneren des Zylinders einfügen.

Um Verformungen zu vermeiden, drucken Sie dünne, flache Flächen vertikal. Wenn Sie dieses Modell in einem Winkel von 45 Grad ausrichten, wird der Hauptkörper gut gedruckt, die Lamellen verformen sich jedoch leicht, da sie nicht ausreichend abgestützt sind, um den Ablösekräften und der Schwerkraft standzuhalten.

Dies ist eine optimierte Kombination aus automatischen Stützen mit einer Dichte von 5 % und manuellen Stützenanpassungen.

Bei einer Neigung von 45 Grad ist es nicht möglich, die Rippen ausreichend zu stützen, und nach 2–3 mm Drucklänge beginnen sich die Rippen zu verformen.

Eine Übersicht darüber, wo Tipps zur manuellen Unterstützung hinzugefügt werden sollten.