Lösungen für den 3D-Druck
Kfz-Ersatzteilmarkt
Wir liefern Kunststoffe, aus denen gedruckte Teile entstehen, die in Aussehen und Funktion mit geformtem Kunststoff vergleichbar sind. Die kostengünstige Alternative, die sich in der Praxis bewährt hat und unter allen Witterungsbedingungen eingesetzt wird.
Titan fertigt großformatige, maßgenaue Teile für zahlreiche Anwendungen in der Automobilindustrie, wie beispielsweise Verkleidungen und Abdeckungen.
Magna hat sich als die effektivste Methode zur Herstellung kleiner und mittelgroßer Bauteile für den Kfz-Ersatzteilmarkt bewährt. Das Unternehmen hat bereits Hunderttausende von Teilen für Firmen hergestellt, die in der Regel über eine Vielzahl von Konstruktionen mit geringen bis mittleren Stückzahlen verfügen, für die sich der Einsatz von Werkzeugen nicht lohnt.
Für große Stückzahlen an Funktionsteilen gibt es nur eine Lösung: Magna.

Lösungen für den 3D-Druck
Kfz-Ersatzteilmarkt
Magna hat sich als die effektivste Methode zur Herstellung kleiner und mittelgroßer Bauteile für den Kfz-Ersatzteilmarkt bewährt. Das Unternehmen hat bereits Hunderttausende von Teilen für Firmen hergestellt, die in der Regel über eine Vielzahl von Konstruktionen mit geringen bis mittleren Stückzahlen verfügen, für die sich der Einsatz von Werkzeugen nicht lohnt.
Wir liefern Kunststoffe, aus denen gedruckte Teile entstehen, die in Aussehen und Funktion mit geformtem Kunststoff vergleichbar sind. Die kostengünstige Alternative, die sich in der Praxis bewährt hat und unter allen Witterungsbedingungen eingesetzt wird.
Titan fertigt großformatige, maßgenaue Teile für zahlreiche Anwendungen in der Automobilindustrie, wie beispielsweise Verkleidungen und Abdeckungen.
Für große Stückzahlen an Funktionsteilen gibt es nur eine Lösung: Magna.

Druck großer, komplexer Automobilverkleidungen für Magna International
Magna International benötigte 10 große Behälter für elektrische Komponenten von Testfahrzeugen. Der 3D-Druck war die einzige Option, doch der großformatige Laser-SLA-Druck war zu teuer, zu langsam und die Teile wären im Einsatz nicht funktionsfähig gewesen. Dies ist die Geschichte einiger der größten Teile, die im Radikal-Druckverfahren hergestellt wurden – mit einer Genauigkeit in der Z-Achse von durchschnittlich +/- 0,065 % – gedruckt auf Liquid Crystal .



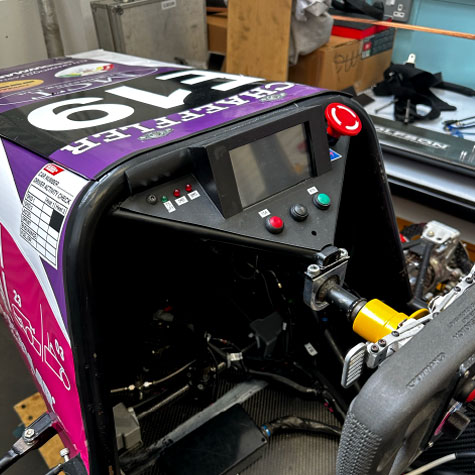
LUMotorsport
Seit 2003 vertritt LUMotorsport die Loughborough University bei Formula-Student-Veranstaltungen weltweit. Die wichtigste Veranstaltung ist die Formula Student UK, die jedes Jahr in Silverstone stattfindet. Im vergangenen Jahr traten über 60 Teams aus Großbritannien und der ganzen Welt gegeneinander an. Das Team hat außerdem an Wettbewerben in Österreich, Tschechien, Deutschland und Ungarn teilgenommen.
Im Jahr 2023 wandte sich LUMotorsport an Photocentric deren Fachwissen im Bereich 3D-Druck zu nutzen. In Zusammenarbeit haben sie für das diesjährige Fahrzeug zahlreiche Aerodynamikteile, Werkzeuge aus Verbundwerkstoffen und elektrische Anschlusskästen nach Motorsportstandard gedruckt. Dabei kam der 3D-Drucker Liquid Crystal zum Einsatz, der folgende Eigenschaften bietet:
- Großteile
- Komplexe, nicht-ebene Geometrie
- Großes Verhältnis von Höhe zu Auflagefläche
- Glatte Oberfläche zur Minimierung der Hautreibung
- Größere Gestaltungsfreiheit bei Carbon-Werkzeugen ohne die Einschränkungen durch die Bearbeitung von Werkzeugblöcken
- Leichtere Einsätze für aerodynamische Oberflächen im Vergleich zu den bisherigen Aluminium-Einsätzen
LUMotorsport
Seit 2003 vertritt LUMotorsport die Loughborough University bei Formula-Student-Veranstaltungen weltweit. Die wichtigste Veranstaltung ist die Formula Student UK, die jedes Jahr in Silverstone stattfindet. Im vergangenen Jahr traten über 60 Teams aus Großbritannien und der ganzen Welt gegeneinander an. Das Team hat außerdem an Wettbewerben in Österreich, Tschechien, Deutschland und Ungarn teilgenommen.
Im Jahr 2023 wandte sich LUMotorsport an Photocentric deren Fachwissen im Bereich 3D-Druck zu nutzen. In Zusammenarbeit haben sie für das diesjährige Fahrzeug zahlreiche Aerodynamikteile, Werkzeuge aus Verbundwerkstoffen und elektrische Anschlusskästen nach Motorsportstandard gedruckt. Dabei kam der 3D-Drucker Liquid Crystal zum Einsatz, der folgende Eigenschaften bietet:
- Großteile
- Komplexe, nicht-ebene Geometrie
- Großes Verhältnis von Höhe zu Auflagefläche
- Glatte Oberfläche zur Minimierung der Hautreibung
- Größere Gestaltungsfreiheit bei Carbon-Werkzeugen ohne die Einschränkungen durch die Bearbeitung von Werkzeugblöcken
- Leichtere Einsätze für aerodynamische Oberflächen im Vergleich zu den bisherigen Aluminium-Einsätzen




Hymer-Wohnwagenverkleidung
Druck großformatiger Prototypenteile
Der von BASF und HYMER gemeinsam entwickelte „VisionVenture“ bietet einen seriennahen Einblick in die Zukunft des Van-Lifestyles. Die Karosserieteile für den Prototyp wurden mit dem Liquid Crystal gedruckt.

Hymer-Wohnwagenverkleidung
Druck großformatiger Prototypenteile
Der von BASF und HYMER gemeinsam entwickelte „VisionVenture“ bietet einen seriennahen Einblick in die Zukunft des Van-Lifestyles. Die Karosserieteile für den Prototyp wurden mit dem Liquid Crystal gedruckt.


Hymer Panel
Druckdetails:
Drucker: Liquid Crystal
Abmessungen: 920 (B) x 470 (H) x 600 mm (L)
Druckdauer: 40 Stunden
Auflösung: 100 µm
Harzvolumen: 800 g
Harz: Daylight Hard Black
Stückpreis: 48,96 €


Schritt 1 – Konstruktion für den additiven Druck
Obwohl das von Magna International bereitgestellte Design die Richtlinien für die additive Fertigung (AM) berücksichtigt hatte, war dennoch eine Designoptimierung erforderlich. Das ursprüngliche Design hätte sich in der Produktion verzogen, doch Photocentric Gestaltungsfreiheit bei den nicht sichtbaren Oberflächen, sofern wir die Außenabmessungen einhielten und bei insgesamt 18 kritischen Maßen innerhalb der Toleranzen blieben. Es wurde eine Gyroid-Ausfüllung mit einer Struktur von 1,2 mm × 12 mm hinzugefügt. Um die Toleranzen einzuhalten, wurde eine Korrektur des Entwurfs um eine Schrumpfung von 0,5 % in x:y und 0,1 % in z vorgenommen.

Schritt 2 – Unterstützung bei der Einhaltung der Bauteil-Toleranzen
Das Bauteil wurde in einem Winkel von 60 Grad ausgerichtet, um plötzliche Kraftschwankungen während des Druckvorgangs auszugleichen. Das Stütznetz wurde mithilfe der automatischen Stützfunktion der Software „Voxel Dance“ für Photocentric generiert. Die Stützdichte wurde auf das erforderliche Minimum reduziert, um den Verbrauch an Stützharz zu senken und Schleifspuren zu vermeiden. Die Stützspitzen wurden auf 0,6 mm optimiert, um einen Kompromiss zwischen der erforderlichen minimalen physikalischen Stabilisierung des Bauteils und einer einfachen Entfernung der Stützen zu erzielen.
Die Ausschnitte verziehen sich, da sich die Kräfte ändern, sobald die offene Seite erreicht ist. Um die Maßgenauigkeit der Ausschnitte zu gewährleisten, können Sie Stützen einfügen oder – was einfacher ist – dünne 3-mm-Blindplatten mit einigen Befestigungspunkten einfügen.

Schritt 3 – Drucken
Die Anforderungen an die Materialeigenschaften des Gehäuses wurden durch das BASF-Harz EPD2006 erfüllt.
Die unterstützte Datei wurde auf einen Liquid Crystal geladen.
Die Datei wurde in Schichten von 100 µm gedruckt, was 68 Stunden dauerte (7223 Schichten). Das Teil wog 4591 g, davon entfielen 2062 g auf Stützstrukturen.

Schritt 4 – Waschvorgang
Am Ende des Druckvorgangs war überschüssiges Harz von der Plattform abgetropft und in den Tank zurückgeflossen. Die Plattform wurde über den Photocentric zur Photocentric XL-Einheit befördert. Die Tür wurde verriegelt, die Waschpumpe eingeschaltet und die Plattform auf Dauerbetrieb eingestellt. Der Bediener sprühte mit dem Waschstab eine zirkulierende Lösung aus Photocentric Cleaner 30 auf alle Bereiche des Teils. Die vollständige Reinigung dauerte 15 Minuten. Am Ende des Waschzyklus wurde der Sumpf mit der Reinigungsflüssigkeit zurück in den IBC-Behälter für Waschflüssigkeit abgelassen und die Pumpe auf Spülen umgeschaltet. Das Teil wurde 5 Minuten lang mit Wasser gespült, um alle verbleibenden Reinigungsflüssigkeitsreste zu entfernen. Da verbleibendes Wasser weiße Flecken auf den Teilen hinterlassen kann, wurde der Luftdüsenstab einige Minuten lang eingesetzt.

Schritt 5 – Aushärtungsprozess
Anschließend wurde die Plattform mithilfe des Plattformtransfers auf den Photocentric XL verlegt. Die Plattform wurde kontinuierlich gedreht, um eine gleichmäßige Aushärtung zu gewährleisten. Die Nachbehandlung erfolgte umfassend mit einer Kombination aus hochintensivem Licht mit zwei Wellenlängen (405 nm und 460 nm) und einer Temperatur von 60 °C über einen Zeitraum von insgesamt 5 Stunden.

Schritt 6 – Entfernen der Stütze
Die feinen Stützstrukturen von Voxel Dance ließen sich leicht vom Druckobjekt ablösen, wobei geringfügige Erhebungen zurückblieben, die anschließend abgeschliffen wurden. Die gesamte Zeit für das Entfernen der Stützstrukturen betrug 15 Minuten.

Schritt 7 – Einlagen hinzufügen
Wir haben uns entschieden, das Teil mit einem Exzenterschleifer etwa 120 Minuten lang weiterzuschleifen, um eine optimale Oberflächenqualität zu erzielen. Die benötigten Einsätze wurden in die Aussparungen eingeschlagen. Anschließend wurde das Teil mit einer Grundierung und einer schwarzen Deckschicht lackiert.

Schritt 8 – Iteratives Lernen
Wenn Sie bereits ein ähnliches Bauteil hergestellt haben, wissen Sie, wie genau das Bauteil dem CAD-Modell entspricht. Wenn Sie eine neue, komplexe Geometrie drucken, kann es zu Abweichungen von den Toleranzen oder zu Fehlern kommen; diese werden gemessen und anschließend schrittweise verbessert.
Schritt 1 – Konstruktion für den additiven Druck
Obwohl das von Magna International bereitgestellte Design die Richtlinien für die additive Fertigung (AM) berücksichtigt hatte, war dennoch eine Designoptimierung erforderlich. Das ursprüngliche Design hätte sich in der Produktion verzogen, doch Photocentric Gestaltungsfreiheit bei den nicht sichtbaren Oberflächen, sofern wir die Außenabmessungen einhielten und bei insgesamt 18 kritischen Maßen innerhalb der Toleranzen blieben. Es wurde eine Gyroid-Ausfüllung mit einer Struktur von 1,2 mm × 12 mm hinzugefügt. Um die Toleranzen einzuhalten, wurde eine Korrektur des Entwurfs um eine Schrumpfung von 0,5 % in x:y und 0,1 % in z vorgenommen.
Schritt 2 – Unterstützung bei der Einhaltung der Bauteil-Toleranzen
Das Bauteil wurde in einem Winkel von 60 Grad ausgerichtet, um plötzliche Kraftschwankungen während des Druckvorgangs auszugleichen. Das Stütznetz wurde mithilfe der automatischen Stützfunktion der Software „Voxel Dance“ für Photocentric generiert. Die Stützdichte wurde auf das erforderliche Minimum reduziert, um den Verbrauch an Stützharz zu senken und Schleifspuren zu vermeiden. Die Stützspitzen wurden auf 0,6 mm optimiert, um einen Kompromiss zwischen der erforderlichen minimalen physikalischen Stabilisierung des Bauteils und einer einfachen Entfernung der Stützen zu erzielen.
Die Ausschnitte verziehen sich, da sich die Kräfte ändern, sobald die offene Seite erreicht ist. Um die Maßgenauigkeit der Ausschnitte zu gewährleisten, können Sie Stützen einfügen oder – was einfacher ist – dünne 3-mm-Blindplatten mit einigen Befestigungspunkten einfügen.
Schritt 3 – Drucken
Die Anforderungen an die Materialeigenschaften des Gehäuses wurden durch das BASF-Harz EPD2006 erfüllt.
Die unterstützte Datei wurde auf einen Liquid Crystal geladen.
Die Datei wurde in Schichten von 100 µm gedruckt, was 68 Stunden dauerte (7223 Schichten). Das Teil wog 4591 g, davon entfielen 2062 g auf Stützstrukturen.
Schritt 4 – Waschvorgang
Am Ende des Druckvorgangs war überschüssiges Harz von der Plattform abgetropft und in den Tank zurückgeflossen. Die Plattform wurde über den Photocentric zur Photocentric XL-Einheit befördert. Die Tür wurde verriegelt, die Waschpumpe eingeschaltet und die Plattform auf Dauerbetrieb eingestellt. Der Bediener sprühte mit dem Waschstab eine zirkulierende Lösung aus Photocentric Cleaner 30 auf alle Bereiche des Teils. Die vollständige Reinigung dauerte 15 Minuten. Am Ende des Waschzyklus wurde der Sumpf mit der Reinigungsflüssigkeit zurück in den IBC-Behälter für Waschflüssigkeit abgelassen und die Pumpe auf Spülen umgeschaltet. Das Teil wurde 5 Minuten lang mit Wasser gespült, um alle verbleibenden Reinigungsflüssigkeitsreste zu entfernen. Da verbleibendes Wasser weiße Flecken auf den Teilen hinterlassen kann, wurde der Luftdüsenstab einige Minuten lang eingesetzt.
Schritt 5 – Aushärtungsprozess
Anschließend wurde die Plattform mithilfe des Plattformtransfers auf den Photocentric XL verlegt. Die Plattform wurde kontinuierlich gedreht, um eine gleichmäßige Aushärtung zu gewährleisten. Die Nachbehandlung erfolgte umfassend mit einer Kombination aus hochintensivem Licht mit zwei Wellenlängen (405 nm und 460 nm) und einer Temperatur von 60 °C über einen Zeitraum von insgesamt 5 Stunden.
Schritt 6 – Entfernen der Stütze
Die feinen Stützstrukturen von Voxel Dance ließen sich leicht vom Druckobjekt ablösen, wobei geringfügige Erhebungen zurückblieben, die anschließend abgeschliffen wurden. Die gesamte Zeit für das Entfernen der Stützstrukturen betrug 15 Minuten.
Schritt 7 – Einlagen hinzufügen
Wir haben uns entschieden, das Teil mit einem Exzenterschleifer etwa 120 Minuten lang weiterzuschleifen, um eine optimale Oberflächenqualität zu erzielen. Die benötigten Einsätze wurden in die Aussparungen eingeschlagen. Anschließend wurde das Teil mit einer Grundierung und einer schwarzen Deckschicht lackiert.
Schritt 8 – Iteratives Lernen
Wenn Sie bereits ein ähnliches Bauteil hergestellt haben, wissen Sie, wie genau das Bauteil dem CAD-Modell entspricht. Wenn Sie eine neue, komplexe Geometrie drucken, kann es zu Abweichungen von den Toleranzen oder zu Fehlern kommen; diese werden gemessen und anschließend schrittweise verbessert.