Centro risorse Liquid Crystal
Indice
Guida introduttiva a Magna
Cosa riceverai
Magna
Riceverai una stampante 3D Magna pronta all'uso, insieme alla confezione degli accessori.

- Manopola del piano di stampa: serve per fissare e sganciare il piano di stampa dal braccio.
- Piattaforma di stampa- un gruppo in alluminio con le seguenti caratteristiche:
- Rivestimento ResinGlide per una facile pulizia e la rimozione della resina in eccesso.
- Superficie della piattaforma di stampa ruvida per migliorare l'adesione della stampa.
- Precalibrato in fabbrica per garantire che la superficie inferiore della piattaforma di stampa sia piana e parallela allo schermo LCD.
- Piattaforme di stampa intercambiabili che possono essere sostituite tra una stampante e l'altra senza necessità di ricalibrazione o di ritorno al punto di riferimento. Si consiglia di dedicare almeno 2 piattaforme a ciascuna stampante.
- Serbatoio per resina- Contiene la resina necessaria per completare i lavori di stampa e presenta le seguenti caratteristiche:
- Bocche per riversare la resina nel suo contenitore.
- Indicatore di livello per misurare la quantità di resina all'interno della vasca.
- Pellicola per vasche resistente che garantisce una bassa adesione al distacco e stampe precise per tutta la sua durata.
- Pulsante di spegnimento/ripristino: in caso di perdita di resina, questa può penetrare nei sensori di perdita della vasca; i sensori impediscono che la resina danneggi il sistema "Blow-Peel" chiudendo le valvole e avvisando l'utente tramite un allarme. Nella sezione dedicata alla manutenzione è riportata una spiegazione della procedura di pulizia da seguire in caso di perdita dalla vasca.
- Pulsante di accensione: accende e spegne il Magna; può essere utilizzato per interrompere l'alimentazione in caso di emergenza.
- Porta USB: trasferisce i file suddivisi tramite la chiavetta USB in dotazione o qualsiasi chiavetta USB non protetta da password.
- Interfaccia grafica utente (GUI) touch screen: l'interfaccia grafica interattiva consente agli utenti di controllare, collegare ed effettuare la manutenzione di Magna.
- Schermo LCD: lo schermo LCD 4K da 24 pollici visualizza le sezioni del file di stampa, polimerizzando lo strato di resina tra la pellicola della vasca e la piattaforma di stampa. Lo schermo è protetto da una pellicola protettiva trasparente.
- Interruttore e dispositivo di blocco dello sportello: funzione di sicurezza che interrompe il movimento del braccio di stampa se lo sportello viene aperto durante la stampa.

- Maniglie di sollevamento: quando si sposta Magna in una nuova posizione, è possibile utilizzare queste maniglie di sollevamento. Per ulteriori indicazioni, consultare la Guida all'installazione.
- Presa di aspirazione: per collegare Magna a un'unità di aspirazione esterna, se necessario. Per ulteriori indicazioni, consultare la Guida all'installazione di Magna.
- Collegamento elettrico: questa presa è stata accuratamente selezionata per garantire un allacciamento sicuro e affidabile.
- Porta USB per chiavetta Wi-Fi: consente di collegare la chiavetta Wi-Fi in dotazione per migliorare la capacità di rilevamento del Wi-Fi di Magna e la connessione a una rete wireless locale protetta.
- Connessione di rete RJ45/Ethernet: Magna può essere collegata in modo sicuro a una rete LAN o a una rete RJ45.
Scatola degli accessori

| 1) 1 cavo di alimentazione | 7) 1 cacciavite Pozi2 | 13) 12 tamponi con punta in schiuma | 19) 20 viti piccole per la vasca - per sostituire la pellicola della vasca |
| 2) 1 chiavetta USB da 32 GB | 8) 5 filtri in resina cartacea | 14) 4 pipette | 20) 20 viti grandi per la vasca - per sostituire la pellicola della vasca |
| 3) 1 chiavetta Wi-Fi | 9) 1 imbuto | 15) 1 guarnizione per sfiato | 21) 2 kg di resina nera dura e 2 kg di resina bianca per modelli dentali |
| 4) 1 raccordo di scarico da 100 mm | 10) 2 paia di guanti | 16) 2 guarnizioni per serbatoio | |
| 5) 1 raschietto | 11) 1 attrezzo per la pulizia della vasca | 17) 2 pellicole per vasca | |
| 6) 1 cacciavite Pozi1 | 12) 1 spatola morbida | 18) 1 tappetino in schiuma per la pulizia della vasca |
Scatola degli accessori

1) 1 cavo di alimentazione
2) 1 chiavetta USB da 32 GB
3) 1 chiavetta Wi-Fi
4) 1 bocchettone di estrazione da 100 mm
5) 1 raschietto
6) 1 x cacciavite Pozi1
7) 1 x cacciavite Pozi2
8) 5 x filtri in carta impregnati di resina
9) 1 x imbuto
10) 2 x paia di guanti
11) 1 x strumento per la pulizia della vasca
12) 1 x spatola morbida
13) 12 x tamponi con punta in schiuma
14) 4 x pipette
15) 1 x guarnizione per blow peel
16) 2 x guarnizioni per vasca
17) 2 x pellicola per vasca
18) 1 x tappetino in schiuma per la pulizia della vasca
19) 20 x viti piccole per vasca - per sostituire la pellicola della vasca
20) 20 x viti grandi per vasca - per sostituire la pellicola della vasca
21) 2 kg di resina nera dura e 2 kg di resina bianca per modelli dentali
Preparativi prima di ricevere la stampante
Luce ambientale
Utilizza la stampante in un ambiente poco illuminato. Evita sempre l'esposizione alla luce solare diretta. È preferibile utilizzare una luce rossa, poiché non interagisce con la resina. Si consiglia di maneggiare la resina in un ambiente poco illuminato, lontano dalla luce solare diretta. La temperatura di esercizio dovrebbe essere mantenuta costante, preferibilmente tra i 20 e i 25 °C.
Spazio/ubicazione
Liquid Crystal pesa 110 kg. Quando scegliete una posizione adeguata per la vostra Liquid Crystal , assicuratevi che lo spazio sia adeguato al peso e prevedete un’ampia area di accesso (vedere la Figura 3 e la Figura 4). Tutte le dimensioni riportate nei disegni sono espresse in millimetri, salvo diversa indicazione. Tenete conto dell’ergonomia nell’utilizzo della macchina.

Estrazione
Liquid Crystal è dotata di una porta di estrazione sul retro, provvista di una piastra di copertura. La piastra di copertura è fissata con quattro viti (Figura 9). Nella confezione degli accessori è incluso un raccordo da 100 mm. Questo può essere fissato sul retro della macchina una volta rimossa la piastra di copertura. Riutilizzare le quattro viti per fissare il raccordo. Ciò consentirà di collegare un condotto da 4 pollici alla stampante.
Si raccomanda l'uso di un sistema di aspirazione se Magna viene utilizzata in uno spazio chiuso o scarsamente ventilato. Nella maggior parte dei casi non dovrebbe essere necessario. I fumi prodotti dal processo di stampa non sono nocivi, ma l'odore può risultare sgradevole. Il volume d'aria all'interno della stampante è di circa 320 litri (0,32 m³). Si consiglia di utilizzare un massimo di 2 ricambi d'aria al minuto. Ciò corrisponde a una portata di 640 litri al minuto o 38 m³ all'ora. L'utilizzo di una portata maggiore causerà un raffreddamento eccessivo della resina, che potrebbe influire sulle prestazioni di stampa. Inoltre, aumenterà il livello di rumore e potrebbe attirare polvere all'interno della stampante. Nei casi in cui sia necessario utilizzare una portata di aspirazione maggiore, la maggior parte dei fumi può essere rimossa da Magna in pochi minuti. Al termine di ogni stampa, accendere l'estrazione per un breve periodo prima di aprire lo sportello della stampante.
Photocentric i sistemi di estrazione BOFA da collegare alla stampante Liquid Crystal e alla stazione Air Wash L. Per ulteriori informazioni clicca qui.
Potenza
Liquid Crystal richiede un'alimentazione di rete con messa a terra con una tensione compresa tra 100 V CA e 240 V CA e una frequenza compresa tra 50 Hz e 60 Hz. Ha un consumo energetico di picco di 1300 W e un consumo energetico medio di 500 W. Assorbirà una corrente di 7,0 A se collegata a un'alimentazione a 240 V CA, oppure 13,5 A se collegata a un'alimentazione a 100 V CA. Collegare Liquid Crystal alla presa di rete esclusivamente utilizzando il cavo di alimentazione in dotazione. La presa di alimentazione della stampante si trova sul retro della macchina, sul lato destro (Figura 10). Collegare sempre il cavo di alimentazione alla presa di rete e alla stampante prima di accendere l'alimentazione dalla presa di rete. Allo stesso modo, spegnere sempre l'alimentazione dalla presa di rete prima di scollegare il cavo di alimentazione dalla stampante o dalla presa di rete. Il pulsante di accensione si trova sulla parte anteriore della macchina, sul lato destro (Figura 11). In caso di emergenza, spegnere la stampante premendo il pulsante di accensione.

Connettività
- Liquid Crystal è dotato di una porta USB e di una presa di rete RJ45 sul retro.
- Se desideri accedere alla stampante tramite una connessione Wi-Fi, collega la chiavetta Wi-Fi (in dotazione) alla porta USB.
- Collegare un cavo di rete (ad es. CAT6) alla presa RJ45 se si desidera accedere alla stampante tramite una connessione di rete cablata.
- La porta USB situata sulla parte anteriore della stampante consente di caricare i file di stampa tramite una chiavetta USB.

Requisiti minimi di sistema
- Windows 7, 8 o 10.
- Velocità minima del processore: 2,0 GHz. Si consigliano 2 core; 4 core.
- GPU in grado di supportare OpenGL versione 3.0 o successive. Si consiglia di utilizzare una GPU con caratteristiche tecniche pari almeno a quelle della NVIDIA GTX 1050.
- .NET Framework versione 4.0
- Sistema a 64 bit: minimo 2 GB di RAM, consigliati 4 GB.
- Sistema a 32 bit: minimo 1 GB di RAM, consigliati 2 GB.
È possibile eseguire il software su macOS utilizzando una macchina virtuale su cui è installato Windows.
Installazione di Magna
Disimballaggio di Magna
Conserva la cassa per un uso futuro.



Sollevamento LC Magna
Si consiglia di utilizzare un carrello elevatore o un transpallet per movimentare la stampante Liquid Crystal . Sollevare la stampante dalla parte anteriore o posteriore, non lateralmente. Regolare la distanza tra le forche in modo che entrambe entrino tra i piedini. Assicurarsi che le forche siano completamente inserite sotto la stampante prima di sollevarla; in questo modo il peso viene distribuito sulle parti strutturali del telaio della stampante.


Un sollevamento errato della Magna potrebbe causare gravi danni alla macchina. Se la stampante deve essere trasportata su una certa distanza con un carrello elevatore, fissarla alle forche utilizzando cinghie a cricchetto per evitare che si sposti o rimbalzi sulle forche. È possibile utilizzare pezzi di tappetino in gomma per proteggere la stampante da eventuali danni causati dalle forche.
In alternativa, è possibile sollevare Liquid Crystal utilizzando un argano o un paranco. Assicurarsi che l'attrezzatura utilizzata sia omologata per sostenere il carico. Rimuovere lo sportello della stampante sganciando le cerniere (Figura 7). Sostenere sempre il peso dello sportello. Questa operazione richiede due persone. Rimuovere i due pannelli rettangolari sul retro della macchina (Figura 8). È possibile far passare due cinghie di sollevamento attraverso la macchina dalla parte anteriore a quella posteriore. Fissare entrambe le estremità di ciascuna cinghia al gancio di sollevamento. Assicurarsi che le cinghie siano omologate per sostenere il carico in sicurezza. Tenere presente che le cinghie potrebbero spostarsi durante il sollevamento della macchina. È possibile utilizzare pezzi di schiuma o cartone per proteggere la stampante da eventuali danni causati dalle cinghie. Se la stampante viene trasportata su un paranco mobile, mantenerla sempre stabile e sotto controllo.
Se è necessario sollevare manualmente Liquid Crystal , occorreranno quattro persone. Rimuovere lo sportello e i pannelli di copertura come descritto sopra. In questo modo si ottengono quattro punti di presa sicuri agli angoli superiori della stampante. È anche possibile sollevare la macchina dalla base. La soluzione più sicura potrebbe essere quella di sollevare la macchina in due fasi. Utilizzare un tavolo basso o una pila di pallet per ottenere una superficie stabile a un'altezza intermedia. Indossare guanti di sicurezza con una superficie antiscivolo per evitare di scivolare. Assicurarsi che tutte le persone coinvolte siano a proprio agio con il peso. Seguire le corrette procedure di sollevamento in sicurezza. Quando si solleva la stampante dalla base, mantenerla sempre in posizione orizzontale e stabile.


Configurazione della stampante
La stampante si trova ora in una posizione adeguata, pronta per essere configurata. La presa di alimentazione si trova sul lato posteriore destro dell'apparecchio. Collegare Magna alla rete elettrica esclusivamente tramite il cavo di alimentazione in dotazione. Prima di accenderla, inserire sempre il cavo di alimentazione nella presa di corrente e poi nella stampante, utilizzando il pulsante di accensione situato sulla parte anteriore (come illustrato di seguito). Allo stesso modo, spegnere sempre l'apparecchio dalla parte anteriore prima di scollegare il cavo di alimentazione.
Una volta collegato Magna all'alimentazione, è necessario rimuovere i blocchi di schiuma che proteggono lo schermo durante il trasporto prima di procedere alla stampa.
1. Chiudere lo sportello della stampante.
2. Selezionare «Manutenzione» dalla pagina principale dell'interfaccia grafica.
3. Selezionare «Piattaforma di sollevamento» e attendere che il braccio della stampante raggiunga la posizione di riferimento.
4. Una volta completato il movimento, aprire lo sportello della stampante e rimuovere i blocchi di schiuma.
5. Rimuovere la pellicola protettiva dello schermo della GUI.
La stampante è ora pronta per l'uso.
L'interfaccia utente
L'interfaccia grafica Liquid Crystal è lo strumento principale che consente agli utenti di stampare, gestire, eseguire la manutenzione e collegare la stampante a una rete.
La pagina "Main" (Principale) consente di accedere ai diversi menu. È possibile tornare alla pagina "Main" da tutti gli altri menu.
La sezione "Print Files" (File di stampa) mostra i file memorizzati sulla stampante che sono stati caricati e sono disponibili per la stampa.
La sezione "Maintain" (Manutenzione) offre tutte le funzioni relative alla manutenzione della stampante.
Installazione di Photocentric
In dotazione con il tuo Magna è inclusa una chiavetta USB da 32 GB contenente il numero di licenza per Photocentric . Ciò ti consente di attivare una licenza perpetua per un massimo di due PC. Photocentric può essere scaricato qui.
1. Estrai la cartella zip Photocentric ed esegui il file .msi. Se Windows Defender impedisce l'avvio dell'installazione, clicca semplicemente su "Ulteriori informazioni" e poi su "Esegui comunque" per avviare la procedura di installazione. A questo punto verrà visualizzata la procedura guidata di installazione. Per procedere con l'installazione, clicca semplicemente su "Avanti".
2. Ora seleziona la cartella in cui desideri salvare l'installazione. Se desideri modificare la cartella, clicca semplicemente su "Sfoglia" e seleziona una nuova cartella a tua scelta. Una volta selezionata la cartella, clicca su "Avanti" per avviare l'installazione del software.
3. L'installazione è terminata; clicca su "Chiudi" e ora puoi aprire il software.
4. All'apertura del software, vedrai una sezione in cui inserire il numero di licenza, che si trova sulla chiavetta USB contenuta nella busta della confezione accessoria; clicca su questa sezione e inserisci il numero di licenza fornito nell'apposito campo, come mostrato.

Il software offre una versione di prova valida per 30 giorni. Se desideri utilizzare la versione di prova prima di attivare la licenza, basta cliccare su «Continua la valutazione».
Generazione di file CRS per LC Magna .2
Per sfruttare appieno il software Crystalliser per LC Magna , è necessario scaricare il convertitore PFP per Photocentric . Ciò consente di convertire i file CWS in profili CRS.
Segui le istruzioni riportate qui. Assicurati inoltre di avere installato l'ultima versione di Crystalliser.
Connessione a una rete
Magna può essere collegata a una rete per facilitare il caricamento e la rimozione dei file di stampa e per monitorare da remoto le stampe in corso.
Una volta accesa la Liquid Crystal , collega il cavo Ethernet o il dongle Wi-Fi per stabilire una connessione di rete. Ciò consente di caricare i file di stampa e di effettuare il monitoraggio remoto. Queste istruzioni costituiscono una guida alla configurazione della connessione e al caricamento di un file di stampa tramite diversi metodi.
Connessione a una rete tramite Ethernet
- Accendere Magna utilizzando l'interruttore di alimentazione situato sulla parte anteriore. Collegare un cavo Ethernet alla presa apposita sul retro della stampante. Una volta collegato il cavo Ethernet, l'indirizzo IP verrà visualizzato nell'angolo in alto a sinistra della pagina principale.
- Digita l'indirizzo IP della stampante nella barra di ricerca.
Connessione a una rete tramite Wi-Fi
1. Collegare la chiavetta Wi-Fi alla porta USB sul retro della stampante.
2. Nella schermata "Principale", seleziona "Rete".
3. Selezionare la rete desiderata dall'elenco.
4. Seleziona «Connetti».
5. Seleziona «Password».
6. Inserisci la password per questa rete utilizzando la tastiera su schermo. Per visualizzare i caratteri della password, seleziona l'icona del lucchetto situata a destra della casella di testo.
7. Selezionare «Connetti» e attendere che venga stabilita la connessione.
8. Seleziona «Principale».
9. L'icona Wi-Fi in alto a sinistra nella pagina principale dovrebbe ora essere verde. Accanto ad essa dovrebbe essere visualizzato l'indirizzo IP.
Trasferimento di file online
1. Connettiti a una rete; per ulteriori indicazioni, consulta la sezione «Connessione a una rete tramite Wi-Fi».
2. Apri un browser web sul tuo PC.
3. Digita l'indirizzo IP della stampante nella barra di ricerca.
4. Seleziona «Stampabili» dalle schede nella parte superiore dello schermo.
5. Seleziona «Carica».
6. Seleziona "Scegli file" e individua il file di stampa sul tuo PC; il nome del file apparirà a destra del pulsante "Scegli file".
7. Seleziona «Carica file»: apparirà una barra di avanzamento.
8. Una volta completata l'operazione, l'elenco "Stampabili" verrà aggiornato per includere il nuovo file.
9. Nella schermata dell'interfaccia grafica di Magna, vai alla schermata "Main" e seleziona "Print Files"
È possibile monitorare lo stato di avanzamento delle stampe nella sezione "Lavori di stampa" della pagina. Per eliminare dei file, vai alla scheda "Documenti stampabili" nella parte superiore della pagina, quindi seleziona il file desiderato e clicca su "Rimuovi".
Collegamento tramite USB
Liquid Crystal è dotata di una porta USB e di una presa di rete RJ45 sul retro. Per trasferire un file di stampa su Magna.
1. La chiavetta USB deve essere formattata in formato FAT32, quindi copiare il file sulla chiavetta
2. Collegare la chiavetta Wi-Fi in dotazione alla porta USB.
3. Selezionare "Stampa file" dalla pagina "Principale".
4. Seleziona «Aggiorna»: il nuovo file di stampa dovrebbe apparire dopo pochi secondi.
Caricamento HTTP
Una volta che il file è stato preparato e suddiviso in sezioni su Photocentric , può essere caricato sulla stampante direttamente dal software, a condizione che la stampante disponga di una connessione di rete attiva.
1. Selezionare "Caricamento HTTP sulla macchina" dal menu "Slice" sulla barra degli strumenti.
2. Inserisci l'indirizzo IP della stampante nel seguente formato: http://xxx.xxx.xx.xxx:9091/services/printables/uploadPrintableFile/
3. Fare clic su «Seleziona» per individuare il file segmentato nella posizione in cui è stato salvato, quindi fare clic su «Carica sul dispositivo».
4. Premere "Aggiorna" nella pagina "File di stampa" della stampante per visualizzare il file caricato.
5. È possibile accedere al file di stampa e allo stato di avanzamento online digitando l'indirizzo IP nella barra di ricerca del browser.
Connessione a una rete
Magna può essere collegata a una rete per facilitare il caricamento e la rimozione dei file di stampa e per monitorare da remoto le stampe in corso.
Una volta accesa la Liquid Crystal , collega il cavo Ethernet o il dongle Wi-Fi per stabilire una connessione di rete. Ciò consente di caricare i file di stampa e di effettuare il monitoraggio remoto. Queste istruzioni costituiscono una guida alla configurazione della connessione e al caricamento di un file di stampa tramite diversi metodi.
Connessione a una rete tramite Ethernet
- Accendere Magna utilizzando l'interruttore di alimentazione situato sulla parte anteriore. Collegare un cavo Ethernet alla presa apposita sul retro della stampante. Una volta collegato il cavo Ethernet, l'indirizzo IP verrà visualizzato nell'angolo in alto a sinistra della pagina principale.
- Digita l'indirizzo IP della stampante nella barra di ricerca.
Connessione a una rete tramite Wi-Fi
1. Collegare la chiavetta Wi-Fi alla porta USB sul retro della stampante.
2. Nella schermata "Principale", seleziona "Rete".
3. Selezionare la rete desiderata dall'elenco.
4. Seleziona «Connetti».
5. Seleziona «Password».
6. Inserisci la password per questa rete utilizzando la tastiera su schermo. Per visualizzare i caratteri della password, seleziona l'icona del lucchetto situata a destra della casella di testo.
7. Selezionare «Connetti» e attendere che venga stabilita la connessione.
8. Seleziona «Principale».
9. L'icona Wi-Fi in alto a sinistra nella pagina principale dovrebbe ora essere verde. Accanto ad essa dovrebbe essere visualizzato l'indirizzo IP.
Trasferimento di file online
1. Connettiti a una rete; per ulteriori indicazioni, consulta la sezione «Connessione a una rete tramite Wi-Fi».
2. Apri un browser web sul tuo PC.
3. Digita l'indirizzo IP della stampante nella barra di ricerca.
4. Seleziona «Stampabili» dalle schede nella parte superiore dello schermo.
5. Seleziona «Carica».
6. Seleziona "Scegli file" e individua il file di stampa sul tuo PC; il nome del file apparirà a destra del pulsante "Scegli file".
7. Seleziona «Carica file»: apparirà una barra di avanzamento.
8. Una volta completata l'operazione, l'elenco "Stampabili" verrà aggiornato per includere il nuovo file.
9. Nella schermata dell'interfaccia grafica di Magna, vai alla schermata "Main" e seleziona "Print Files"
È possibile monitorare lo stato di avanzamento delle stampe nella sezione "Lavori di stampa" della pagina. Per eliminare dei file, vai alla scheda "Documenti stampabili" nella parte superiore della pagina, quindi seleziona il file desiderato e clicca su "Rimuovi".
Collegamento tramite USB
Liquid Crystal è dotata di una porta USB e di una presa di rete RJ45 sul retro. Per trasferire un file di stampa su Magna.
1. La chiavetta USB deve essere formattata in formato FAT32, quindi copiare il file sulla chiavetta
2. Collegare la chiavetta Wi-Fi in dotazione alla porta USB.
3. Selezionare "Stampa file" dalla pagina "Principale".
4. Seleziona «Aggiorna»: il nuovo file di stampa dovrebbe apparire dopo pochi secondi.
Caricamento HTTP
Una volta che il file è stato preparato e suddiviso in sezioni su Photocentric , può essere caricato sulla stampante direttamente dal software, a condizione che la stampante disponga di una connessione di rete attiva.
1. Selezionare "Caricamento HTTP sulla macchina" dal menu "Slice" sulla barra degli strumenti.
2. Inserisci l'indirizzo IP della stampante nel seguente formato: http://xxx.xxx.xx.xxx:9091/services/printables/uploadPrintableFile/
3. Fare clic su «Seleziona» per individuare il file segmentato nella posizione in cui è stato salvato, quindi fare clic su «Carica sul dispositivo».
4. Premere "Aggiorna" nella pagina "File di stampa" della stampante per visualizzare il file caricato.
5. È possibile accedere al file di stampa e allo stato di avanzamento online digitando l'indirizzo IP nella barra di ricerca del browser.
Certificazione e garanzia
Liquid Crystal è coperta da una garanzia di 12 mesi. Consulta qui i termini e le condizioni di Magna
Stampa con Magna
Informazioni sulla sicurezza
Attenersi ai requisiti relativi ai DPI indicati nella scheda di sicurezza (MSDS) della resina che si sta utilizzando. Si raccomanda di indossare sempre guanti e camice da laboratorio quando si entra in contatto con la resina liquida. Utilizzare protezioni per gli occhi se vi è il rischio di schizzi. Tutte le resine sono sostanze irritanti e possono causare sensibilizzazione, pertanto è necessario ridurne al minimo l'esposizione. In caso di contatto con la pelle, lavare immediatamente la zona interessata con acqua e sapone. Prestiamo grande attenzione nella selezione di materie prime sicure da utilizzare; questa è una distinzione importante tra i prodotti che abbiamo sviluppato nel corso di decenni di esperienza nella formulazione e l'uso nella vita reale nei nostri centri di stampa. Spesso materie prime diverse presentano le stesse avvertenze sulla scheda di sicurezza (MSDS), ma effetti molto diversi sulle persone in termini di irritazioni; abbiamo a cuore i nostri utenti, così come il nostro personale. Sappiamo cosa funziona bene e allo stesso tempo è sicuro da usare.
Responsabilità dell'utente
Gli utenti devono verificarel'idoneità e la sicurezzadei componenti realizzati con LC Magna l'applicazione prevista. Photocentric garantisce l'idoneità del prodotto per usi specifici, in particolare nei casi in cui le prestazioni meccaniche, termiche, chimiche o normative siano fondamentali.
È responsabilità dell'utente valutare se la produzione additiva — e LC Magna — sia adeguata alla propria applicazione. Ciò comporta la verifica indipendente delle prestazioni, della durata e della conformità di qualsiasi componente prima della sua messa in servizio. Photocentric ogni responsabilità per eventuali danni, lesioni o perdite derivanti da un uso o un'applicazione impropri delle apparecchiature o dei materiali. Photocentric garantisce la velocità di produzione, il tasso di successo o la precisione dei componenti realizzati.
Resina fotopolimerizzabile
Photocentric sistemi di stampa aperti. Altri produttori, come BASF, realizzano resine per Magna. Ti consigliamo di stampare con le resine Daylight, poiché sono state appositamente progettate per indurirsi con luce a 460 nm. Le resine UV non si induriscono altrettanto bene alla lunghezza d'onda di 460 nm.
1. Selezionare il profilo di resina desiderato dal menu a tendina dei materiali e fare clic su «Applica».
2. Annotare il volume di resina necessario per la stampa dal pannello degli strumenti.
3. Dividi il file e salvalo in una cartella specificata sul tuo PC.
4. Carica il file sul tuo Magna tramite USB o trasferimento web.
5. Prima della stampa, è importante riscaldare e agitare la resina per garantire che i pigmenti e gli altri componenti siano distribuiti in modo uniforme. Prendere il flacone della resina scelta e allentare il tappo per consentire all'aria di entrare nel flacone. Riscaldare la resina seguendo le istruzioni riportate nella scheda tecnica (TDS). Una volta raggiunta la temperatura adeguata, stringere bene il tappo del flacone e agitare la resina all'interno del contenitore per 2 minuti.
6. Aggiungere il volume di resina richiesto indicato su Photocentric , oltre al livello minimo di 1,5 l del serbatoio della resina.
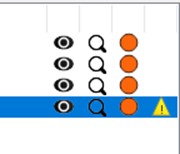
7. Chiudere lo sportello della stampante. L'icona nell'angolo in alto a destra dell'interfaccia grafica dovrebbe mostrare uno sportello chiuso di colore verde quando l'interruttore è inserito.
8. Nella schermata "Principale", seleziona "Stampa file".
9. Selezionare il file desiderato e premere «Stampa». Non aprire lo sportello della stampante durante la stampa.
Controllare la stampante prima di stampare
1. Assicurarsi che la pellicola protettiva dello schermo LCD, la piattaforma di stampa, la vasca della resina e la guarnizione Blow-Peel siano in buone condizioni e installate correttamente.
2. Assicurati che la tua Magna sia posizionata su una superficie stabile e piana, dove non sia soggetta a movimenti o vibrazioni durante il processo di stampa.
Preparazione della vasca
1. Assicurarsi che la vasca della resina sia pulita e asciutta.
2. Controllare che la pellicola del bacino non presenti segni di danneggiamento o usura; in caso di dubbi sulle sue condizioni, consultare la nostra sezione dedicata alla manutenzione relativa alla sostituzione della pellicola del bacino qui.
3. Se la resina penetra in uno dei 4 sensori di rilevamento della resina, si attiverà un segnale acustico continuo. Le istruzioni su come pulire la pellicola protettiva dello schermo LCD e i sensori di perdita di resina sono disponibili qui.
4. Assicurarsi che la guarnizione del sistema Blow-Peel sia posizionata correttamente, a filo con il setaccio e che non ostruisca i fori del sistema Blow-Peel. Posizionare la vasca direttamente sopra la guarnizione del sistema Blow-Peel e chiudere i 4 morsetti sulla vasca per fissarla saldamente.
5. Nella schermata "Manutenzione", clicca su "Pompa" e segui le istruzioni visualizzate sullo schermo per verificare che Blow-Peel funzioni correttamente.
Caricamento della piattaforma
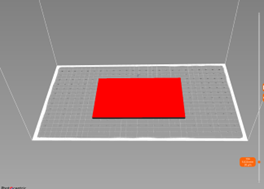
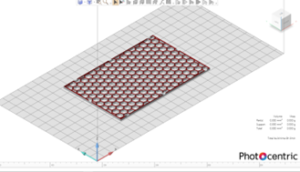
Esistono due diversi tipi di piattaforma: standard (uso normale) e a fessure (arcate dentali). La piattaforma di stampa standard conferisce alla base delle stampe l'aspetto di una griglia di fori. Per alcune applicazioni dentali è necessario eliminare queste impronte, pertanto è preferibile utilizzare una piattaforma a fessure. Le forze esercitate sullo schermo aumentano poiché il flusso della resina è più limitato con questo tipo di piattaforma.
- Assicurarsi che la piattaforma di stampa sia completamente pulita e asciutta. La superficie deve presentare una buona aderenza; è possibile migliorarla strofinandola con carta vetrata a grana fine.
- Posizionare la piattaforma di stampa sul braccio di stampa e serrare completamente la manopola in senso orario. Premere su entrambi i lati per assicurarsi che sia ben fissata.
Avvio della stampa
Aprire Photocentric e selezionare LC MagnaLC Magna .LC Magna .LC Magna Fast Printing (la funzione Fast Printing è disponibile solo per determinate applicazioni e resine) dal menu a tendina dei profili della macchina.
Nella schermata "Principale", seleziona "Stampa file".
Seleziona il file desiderato e premi "Stampa": Magna avvierà il processo di stampa.
Durante la stampa, il touchscreen visualizzerà queste informazioni:
- Tempo trascorso
- Tempo rimanente
- Tempo totale
- Stampa barra di avanzamento e immagine
Se la stampante è collegata alla rete (vedere "Collegamento alla rete"), è possibile monitorare lo stato di stampa tramite il browser web.
Magna non richiede alcun monitoraggio o supervisione durante il processo di stampa. Lasciando il modello stampato all'interno della stampante, la resina in eccesso colerà nuovamente nella vasca.
Liquid Crystal non richiede alcun monitoraggio o supervisione durante il processo di stampa; non è necessario essere presenti al momento del completamento della stampa.
Lasciando la stampa finita all'interno della stampante per un po' di tempo, la resina in eccesso colerà nuovamente nella vasca.
Quando sei pronto per pulire la stampa, apri lo sportello. Per ulteriori indicazioni, consulta la sezione «Pulizia delle stampe».
Sospendere le stampe
Non mettere in pausa la stampa se non in caso di assoluta necessità. Se lo fai, limitati a una breve pausa per evitare che la temperatura nel serbatoio scenda, e non rimuovere la piattaforma di stampa né il serbatoio durante questo intervallo.
Una volta visualizzate le opzioni di annullamento/ripresa, è possibile aprire la porta.
Attendere il completamento dell'esposizione dello strato. Una volta messa in pausa, sarà possibile scegliere se annullare o riprendere la stampa.
Annullamento delle stampe
Una volta completato lo strato corrente, la stampa si interromperà e il braccio di stampa tornerà alla posizione iniziale. Attendere che tutti i movimenti si siano arrestati prima di aprire lo sportello della stampante.
Prepararsi alla prossima stampa
Pulizia della vasca
Dopo la stampa, è necessario rimuovere la resina dalla vasca per assicurarsi che non vi siano frammenti di resina indurita al suo interno prima di procedere con una nuova stampa o se si desidera passare a un tipo diverso di resina.
1. Prendi il flacone di resina utilizzato per la stampa precedente, togli il tappo e posiziona l'imbuto e un filtro sul collo del flacone.
2. Rimuovere con cautela il contenitore con la resina dalla stampante.
3. Inclinare il recipiente verso l'angolo in cui si trova il beccuccio e versare la resina attraverso il filtro nella bottiglia, facendo attenzione a non far traboccare il filtro.
4. Una volta versata la maggior parte della resina, utilizzare lo strumento per la pulizia della vasca (spatola) per convogliare la resina rimanente verso l'angolo della vasca.
5. Rimuovere eventuali gocce di resina presenti all'esterno della vasca con della carta assorbente.
6. Posizionare la vasca su una superficie pulita e liscia (ad es. un tappetino in schiuma per la pulizia delle vasche).
7. Usare della carta assorbente per assorbire gli ultimi residui di resina presenti nella vasca.
8. Versare una piccola quantità di IPA su un foglio di carta assorbente per pulire la pellicola e le pareti della vasca, quindi lasciarle asciugare completamente.
9. Verificare che non vi siano frammenti di resina indurita rimasti sulla pellicola della vasca e rimuoverli con cautela utilizzando la spatola morbida in dotazione.
10. Pulire accuratamente l'esterno del serbatoio e controllare che la pellicola non presenti segni di danneggiamento o usura. La stampa con un serbatoio danneggiato causerà errori di stampa e perdite e potrebbe provocare danni permanenti alla stampante. Se è necessario sostituire la pellicola del serbatoio, consultare qui le istruzioni. Si consiglia di sostituire la pellicola del serbatoio dopo 20 stampe; ecco un elenco delle procedure di manutenzione consigliate.
11. Controllare che la pellicola protettiva Magna non presenti segni di contaminazione da resina o danni.
12. Riporre la vasca della resina nella stampante quando non viene utilizzata.
Qui puoi trovare dei video su come sostituire la pellicola per il display, la protezione per lo schermo e le procedure di manutenzione consigliate
Pulizia della piattaforma
Una volta rimosse le parti stampate, è fondamentale pulire accuratamente la piattaforma di stampa prima di riutilizzarla.
1. Se sulla piattaforma di stampa sono rimasti residui di detergente Photocentric o di resina, rimuoverli con IPA e un tovagliolo di carta.
2. La resina indurita deve essere rimossa dalla piattaforma utilizzando il raschietto in dotazione.
3. Se noti la presenza di bave o imperfezioni sulla piattaforma, significa che dovrai levigarne la superficie inferiore. La levigatura deve essere delicata e effettuata con carta abrasiva a grana fine, per evitare di alterare la forma della piattaforma, che deve rimanere parallela allo schermo. Successivamente, pulisci con alcool isopropilico e un tovagliolo di carta.
4. Assicurarsi che non vi siano residui di resina indurita che ostruiscano i fori della piattaforma, poiché ciò potrebbe compromettere le stampe future.
5. Se possibile, utilizzare aria compressa per rimuovere i detriti dalla piattaforma, in modo da evitare di forare la pellicola della vasca per le stampe successive.
6. Quando non viene utilizzata, la piattaforma deve essere riposta all'interno della stampante.
Pulizia delle stampe
Per rimuovere i residui di resina dai pezzi stampati e dalle piattaforme, pulire la piattaforma utilizzando un Photocentric Wash L.
Per informazioni sull'installazione e l'utilizzo di Air Wash L, clicca qui.
1. Sbloccare la piattaforma ruotando la manopola in senso antiorario.
2. Afferrare saldamente le maniglie della piattaforma di stampa e tirarla delicatamente verso di sé per rimuoverla. Dopo aver rimosso la piattaforma di stampa dalla stampante, è consigliabile inclinarla e tenerla sopra la vasca per far defluire la resina in eccesso. Quando si trasporta una stampa finita verso l'Air Wash L, utilizzare un tovagliolo di carta o un vassoio adatto per raccogliere eventuali gocce.
Maneggiare con cura i pezzi stampati prima della post-esposizione, poiché sono più fragili, ed evitare un'esposizione alla luce non necessaria.
Si sconsiglia di rimuovere i pezzi stampati dalla piattaforma prima delle fasi di pulizia e post-polimerizzazione. La loro rimozione potrebbe compromettere la precisione dimensionale dei pezzi.
3. Posizionare la piattaforma nell'Air Wash L utilizzando la staffa appositamente progettata.
4. In genere, i pezzi possono essere puliti in 10 minuti utilizzando il detergente Photocentric Cleaner 30. Con alcune resine il processo potrebbe essere più rapido; consultare le schede tecniche (TDS) Photocentric per indicazioni sui tempi consigliati per il ciclo di lavaggio.
5. Una volta lavata la stampa, sciacquarla con acqua tiepida per rimuovere la resina e il solvente in eccesso.
6. Photocentric consiglia Photocentric di utilizzare aria compressa per asciugare accuratamente i componenti. In alternativa, lasciare asciugare i componenti risciacquati prima della post-polimerizzazione.
Stampe con post-polimerizzazione
I componenti realizzati con Liquid Crystal devono essere sottoposti a post-polimerizzazione mediante luce UV e calore per garantire il pieno sviluppo delle proprietà del materiale e ottenere una superficie asciutta al tatto. Photocentric utilizzare il Photocentric L2.
Per informazioni sulla configurazione e l'utilizzo di Cure L2, clicca qui.
1. Accendere il Cure L2 utilizzando l'interruttore di alimentazione situato sulla parte anteriore.
2. Impostare il tempo desiderato. Per le indicazioni sui tempi di polimerizzazione consigliati, consultare la scheda tecnica della resina disponibile qui.
3. Impostare la temperatura desiderata e attendere che Cure L2 raggiunga tale temperatura.
4. Inserire la piattaforma di stampa nel Cure L2 con i pezzi rivolti verso il basso, assicurandosi che le maniglie si incastrino nel supporto.
5. Tenere premuto il pulsante «Start» (freccia su). Il timer emetterà un segnale acustico allo scadere del tempo.
6. Rimuovere la piattaforma dal Cure L2.
Rimozione di componenti dalla piattaforma
Per rimuovere i pezzi dalla piattaforma di stampa, Photocentric immergere la piattaforma calda in acqua fredda (shock termico) oppure di rimuovere manualmente i pezzi tagliandoli o raschiandoli. Il metodo da scegliere dipenderà dalla compatibilità della resina, dall'accessibilità dei supporti e dall'area di contatto del pezzo con la piattaforma.
Dopo il processo di polimerizzazione, la piattaforma di stampa sarà molto calda al tatto. È importante indossare guanti resistenti al calore quando si rimuove la piattaforma dall'unità di polimerizzazione.
- Sbalzi termici
1. Rimuovere la piattaforma dall'unità di polimerizzazione e immergerla immediatamente in acqua fredda, fino a coprire i pezzi. È utile aggiungere del ghiaccio poco prima.
2. I pezzi si staccheranno dalla piattaforma di stampa o potranno essere facilmente sollevati con un oggetto appuntito.
- Rimozione manuale
Se il tipo di resina non è compatibile con gli sbalzi termici, utilizzare delle forbici per rimuovere i supporti dal pezzo. In alternativa, utilizzare il raschietto in dotazione per rimuovere i supporti dai piedini. Raschiare verso il basso per evitare di danneggiare i pezzi.
Dopo aver rimosso i pezzi dalla piattaforma di stampa, rimuovere completamente i supporti dal pezzo e pulire accuratamente la piattaforma da eventuali residui.
Linee guida di progettazione
Specifiche tecniche
Se progetti un componente tenendo conto delle modalità di stampa su Magna, otterrai componenti più funzionali e avrai maggiori possibilità di successo nella stampa. Queste sono solo indicazioni sui limiti entro i quali dovresti operare durante la progettazione.
Le diverse geometrie generano condizioni di forza diverse al momento del distacco. Magna è dotata della tecnologia brevettata Blow-Peel e di una pellicola per vasca a bassa adesione che garantiscono un'affidabilità e prestazioni di stampa eccezionali. Si consiglia di ridurre al minimo la superficie per fetta per evitare variazioni significative e improvvise della superficie da uno strato all'altro.
I pezzi stampati sulla piattaforma manterranno una maggiore precisione fino alla rimozione dei supporti. I materiali flessibili hanno una resistenza iniziale inferiore e devono essere progettati in modo da risultare più resistenti.
Tutte le misure dipendono dalla resina: se la resistenza a freddo è elevata, è possibile ridurre questi valori; se la flessibilità è elevata, è necessario aumentarli. È possibile verificare i parametri di progettazione nella scheda tecnica (TDS) della resina; inoltre, abbiamo preparato per voi una sintesi qui.
In caso di dubbi, non esitate a contattarci: offriamo ai nostri clienti una consulenza gratuita in materia di progettazione.
Pareti portanti
Le pareti di supporto sono collegate ad altre pareti e devono avere uno spessore minimo di 0,5 mm per le resine rigide, durevoli o flessibili, al fine di evitare deformazioni. Aggiungere 0,2 mm di spessore per ogni aumento di 10 mm delle dimensioni. Se 10×10=0,5, allora 100×100=2,3 mm
Pareti non portanti
Le pareti non supportate non sono collegate ad altre strutture e devono avere uno spessore minimo di 0,5 mm se si utilizzano resine rigide, durevoli o flessibili, per evitare deformazioni. Aggiungere 0,25 mm di spessore ogni 10 mm di aumento delle dimensioni. Se 10×10=0,5, allora 100×100=2,75 mm.
Sporgenze e stramazzi
Per "sbalzo" si intende qualsiasi parte di un modello 3D che si estende verso l'esterno in orizzontale o ad angolo, senza essere sostenuta dagli strati sottostanti. Gli sbalzi possono rappresentare una sfida durante la stampa perché, in assenza di un supporto adeguato, possono incurvarsi o cedere a causa della forza di gravità durante il processo di stampa. Stampare con un angolo di 45° rispetto all'orizzontale riduce le forze di sollevamento. Gli sbalzi che si estendono con angoli inferiori a 45 gradi rispetto all'asse verticale sono generalmente più facili da stampare senza supporti aggiuntivi; se sono più alti di 100 mm, allora aggiungi dei supporti.
Elementi incisi
I dettagli incisi sono elementi incassati nel modello. Sono richieste una profondità e una larghezza minime di 0,8 mm. Devono essere sufficientemente profondi e larghi da non confondersi con il disegno circostante.
Ponti orizzontali
Un ponte orizzontale è la distanza tra due strutture verticali. Se il ponte supera i 3 mm, potrebbe rompersi durante la stampa oppure deformarsi e staccarsi dalla piattaforma.
Fori orizzontali
I fori orizzontali sono quelli il cui asse è parallelo al piano XY. Il diametro minimo dei fori deve essere di 1 mm per le resine rigide o resistenti e di 3 mm per le resine flessibili. I fori con diametro superiore a 5 mm devono essere rinforzati per evitare che si deformino.
Fori verticali
I fori verticali sono fori il cui asse è parallelo all'asse Z. Il diametro minimo dei fori è di 0,8 mm per le resine Rigid e Durable e di 1 mm per le resine Flexible, ma la profondità non deve superare i 5 mm. I fori devono essere progettati con un diametro maggiore di 0,15-0,2 mm.
Parti di collegamento e mobili
Il gioco è la distanza necessaria tra due parti mobili di un modello, ad esempio tra ingranaggi o giunti. Le parti devono essere stampate separatamente e assemblate dopo la polimerizzazione. Per le resine rigide o durevoli, da 0,15 mm a 0,2 mm per un accoppiamento stretto e 0,4 mm per un accoppiamento largo; per le resine flessibili, da 0,5 mm a 1 mm per un accoppiamento stretto e 2 mm se le parti devono muoversi verso l'interno e l'esterno (questo può variare a seconda della forma e dello spessore della parte).
Fori di drenaggio
Quando un modello è cavo, è fondamentale aggiungere dei fori di drenaggio per consentire alla resina di fuoriuscire durante e dopo il processo di stampa ed evitare l'effetto "cupping". Si raccomanda un diametro minimo di 5 mm per i fori e un foro ogni 16 centimetri cubi di parte cava.
Spessore massimo della parete
Lo spessore delle pareti del modello deve essere limitato a un massimo di 10 mm. Spessori delle pareti eccessivi possono causare la formazione di sedimenti. In tal caso, il tempo di attesa deve essere regolato manualmente a 15 secondi se il pezzo non è più spesso di 50 mm, oppure a 30 secondi se il pezzo è più spesso di 50 mm.
Spessore minimo della parete
Per i modelli rigidi o resistenti, lo spessore minimo delle pareti dei pezzi cavi è di 2 mm, mentre per quelli flessibili è di 3 mm. È necessario aggiungere un riempimento interno. I pezzi piatti di grandi dimensioni potrebbero richiedere l'aggiunta di nervature o reticoli per evitare deformazioni.
Diametro del perno
Un perno deve avere una lunghezza superiore al doppio della sua larghezza. Con uno spessore di 0,8 mm è possibile stampare perni alti fino a 10 mm che rimangano dritti. Il diametro minimo dei perni per le resine Rigid o Durable è di 0,5 mm; aumentare lo spessore di 0,25 mm ogni 10 mm. Per le resine Flexible è di 0,7 mm; aumentare lo spessore di 0,35 mm ogni 10 mm.
Come progettare per la pellicola per vasche DuraGlide:
Il film DuraGlide è più spesso del FEP da 100 micron, ma presenta la stessa stampabilità del FEP da 100 micron.
Componenti industriali
Grazie alle migliori prestazioni di distacco, i pezzi di grandi dimensioni possono presentare una precisione complessiva di scansione superiore rispetto alla stampa con FEP da 100 micron. A causa del maggiore spessore, i tratti sottili e i dettagli potrebbero risultare leggermente più marcati e dimensionalmente più grandi di circa 120-150 micron.
Se si stampano parti con elementi che devono essere accoppiati, regolare le dimensioni in CAD in base a:
- Dimensioni lungo l'asse x:
- Maschio - ridurre di 300 micron
- Femmina - aumento di 300 micron
- Dimensione lungo l'asse y:
- Maschio - ridurre di 300 micron
- Femmina - aumento di 300 micron
- Il raggio dei perni si riduce di 150 micron
- Il raggio dei fori aumenta di 150 micron
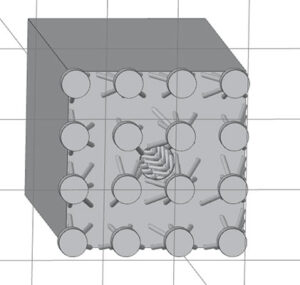
Questo esempio illustra le modifiche apportate. Abbiamo modificato le caratteristiche di una geometria di prova in base alle linee guida di progettazione (Figura 5). Successivamente, abbiamo stampato utilizzando il filamento Durable DL110H - Nero su Magna con pellicola DuraGlide (Tabella 1).


Tabella 1. Modifiche alle dimensioni della geometria di prova e risultati

For dental model printing for aligners, if the required scanned data accuracy is 80%<100um or less then we do not recommend using DuraGlide vat film.
Parti ausiliarie
Elementi di supporto e di orientamento
L'orientamento e la struttura di supporto ottimali per un pezzo dipendono da diversi fattori, in primo luogo dalla sua geometria, ma anche dal tipo di resina e dalla superficie che si desidera mantenere priva di segni lasciati dai supporti. In Photocentric sono disponibili linee guida consolidate su come orientare e supportare pezzi con geometrie diverse.
In qualità di Photocentric , puoi contare sul nostro team di esperti in progettazione per la produzione additiva, pronto ad aiutarti a ottimizzare il tuo processo di produzione.
Se desideri ottimizzare la tua produzione digitale su larga scala, rivolgiti agli esperti.
Manutenzione di Magna
Programma di manutenzione
Compito |
Frequenza |
Istruzioni |
| Controllare la pellicola della vasca mentre la resina è ancora all'interno (con una spatola) | Dopo ogni stampa | |
| Resina filtrante | Dopo ogni seconda stampa | Guarda il video > |
| Pulire la pellicola della vasca | Dopo ogni seconda stampa o quando il serbatoio della resina si svuota | Guarda il video > |
| Controllare/sostituire la guarnizione del sistema di sfiato | Ogni100 µm di consumo del film o ogni mese | Guarda il video > |
| Controllare la pellicola protettiva dello schermo e pulirla se necessario | Dopo ogni seconda stampa o prima di rimettere il contenitore | Guarda il video > |
| Piattaforma pulita | Dopo ogni stampa | Guarda il video > |
| Sostituire la pellicola della vasca | 20 stampe o in caso di danneggiamento | Guarda il video > |
| Pulire i filtri della ventola | Mensile | Magna V1: Guarda il video > Magna V2: Guarda il video > |
| Controllare che le viti a ricircolo di sfere e le guide non presentino segni di ossidazione | Ogni sei mesi | |
| Sostituire la pellicola protettiva dello schermo LCD | Dopo il danno | Guarda il video > |
| Verificare la calibrazione della piattaforma | Solo su indicazione del team Photocentric | Guarda il video > |
| Pulizia di matrici LED, vetri e ventole | Ogni 3-6 mesi, a seconda delle condizioni ambientali della stanza |
Programma di manutenzione
Controlla la pellicola del serbatoio mentre la resina è ancora all'interno (con una spatola)
Dopo ogni stampa
Resina filtrante
Dopo ogni seconda stampa
Guarda il video >
Pulizia della pellicola della vasca
Dopo ogni seconda stampa o quando la vasca della resina è vuota
Guarda il video >
Controllare/sostituire la guarnizione del sistema "blow-peel"
Ogni 100 µm di sostituzione del film della vasca o mensilmente
Guarda il video >
Controlla la pellicola protettiva e puliscila se necessario
Dopo ogni seconda stampa o prima di rimettere il serbatoio
Guarda il video >
Piattaforma pulita
Dopo ogni stampa
Guarda il video >
Sostituire la pellicola del serbatoio
dopo 20 stampe o in caso di danneggiamento
Guarda il video >
Sostituzione della pellicola protettiva per lo schermo LCD dell'
A seguito di un danno
Guarda il video >
Pulizia dei filtri della ventola
Mensile
Magna V1: Guarda il video >
Magna V2: Guarda il video >
Controllare che le viti a ricircolo di sfere e le guide non presentino segni di ossidazione
Ogni 6 mesi
Verifica la calibrazione della piattaforma
Dopo un errore di stampa e in seguito ai consigli Photocentric
Guarda il video >
Pulizia della matrice LED, del vetro e della ventola
Ogni 3-6 mesi, a seconda delle condizioni ambientali della stanza
Piattaforma
- Piattaforme intercambiabili
Le piattaforme possono essere scambiate tra una stampante e l'altra. Non sono materiali di consumo, ma col tempo sono soggette a usura. Le piattaforme di stampa devono essere levigate con molta attenzione, utilizzando carta abrasiva a grana 60 in modo delicato e uniforme per garantire che rimangano piatte.
- Ricalibrazione delle piattaforme
Se si verifica un errore di stampa e il team Photocentric consiglia di ricalibrare la piattaforma, di seguito è possibile vedere come procedere. Si sconsiglia vivamente di ricalibrare la piattaforma se non è necessario.

Film sul VAT
- Rinnovare l'aspetto della vasca
La sostituzione della pellicola della vasca dovrebbe essere effettuata utilizzando la pellicola in dotazione, se possibile con le stesse viti. Qualora fosse necessario sostituire le viti, nella confezione degli accessori sono incluse alcune viti di ricambio. Per sostituire la pellicola della vasca, seguire le istruzioni riportate di seguito.
Ti serviranno i seguenti oggetti: tappetino in schiuma per la pulizia della vasca, carta assorbente, solvente per la pulizia (ad es. alcool isopropilico), raschietto, 1 pellicola per vasca, 1 guarnizione per vasca, cacciavite Pozi 1, cacciavite Pozi 2

- Quando sostituire la pellicola del serbatoio
La pellicola del bagno dovrebbe durare almeno 20 stampe. La durata della pellicola del bagno dipenderà da molti fattori, tra cui la superficie da stampare e la viscosità della resina.
Come sostituire la pellicola del serbatoio Magna con una pellicola DuraGlide
Rivesti la vasca Magna con la pellicola DuraGlide in modo che il lato lucido sia a contatto con la resina (all'interno) e il lato opaco sia a contatto con la protezione per lo schermo (all'esterno della vasca).
La pellicola per vasca DuraGlide viene fornita con una pellicola di protezione blu sul lato lucido. È necessario rimuovere la pellicola di protezione blu prima di rivestire nuovamente la vasca.

Figura 1: Copertura in pellicola DuraGlide sul lato lucido
Segui la procedura standard di Magna per la personalizzazione delle vasche:
https://www.youtube.com/watch?v=lnWq-t9uLTY
Tenendo conto dei seguenti punti: (Nota: si consiglia di sostituire la guarnizione del sistema di espulsione ogni 50 stampe)
 |
 |
 |
| Figura 2. Anello inferiore della vasca con svasature rivolte verso l'alto | Figura 3. Lato lucido vicino all'anello inferiore della vasca | Figura 4. Anello superiore della vasca sul lato opaco |
- Controllo o sostituzione dei morsetti del serbatoio
È importante controllare e, se necessario, sostituire i morsetti del bacino. I morsetti del bacino lo fissano saldamente, contribuendo a garantire prestazioni di stampa costanti. Ecco come controllare o sostituire i morsetti del bacino Magna:

Resina
- Come smaltire la resina liquida
I residui di resina possono polimerizzarsi alla luce del sole se il livello di saturazione è sufficientemente elevato. In tal caso, possono essere smaltiti come rifiuti solidi in discarica o inceneriti. Per raggiungere livelli di saturazione tali da innescare la polimerizzazione, è necessario utilizzare un sistema di lavaggio a tre serbatoi in cui i serbatoi passano in sequenza dallo stato pulito a quello sporco e infine a quello saturo: il primo serbatoio rimuove la resina, il secondo la lava e il terzo rimuove il detergente sporco.
Il detergente a base di resina liquida e il polimero dovranno essere raccolti per essere smaltiti in modo adeguato.
Risoluzione dei problemi di Magna
Caricamento file
- Il file sulla chiavetta USB non viene riconosciuto
Per caricare il file da una chiavetta USB, questa deve essere formattata in formato FAT32: è l'unico formato che la stampante è in grado di riconoscere. Non caricare il file da un server, ma salvalo invece localmente sul tuo PC. Assicurarsi che il firewall sia disattivato, poiché potrebbe impedire la connessione. Aggiorna la pagina sull'interfaccia utente per verificare che il file caricato sia presente.
- Modifiche all'indirizzo IP della stampante
Verifica che il router Wi-Fi non sia impostato su un indirizzo IP dinamico, poiché in tal caso alla stampante verrebbe assegnato un nuovo indirizzo IP ogni volta. Prova a collegarti utilizzando questo metodo di trasferimento file online. Assicurati che la stampante e il PC siano collegati alla stessa rete da cui stai estraendo il file e che il file sia salvato localmente sul tuo PC anziché su un server.
Piattaforma
- Ricalibrazione della piattaforma
Se si verifica un errore di stampa e il team Photocentric ti consiglia di ricalibrare la piattaforma, puoi scoprire come farlo qui: ti sconsigliamo vivamente di ricalibrare la piattaforma se non è necessario.
- La piattaforma non si muove
Nell'interfaccia grafica, premere "Manutenzione" e poi "Sollevamento piattaforma" per verificare se il motore solleva normalmente la piattaforma. Se si sente un rumore metallico e la piattaforma non si solleva, contattare photocentric.
Interfaccia utente - Blocco della GUI
Magna v.1 - Controlla l'icona della stampante nell'angolo in alto a sinistra dell'interfaccia grafica: dovrebbe essere di colore verde quando la stampante è abilitata. Se l'icona è rossa, significa che la stampante è disabilitata e non funzionerà. Premi l'icona della stampante per abilitarla. Verifica che la stampante utilizzi il software e il firmware corretti sia sulla scheda PCB che sul Pi.
Sensore porta
Verifica che sulla stampante sia installata la versione più recente del software. Visita il nostro sito web e controlla che la versione installata sia aggiornata; in caso contrario, scaricala. Apri lo sportello e controlla che l'interruttore non sia danneggiato.
Schermo - Nessuna immagine visualizzata
Se sullo schermo LCD non viene visualizzata alcuna immagine, premere "Manutenzione" nell'interfaccia grafica e poi "Display 4K" per verificare se lo schermo LCD visualizza l'immagine. Se il logo non viene visualizzato, contattare photocentric
Sensore di perdita dell'acqua
Il segnale acustico indica che sono stati attivati i sensori di perdita del serbatoio e successivamente quelli del sistema Blow-Peel, segnalando una perdita nel serbatoio. Le perdite dal serbatoio si verificano quando la pellicola del serbatoio viene perforata da frammenti di parti stampate che vengono spinti contro il fondo del serbatoio. La resina scorre quindi sotto la pellicola, entrando nei quattro canali del sistema Blow-Peel mentre l'aria viene evacuata durante il ciclo di ritorno dell'aria. Il sensore interrompe quindi il processo di stampa e impedisce che altra resina entri nel sistema Blow-Peel. Si tratta di un'operazione fondamentale per evitare danni alla macchina. I sensori si attivano e fanno scattare l'allarme. Questo video mostra come pulire dopo una perdita dal serbatoio:

Se all'interno del sensore si è indurita della resina, il segnale acustico continuerà anche dopo la pulizia. In tal caso, sarà necessario rimuovere il sensore difettoso. Per accedervi, occorre aprire i pannelli laterali e scollegare i sensori uno alla volta per individuare quello difettoso. Questo video mostra come rimuovere e sostituire i sensori

Una volta individuato il sensore difettoso, comunicacelo e ti invieremo un ricambio. Qui di seguito ti mostriamo come rimuovere le tracce di resina dalla pellicola protettiva.

Una volta completata l'installazione e messo in funzione il sistema, si prega di eseguire il test di funzionamento del sensore di perdite del serbatoio per verificare che tutto sia collegato correttamente.
Il sistema di sbucciatura ad aria non funziona
Nell'interfaccia grafica, premere "Manutenzione" e poi "Pompa" per eseguire un test e verificare se l'aria rimane intrappolata tra la lastra dello schermo e la pellicola della vasca. Se si sgonfia, rimuovere la vasca della resina e controllare che la guarnizione di separazione a soffiaggio sia ben appoggiata sullo schermo. Verificare che non vi siano fori nella vasca. Controllare che non vi siano collegamenti allentati nei tubi dell'aria.

Photocentric
- Chiave di licenza smarrita
Se hai smarrito la chiave di licenza, visita il nostro sito web qui e acquista il servizio di ripristino della chiave di licenza.
- Attivazione della licenza di Studio su un altro sistema
Per trasferire la licenza dello studio su un altro sistema, devi prima disattivarla sul sistema attuale. Apri il software e vai alla scheda "Aiuto". Seleziona l'opzione per rimuovere la licenza dal sistema attuale. Questa operazione disattiverà la licenza su quel computer; per eseguire questa procedura è necessaria una connessione a Internet attiva.
Come aumentare la velocità di stampa con Magna?
Stampa con uno spessore dello strato maggiore e utilizza l'opzione di spessore variabile dello strato per le aree in cui la finitura superficiale è importante.
Se lo spessore delle pareti dei pezzi non supera i 10 mm, come nel caso di mascherine dentali personalizzate, calchi (splint), paralumi, visiere protettive, ecc., è possibile utilizzare il profilo di stampa veloce Magna v.2.
Diagnosi dei difetti di stampa
Non c'è nulla fissato alla piattaforma

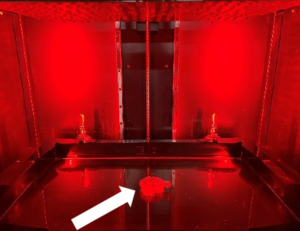
Aspetto:
Non è stato stampato nulla sulla piattaforma e il pezzo rimane immerso nella vasca, sommerso dalla resina.
Cause:
La parte relativa al software è posizionata sopra la piattaforma nel software di slicing.
La piattaforma è troppo liscia o non è posizionata correttamente.
Reazione troppo lenta: resina fredda o tempo di esposizione troppo breve.
Risoluzione dei problemi:
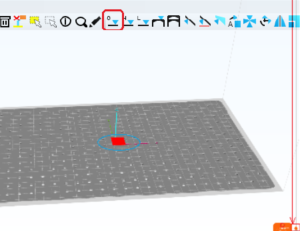
Software - Per verificare che il file inizi all'altezza Z corretta sulla piattaforma, è possibile scorrere visivamente i primi strati spostando il cursore di sezionamento sul lato destro della finestra di anteprima utilizzando i tasti di scelta rapida Pag. Su e Pag. Giù sulla tastiera.
Piattaforma – Se la piattaforma è diventata troppo liscia, potrebbe non aderire più al polimero. Prendi una carta vetrata a grana fine (grana 40) e strofinala con movimenti circolari sulla superficie per creare una rugosità.
Se il posizionamento non è corretto, la stampa potrebbe iniziare sopra lo schermo LCD; in tal caso, eseguire il riposizionamento seguendo queste istruzioni
Reazione troppo lenta: assicurati di aver riscaldato la resina prima di versarla nella vasca, poiché alcuni tipi sono meno reattivi a basse temperature rispetto ad altri. 35 °C è una buona temperatura per avviare una stampa.
Verifica che sia stata selezionata la giusta impostazione della resina per il tipo di materiale che stai utilizzando.
Solo intimo tecnico

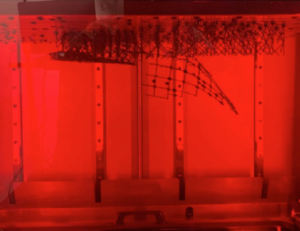
Aspetto:
Sono stati realizzati solo i primi strati di base fissati alla piattaforma; il resto della stampa (freccia) si trova nella vasca.
Cause:
Reazione troppo lenta: la resina è troppo fredda o il tempo di esposizione è troppo breve.
La funzione "Blow Peel" non funziona: la guarnizione del sistema "Blow Peel" è danneggiata e presenta una perdita d'aria.
Risoluzione dei problemi:
Reazione troppo lenta: assicurati di aver riscaldato la resina prima di versarla nella vasca, poiché alcuni tipi di resina sono meno reattivi a basse temperature rispetto ad altri. 35 °C è una buona temperatura per avviare una stampa. Verifica che sia stata selezionata l'impostazione corretta per il tipo di resina che stai utilizzando.
Blow Peel non funziona: verifica eseguendo un test Blow Peel, seguendo le istruzioni del video qui.
Supporta solo
Aspetto:
I supporti vengono realizzati solo con la parte principale immersa nella vasca.
Cause:
È stato selezionato un profilo di supporto errato.
Il diametro della punta di supporto è troppo piccolo.
Indurimento insufficiente causato da un profilo della resina errato
Errore durante la rimozione della pellicola.
Risoluzione dei problemi:
È stato selezionato un profilo di supporto errato: se è troppo stretto o presenta una distribuzione troppo rada, non sarà abbastanza resistente per sostenere il pezzo; consulta qui le nostre linee guida di progettazione
Diametro del supporto troppo piccolo: se è troppo piccolo, non sarà abbastanza resistente per sostenere il pezzo; ogni materiale ha una dimensione minima delle caratteristiche che è in grado di sostenere. Consulta qui le nostre linee guida di progettazione
Polimerizzazione insufficiente causata da un profilo della resina errato: ogni tipo di materiale richiede tempi di esposizione diversi. Se si taglia il file con un profilo errato, il tempo di esposizione potrebbe non essere sufficiente per formare i supporti e il modello risulterà difettoso.
Errore del sistema Blow Peel:verificare eseguendo un test Blow Peel, seguendo le istruzioni del video disponibile qui. Se il sistema Blow Peel smette di funzionare durante il processo di stampa, la forza di distacco potrebbe essere tale da staccare il modello dai supporti. Sull'interfaccia grafica, premere "Maintain" e poi "Pump" per eseguire il test e verificare se l'aria rimane tra la piastra dello schermo e la pellicola della vasca. Se si sgonfia, rimuovere la vasca della resina e controllare che la guarnizione del Blow Peel sia ben appoggiata sullo schermo. Verificare che non ci siano fori nella vasca. Controllare che i tubi dell'aria non presentino collegamenti allentati.
Le interruzioni di foglio avvengono in una fase successiva della stampa
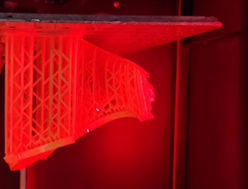
Aspetto:
Il pezzo è perfettamente formato solo fino a un certo punto, il resto della stampa si trova ancora nella vasca.
Cause:
Mancanza di corrente – interruzione di corrente durante la stampa
Errore "Slice mancante nel file - dalla mesh"
Il componente presenta una carenza strutturale: mancano i supporti o l'oggetto stesso
Perdita dalla vasca - la resina si è riversata sotto la vasca
La funzione Blow Peel non funziona – La guarnizione del Blow Peel non è posizionata correttamente
Residui nella vasca – grandi particelle solide presenti nella resina
Risoluzione dei problemi:
Mancanza di corrente: controlla che non si tratti di un'interruzione di corrente, perché la stampante non si riavvia.
Mancanza di una sezione nel file: verifica che il file sia completo e che non vi siano file immagine vuoti in corrispondenza del punto in cui si verifica l'interruzione, scorrendo i livelli in quella zona. Spostando il cursore delle sezioni sul lato destro della finestra di anteprima con i tasti di scelta rapida Pag. Su e Pag. Giù della tastiera, potrai vedere se è presente un file contenente una sezione vuota (ovvero priva di pixel bianchi o con una quantità significativamente ridotta di essi). Se presente, rimuovila o correggila.
Controlla l'elenco delle parti per verificare se è presente un avviso di errore della mesh sulla parte anteriore di una qualsiasi parte. Se ne trovi uno, utilizza gli strumenti di riparazione della mesh per correggere la parte ![]()
Il pezzo presenta una debolezza strutturale a livello di progettazione: verificare che non vi siano variazioni significative dell'area della sezione trasversale all'altezza in cui la stampa si è interrotta; in caso contrario, riposizionarlo con un'angolazione diversa e rinforzare il supporto.
Perdita dalla vasca: controllare che non ci sia resina sotto la vasca. Se ce n’è, sostituire la pellicola della vasca https://photocentricgroup.com/liquid-crystal-magna-resource-hub/
Il sistema "Blow Peel" non funziona: eseguire un test di tenuta dell'aria seguendo le istruzioni del video disponibile qui. Nell'interfaccia grafica (GUI), premere "Manutenzione" e poi "Pompa" per eseguire il test e verificare se l'aria rimane intrappolata tra la piastra dello schermo e la pellicola della vasca. Se l'aria fuoriesce, rimuovere la vasca della resina e controllare che la guarnizione del sistema "Blow Peel" sia posizionata correttamente sullo schermo. Verificare che non vi siano fori nella vasca. Controllare che non vi siano collegamenti allentati nei tubi dell'aria.
Residui nella vasca: la presenza di particelle solide di grandi dimensioni nella vasca può impedire allo strato successivo di iniziare all'altezza corretta. Filtrare la resina e riversarla nella bottiglia, quindi pulire la vasca con IPA. Pulire la piattaforma, assicurandosi che non rimangano particelle solide nei fori o sulla superficie superiore della piattaforma.
Crepa
Aspetto:
Le crepe sono delle fratture nel pezzo, che si formano durante la stampa o dopo l'esposizione.
Cause:
Se una massa di grandi dimensioni si contrae in misura maggiore rispetto a una massa più piccola, l'unico modo in cui può neutralizzare la forza è allontanarsi.
Elevata densità di riempimento o di rinforzo interno.
Isole non supportate all'interno di parti cave.
Risoluzione dei problemi:
Una massa di grandi dimensioni si restringe più di una massa più piccola. Evita cambiamenti improvvisi della superficie durante la stampa; se possibile, orienta il pezzo con un angolo di 45 gradi. Crea dei supporti esterni nel file, poi svuotalo e infine aggiungi il riempimento. Non svuotarlo prima, altrimenti il software genererà automaticamente dei supporti interni nei vuoti.
Elevata densità di riempimento o di rinforzo interno – Esistono numerose strutture a traliccio, sia geometriche che organiche, in grado di garantire la resistenza e ridurre al minimo la massa. Aggiungere quindi i fori di drenaggio necessari per garantire che le complesse strutture a traliccio interno possano essere lavate accuratamente. Risciacquare e lasciare asciugare per 4 ore prima di riporre il pezzo nell'unità di polimerizzazione.
Isole non supportate all'interno di parti cave: verificare la presenza di isole all'interno della cavità cliccando su "Mostra isole" (evidenziato) oppure utilizzare la barra di scorrimento per controllare la parte. Se necessario, supportare manualmente le isole.
![]()
Deformazione

Aspetto:
Il pezzo si è deformato rispetto alla forma prevista.
Cause:
Ciò è dovuto all'effetto cumulativo del restringimento, che si distribuisce in modo non uniforme su tutta la stampa.
Risoluzione dei problemi:
Eliminare le deformazioni in ogni tipo di geometria richiede esperienza, ma è sempre possibile farlo ricorrendo a una combinazione di:
- Posiziona il pezzo sulla piattaforma in modo tale che eventuali variazioni brusche di superficie tra una sezione e l'altra siano attenuate; ciò può comportare il suo posizionamento con un'angolazione diversa rispetto alla verticale.
- Evita che la superficie si deformi durante la stampa.
- Sostituisci gli elementi pieni con una struttura a traliccio: il software VoxelDance Additive garantirà una solida rete di supporto a traliccio, riducendo la massa e quindi il ritiro.
- Utilizzo di una fitta rete di supporti esterni per mantenere il pezzo in posizione durante la stampa.
- Asciugare accuratamente i pezzi prima della lavorazione successiva.
- Lasciare il pezzo con i supporti ancora fissati sulla piattaforma fino al termine della post-elaborazione.
Linea verticale

Aspetto:
Linea verticale che percorre l'intero pezzo.
Cause:
Un guasto dello schermo che causa la comparsa di una linea fissa o di un pixel difettoso.
Risoluzione dei problemi:
Guasto dello schermo con la comparsa di una linea fissa o di un pixel bloccato: questi problemi sono causati dalle forti forze di distacco che si generano durante la stampa di oggetti piatti e di grandi dimensioni, le quali sollevano lo schermo e danneggiano il cavo a nastro.
Questo fenomeno si verifica più comunemente quando si stampano oggetti di grandi dimensioni a tinta unita che coprono più del 30% della superficie dello schermo.
Si prega di seguire i passaggi riportati di seguito e di comunicare i risultati al team Photocentric .
Controllo del display
- Rimuovere la vasca della resina e la piattaforma di stampa dalla stampante e metterle da parte.
- Nell'interfaccia grafica, selezionare "Gestisci " e poi "Visualizza test".
- Ti preghiamo di registrare un video dell'intero schermo durante il test e di inviarcelo per la verifica.
Per evitare che ciò si ripeta in futuro, orientare i pezzi con un angolo di 45 gradi e svuotarli se l'area piena supera i 30x30 mm per i materiali duri o gli 80x80 mm per i materiali resistenti.
Linea orizzontale

Aspetto:
Il pezzo presenta una linea evidente che non fa parte del disegno. Questa linea può estendersi fino a provocare una rottura sul bordo esterno del pezzo.
Cause:
La presenza di detriti nella vasca fa sì che il pezzo venga posizionato al di sopra del livello corretto durante l'esposizione dello strato successivo.
Nel file di stampa manca una sezione.
Il progetto del componente presenta una grave debolezza strutturale nella sua forma che causa un cedimento strutturale.
La pellicola del vaschetta è troppo lassa e non si stacca completamente dal pezzo durante la rimozione.
Struttura di sostegno fragile, non sufficientemente resistente per sopportare le sollecitazioni durante la costruzione.
Risoluzione dei problemi:
Residui nella vasca: è possibile individuarli risalendo lungo la linea fino all'origine dell'errore, dove dovrebbe trovarsi il frammento di polimero sporgente. Filtrare la resina e riversarla nella bottiglia, quindi pulire la vasca con IPA. Pulire la piattaforma, assicurandosi che non rimangano particelle solide nei fori o sulla superficie superiore della piattaforma.
Mancanza di una sezione nel file: verifica che il file sia completo e che non vi siano file immagine vuoti in corrispondenza del punto in cui si verifica l'interruzione, scorrendo i livelli in quella zona. Spostando il cursore delle sezioni sul lato destro della finestra di anteprima con i tasti di scelta rapida Pag. Su e Pag. Giù della tastiera, potrai vedere se è presente un file contenente una sezione vuota (ovvero priva di pixel bianchi o con una quantità significativamente ridotta di essi). Se presente, rimuovila o correggila.
Controlla l'elenco delle parti per verificare se è presente una notifica di errore della mesh su una qualsiasi parte. Se ce n'è una, utilizza gli strumenti di riparazione della mesh per correggere la parte. ![]()
Il pezzo presenta una grave debolezza strutturale a livello di progettazione: verificare che non vi siano variazioni significative dell'area della sezione trasversale all'altezza della linea. Cambiamenti improvvisi nell'area della superficie creano un ritiro irregolare, con la tensione che viene rilasciata solo dalla separazione del pezzo a quel livello. Per ridurre questo fenomeno, orientare il pezzo a 45 gradi rispetto all'asse xy ed evitare la presenza di grandi sporgenze. Se il pezzo non viene supportato adeguatamente, le aree di grandi dimensioni appena formate si sposteranno causando un disallineamento in quello strato.
La pellicola del bacino è troppo lassa: assicurati che non presenti pieghe visibili e che non sia troppo floscia. Sostituisci la pellicola del bacino ogni 30 stampe per mantenere la corretta tensione della pellicola.
Struttura di supporto insufficiente: assicurati che sia sufficientemente robusta da resistere a qualsiasi movimento durante la rimozione dei supporti e alla forza di gravità. Se il modello presenta un numero insufficiente di supporti o se il diametro dei supporti è inferiore a quello raccomandato, il modello potrebbe muoversi o spostarsi durante la stampa, causando la formazione di linee, lo spostamento degli strati o la delaminazione. Segui le linee guida Photocentric per i supporti qui
Coppettazione
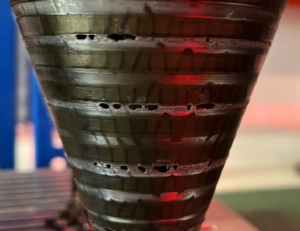
Aspetto:
Il cupping, o "blowout", è un foro nella parete laterale di un oggetto sferico.
Cause:
Il fenomeno del "cupping" si verifica quando una porzione concava o convessa di un pezzo funge da ventosa e intrappola l'aria durante la stampa. Durante la stampa di una cavità, quando la piattaforma di costruzione si allontana dallo schermo durante il processo di distacco, lo spazio vuoto all'interno della cavità aumenta di volume e riduce la pressione al suo interno, spingendo la parete verso l'interno.
Risoluzione dei problemi:
Il fenomeno del "cupping" tende a manifestarsi in modo più evidente con le resine che presentano una bassa resistenza iniziale o una viscosità più elevata. È particolarmente evidente nelle forme perfettamente sferiche, nei modelli di grandi dimensioni a forma di coppa o in quelli con pareti molto sottili.
Per ridurre al minimo la formazione di vuoti d'aria:
- Posizionare il pezzo da stampare con un'inclinazione di 45 gradi.
- Aggiungi un foro di sfiato nella parte inferiore del disegno.
- Aumentare lo spessore della parete.
Consulta qui le linee guida di progettazione consigliate per il tuo specifico materiale e modello di stampante
Formazione di fango
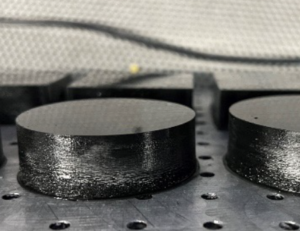
Aspetto:
Sul pezzo è presente della resina indurita in eccesso e nella vasca c'è una pozza di resina indurita ancora morbida.
Cause:
Sovraesposizione della resina dovuta al suo spostamento mentre è ancora in fase di polimerizzazione. Questo fenomeno è particolarmente evidente negli oggetti solidi di grandi dimensioni, superiori a 30x30 mm.
Risoluzione dei problemi:
Ciò è dovuto al fatto che la resina è troppo calda o che il ciclo di permanenza è troppo breve. Se il pezzo ha una superficie superiore a 30x30 mm, deve essere svuotato o orientato ad angolo. Maggiore è la superficie, maggiore deve essere il tempo di ritardo; aumentare il "Tempo di ritardo" nelle "Impostazioni di stampa". Non superare un'area solida singola superiore a 20.000 mm² e non utilizzare una dimensione del riquadro di delimitazione solido superiore a 200x122 mm. Se il modello supera queste dimensioni, è necessario svuotarlo o renderlo a reticolo.
Linea tracciata a una distanza di 20-30 mm dall'inizio
Aspetto:
Cause:
Questa linea è causata dalle forze di aspirazione che si generano durante la stampa quando il pezzo si stacca al di sopra del livello della resina nel serbatoio, senza che la pressione possa essere scaricata. Il foro nella base non consente lo scarico della pressione dell'aria quando il pezzo supera il livello della resina nel serbatoio.
Risoluzione dei problemi:
Praticare un foro nella parete laterale per consentire il passaggio dell'aria.
Pieghe sulle parti stampate
Aspetto:
Cause:
La pellicola della vasca è allentata e occorre rifare il rivestimento della vasca.
Risoluzione dei problemi:
Rinnovare la pellicola del tino seguendo le istruzioni riportate qui
Photocentric Wash L
Installazione e configurazione
Scegliete un luogo pianeggiante e stabile con spazio sufficiente per l'apparecchio e lasciate un po' di spazio libero sopra di esso per poter aprire il coperchio.
Il luogo di installazione deve avere una temperatura di esercizio compresa tra 18 e 28 °C. Utilizzare il prodotto in un ambiente di lavoro con scarsa illuminazione o illuminato con luce rossa, poiché la resina polimerizza alla luce ambientale; evitare sempre l'esposizione diretta alla luce solare. Utilizzare Photocentric Wash L in un'area ben ventilata; si consiglia l'estrazione diretta tramite condotto. Per collegare Air Wash L al sistema di estrazione, utilizzare un cacciavite per aprire lo sfiato sulla parte superiore dell'unità e fissare un raccordo da 4 pollici, acquistabile separatamente.

Unboxing dell'Air Wash L
Air Wash L è imballato in una scatola di cartone. Non sollevare l'unità, poiché pesa 56 kg (124 libbre). Per disimballare Air Wash L, rimuovere l'imballaggio in plastica e togliere il rivestimento di cartone che ricopre l'unità. Verificare che i freni delle rotelle non siano bloccati, far scorrere l'unità fuori dalla base di cartone, sulle rotelle, e posizionarla nel punto desiderato. Si consiglia di eseguire questa operazione in due persone. Utilizzare guanti di sicurezza con una superficie antiscivolo per evitare di scivolare. Una volta posizionata correttamente, premere i freni delle rotelle per garantire la stabilità dell'unità durante il funzionamento.
Requisiti di alimentazione
Air Wash L richiede un'alimentazione di rete con messa a terra con una tensione di 110 V CA o 220 V CA e ha un consumo energetico nominale di 35-45 watt. Collegare Photocentric Wash L alla presa di corrente solo utilizzando il cavo di alimentazione in dotazione. Il cavo di alimentazione dell'unità di lavaggio si trova sul lato destro della macchina. Collegare sempre il cavo di alimentazione alla presa di corrente e all'unità di lavaggio prima di accendere l'alimentazione dalla presa di corrente. Allo stesso modo, spegnere sempre l'alimentazione dalla presa di corrente prima di scollegare il cavo di alimentazione dall'unità di lavaggio o dalla presa di corrente.
Estrazione
Utilizzare sempre Air Wash L in un locale ben ventilato. Si consiglia di utilizzare l'unità di aspirazione Bofa; per ulteriori informazioni, cliccare qui.
Per collegare l'Air Wash L al sistema di aspirazione, utilizzare un cacciavite per aprire lo sfiato situato nella parte superiore dell'unità e fissare un raccordo da 4 pollici (da acquistare separatamente), che può essere collegato al condotto di aspirazione. Qui è possibile trovare un esempio di raccordo .
Configurazione del sistema Air Wash L
Aprire il coperchio e sollevare la staffa di supporto. Il cestello è asimmetrico a causa di un’inclinazione alla base; assicurarsi che i piedini più lunghi siano posizionati sul lato sinistro dell’apparecchio. Versare Photocentric fino al segno «Livello massimo». Collegare l’apparecchio alla presa di corrente. Riposizionare la staffa di supporto.
Lavaggio ad aria in funzione L
1. Assicurarsi che il coperchio dell'unità di lavaggio sia aperto prima di rimuovere la piattaforma dalla stampante.
2. Rimuovere la piattaforma dalla stampante ruotando la manopola in senso antiorario e afferrando le maniglie.
3. Lasciare che la resina in eccesso coli nel bacino prima di rimuovere la piattaforma dalla stampante.
4. Tenere la piattaforma sopra la vasca di lavaggio aperta e applicare la staffa al centro, sotto la piastra di posizionamento della piattaforma.
5. Abbassare con cautela la piattaforma nell'unità di lavaggio, posizionando la staffa di supporto lungo la larghezza della vasca.
6. Chiudere il coperchio e premere il pulsante di accensione per avviare il ciclo di lavaggio; per informazioni sui tempi di lavaggio, consultare la scheda tecnica della resina.
7. Una volta completato il ciclo, premere il pulsante di accensione situato sulla parte anteriore della macchina per spegnerla. Non lasciare la piattaforma nel detergente per resina per un tempo superiore a quello indicato nella scheda tecnica della resina, poiché ciò potrebbe avere effetti negativi sui componenti.
8. Sollevare la piattaforma dalla vasca di lavaggio e rimuovere la staffa. Quest'ultima può essere riposta nella vasca di lavaggio in vista del prossimo utilizzo.
9. Inclinare la piattaforma sopra la vasca di lavaggio per consentire al detergente per resina in eccesso di defluire.
10. Chiudere il coperchio dell'unità di lavaggio, trasferire la piattaforma nel lavandino e sciacquare i componenti con acqua tiepida.
11. Asciugare i componenti con aria compressa oppure, se non disponibile, lasciarli asciugare all'aria prima della post-polimerizzazione.
Quando sostituire il detergente per resina
Il detergente per resina si satura gradualmente di resina e diventa progressivamente meno efficace. Utilizza un idrometro per misurare la densità e, quando raggiunge 1,02, sostituisci il detergente per resina. La procedura è descritta qui
Per pulire l'unità di lavaggio, assicurarsi che sia spenta e scollegata dalla rete elettrica. Collegare un tubo adeguato alla valvola di scarico e lasciare che il prodotto chimico usato defluisca in un contenitore idoneo allo smaltimento, che dovrà essere ritirato da un'agenzia di smaltimento rifiuti autorizzata in conformità con le normative locali; consultare la scheda di sicurezza del detergente.
Il diametro interno della valvola di scarico è di 30 mm; i materiali consigliati per il tubo sono EPDM, EPM e NR.
Una volta scaricato il solvente, si noterà che il serbatoio presenta una pendenza alla base. Rimuovere eventuali residui accumulati in questo punto e smaltirli in modo sicuro. Se si nota un accumulo di resina sulle barre dell'aria, utilizzare una chiave da 14 mm per allentare i due dadi che fissano il gruppo al serbatoio. Rimuovere il gruppo e pulirlo accuratamente, quindi rimontarlo seguendo la procedura inversa, assicurandosi che i fori siano rivolti verso il basso.
Dopo la pulizia, assicurarsi che la valvola di scarico sia chiusa prima di aggiungere solvente nuovo all'unità di lavaggio.
Puoi scaricare il manuale d'uso qui.
Photocentric L2

1. Interruttore On/Off
2. Ventola interna
3. Unità di misura della temperatura
4. Regolazione della temperatura
5. Regolatore con timer
6. Regolazione del timer
7. Staffa di sospensione
8. Unità di riscaldamento
9. Guarnizione della porta
10. Luce posteriore
11. Luce inferiore
12. Ripiano in vetro

1. Interruttore On/Off
2. Ventola interna
3. Unità di misura della temperatura
4. Regolazione della temperatura
5. Regolatore con timer
6. Regolazione del timer
7. Staffa di sospensione
8. Unità di riscaldamento
9. Guarnizione della porta
10. Luce posteriore
11. Luce inferiore
12. Ripiano in vetro
Installazione e configurazione
Scegliete una posizione adeguata per il vostro Photocentric L2, assicurandovi che vi sia spazio sufficiente (vedi sotto). Ha dimensioni esterne di 500 (L) x 350 (P) x 550 (A) mm e può ospitare pezzi alti fino a 220 mm.

Le dimensioni sono espresse in millimetri
Unboxing del Cure L2
Rimuovere l'imballaggio esterno e riciclarlo. Il Cure L2 pesa 64 kg (141 libbre), pertanto sollevarlo con attrezzature adeguate o con un numero sufficiente di persone (si consigliano quattro). Lasciare spazio sufficiente per aprire la porta, lavorare e rimuovere eventuali ostacoli. Indossare guanti e seguire le procedure di sicurezza per il sollevamento. Utilizzare sempre Photocentric L2 in un’area ben ventilata. Se è necessario il raccordo per il collegamento del sistema di estrazione, è possibile scaricare qui un file STL Photocentric da stampare .
Requisiti di alimentazione
Photocentric L2 richiede un'alimentazione di rete con messa a terra con una tensione compresa tra 110 V CA e 240 V CA e una frequenza compresa tra 50 Hz e 60 Hz. Ha un consumo energetico di 1000 W. Assorbe una corrente di 4 A quando è collegato a un'alimentazione a 240 V CA, oppure di 9 A quando è collegato a un'alimentazione a 100 V CA. Collegare Photocentric L2 alla presa di corrente utilizzando il cavo di alimentazione in dotazione. Inserire sempre il cavo di alimentazione nella presa di corrente e nell'unità di polimerizzazione prima di accendere l'alimentazione dalla presa di corrente. Allo stesso modo, spegnere sempre l'alimentazione dalla presa di corrente prima di scollegare il cavo di alimentazione dall'unità di polimerizzazione o dalla presa di corrente. La presa di alimentazione dell'unità di polimerizzazione si trova sul retro della macchina, sul lato destro. L'interruttore di alimentazione si trova sulla parte anteriore, in alto a sinistra.
Operating Cure L2
La temperatura dell'unità è preimpostata in fabbrica a 60 °C (che corrisponde anche alla temperatura massima). Per impostare la temperatura del programma di polimerizzazione, premere il pulsante «Set» sul regolatore di temperatura, quindi selezionare la temperatura desiderata utilizzando le frecce. Una volta effettuata la selezione, premere nuovamente il pulsante «Set». Quando viene visualizzata la temperatura desiderata, impostare il tempo.

Tenere premuto il pulsante «Set» sul pannello del timer e utilizzare le frecce per impostare il tempo desiderato per il programma di polimerizzazione. Consultare la scheda tecnica della resina per individuare il tempo desiderato. Premere nuovamente il pulsante «Set» per confermare la selezione.
1. Accendere l'unità di polimerizzazione utilizzando il pulsante di accensione situato in alto a sinistra della macchina. Una volta accesa, si illuminerà.
2. Impostare il ciclo di polimerizzazione desiderato utilizzando i regolatori di tempo e temperatura. Attendere che l'unità di polimerizzazione raggiunga la temperatura impostata prima di caricare i pezzi (in genere tra i 5 e i 15 minuti).
3. Una volta che i componenti e la piattaforma sono stati lavati, risciacquati e asciugati, trasferirli nell'unità di polimerizzazione.
4. Aprire lo sportello dell'unità di polimerizzazione utilizzando il fermo di sicurezza situato sul lato destro e posizionare la piattaforma di stampa sulla staffa di sospensione.
5. Chiudere la porta e bloccarla con il fermo di sicurezza.
6. Tenere premuta la freccia «Su» sul timer per avviare il ciclo. Il display inizierà a lampeggiare. L'unità di polimerizzazione non funzionerà se lo sportello è aperto.
7. Una volta completato il ciclo di polimerizzazione, si udirà un segnale acustico continuo. Spegnere l'unità di polimerizzazione utilizzando il pulsante di accensione.
8. Aprire lo sportello dell'unità e, indossando guanti resistenti al calore, rimuovere la piattaforma di stampa dalla staffa di sospensione. A seconda delle indicazioni riportate nella scheda tecnica della resina, immergere la piattaforma in acqua fredda per effettuare uno shock termico oppure lasciarla raffreddare prima di rimuovere manualmente i pezzi.
Manutenzione
Prima di eseguire una qualsiasi delle operazioni riportate di seguito, assicurarsi che l'apparecchio sia a temperatura ambiente e sia stato scollegato dalla rete elettrica. Assicurarsi che l'interno dell'apparecchio sia pulito, in particolare il vetro che copre le lampade UV. Verificare lo stato della guarnizione della porta per garantire il mantenimento del calore. Verificare l'integrità del cavo di alimentazione. Assicurarsi che le prese d'aria sulla parte superiore dell'apparecchio non siano ostruite o piene di polvere.
Guide tecniche e applicative
Precisione dimensionale
La precisione dimensionale è un parametro prestazionale fondamentale per qualsiasi piattaforma di produzione additiva. La nota tecnica riportata di seguito illustra i fattori che influenzano l'accuratezza, la precisione e la ripetibilità dei pezzi stampati con LC Magna. Descrive inoltre in dettaglio in che modo LC Magna , i materiali e il flusso di lavoro LC Magna contribuiscono a garantire prestazioni costanti in tutto il volume di costruzione.
L'obiettivo è fornire ai nostri utenti tecnici conoscenze pratiche che consentano loro di ottenere risultati ottimali con LC Magna contesti produttivi particolarmente impegnativi.
Linee guida per la stampa di oggetti di scena
Tutto quello che devi sapere per realizzare fantastici oggetti di scena utilizzando Photocentric LC Titan e Photocentric .
Linee guida per il casting
Le seguenti regole di progettazione ti aiuteranno a ottenere risultati di stampa e fusione ottimali e dimensionalmente precisi, nell'ambito della preparazione del tuo file CAD per la stampa.
Linee guida per gli stampi per scarpe
Stampa di stampi per scarpe con la resina HighTemp DL401 e il software VoxelDance Additive sulla Liquid Crystal .
Come realizzare modelli dentali su Magna
Guarda il video qui sotto per scoprire come realizzare modelli dentali con la tua LC Magna. Per visualizzare la guida, clicca qui

Photocentric
La preparazione dei modelli in Photocentric è una delle fasi più importanti del processo di stampa e vale la pena dedicare del tempo a comprendere appieno come posizionare e orientare i pezzi sulla stampante Magna. Si noti che questa procedura potrebbe differire da quella di altre stampanti utilizzate in precedenza.
L'utilizzo di supporti ottimizzati e un corretto orientamento dei pezzi è fondamentale per realizzare pezzi entro i limiti di tolleranza, ottenere un'eccellente finitura superficiale e garantire tempi di produzione rapidi.
Quando orienti i tuoi pezzi, tieni presente quanto segue:
- centro di gravità: questo valore cambierà man mano che la geometria si modifica durante la stampa.
- aspirazione - evitare l'effetto ventosa inserendo dei fori di sfiato
- Forze di distacco: contrastare qualsiasi forza di trazione verso il basso inclinando il pezzo in modo da ridurre al minimo la superficie per strato, puntando a un aumento graduale della superficie.
- I supporti sono necessari solo in presenza di una sporgenza o di una superficie piana rivolta verso la piattaforma.
- Finitura superficiale: utilizzare i supporti nelle aree in cui la finitura superficiale non è importante, al fine di ridurre al minimo il tempo necessario per la rimozione dei supporti.
Norme generali relative all'orientamento e al sostegno:
Per garantire la precisione dimensionale e compensare eventuali ritiri, consigliamo di aumentare il volume del modello dello 0,5% su tutti e tre gli assi (xyz).
Esegui questa operazione prima di procedere al taglio oppure impostala come predefinita aprendo il profilo della resina che hai scelto, selezionando la scheda "Pre-elaborazione del pezzo" e cliccando su "Scala di correzione del ritiro XYZ" per modificare i valori su 1,005 su tutti e tre gli assi (ovvero aumentando il volume dello 0,5%). Premi "Salva"; in questo modo, ogni volta che selezionerai questa resina, il fattore di scala verrà applicato automaticamente.

Figura 1: Scala di correzione del ritiro
Modelli di posizionamento
Posizionare i modelli troppo vicini tra loro (ad esempio quando si stampano più copie dello stesso modello) comprometterà la qualità superficiale dei pezzi e renderà più difficile il loro lavaggio. Inoltre, potrebbe rendere più difficile completare la post-elaborazione sulla piattaforma, poiché la luce non riuscirà a raggiungere tutte le aree in modo uniforme.
- Mantenere una distanza di almeno 3 mm tra i pezzi. Per le resine nere, la distanza minima tra i modelli deve essere di 5 mm.


Stampe di supporto
Quando si utilizzano i supporti, sollevare i componenti ad un'altezza minima di 10 mm sopra la piattaforma per consentire:
- Strutture di supporto più complesse
- Rimozione più agevole dei pezzi dalla piattaforma
- Rimozione più agevole del supporto dal pezzo
- Quando si stampano superfici di grandi dimensioni, aumentare l'altezza dei supporti a 20-30 mm.
Spessore minimo della parete
- per resine rigide come High Tensile e Hard, impostare il valore su 0,5 mm
- per le resine flessibili, come Flexible, impostare il valore su 2 mm
Diametro minimo della punta di supporto
- per tutti i materiali rigidi è pari a 0,6 mm
- per tutte le resine flessibili è di 1,2 mm
Consigli e trucchi per l'orientamento dei modelli
È preferibile stampare i pezzi piatti in verticale

I modelli piatti con ampie superfici non dovrebbero essere stampati in piano, direttamente sulla piattaforma di stampa o con supporti corti. Le ampie superfici aderiscono troppo alla piattaforma e si danneggiano facilmente durante la rimozione. Inoltre, il flusso della resina creerà una superficie irregolare attorno al modello. La stampa in piano e/o su supporti corti può causare la deformazione del modello a causa del restringimento e richiede più tempo per rimuovere il materiale di supporto.

I modelli piatti devono essere stampati in verticale. Il modello può quindi essere posizionato direttamente sulla piattaforma di stampa. In alternativa, sollevare il modello di 10 mm sopra la piattaforma di stampa e sostenere la superficie inferiore.
Questo orientamento riduce al minimo la superficie che richiede l'uso di supporti. Il modello risulterà così liscio su entrambi i lati e si impiegherà meno tempo a rimuovere i supporti.
Stampa con un angolo di 45 gradi rispetto agli assi x, y e z

Questo modello presenterà una superficie irregolare su un lato, poiché i pixel si spostano su di esso. Questo perché è stato orientato solo lungo l'asse x.

Per ottenere una finitura superficiale uniforme ed evitare la comparsa di linee di spostamento dei pixel sulle superfici piane, ruota il modello di 45 gradi rispetto agli assi x, y e z.
Scatole angolari a 45 gradi rispetto a tutti gli assi e con un'altezza di 15 mm dalla piattaforma

Il semplice orientamento di modelli piatti di grandi dimensioni su uno o due assi provocherà una deformazione dei primi strati creati dalle forze di distacco e dallo spostamento del baricentro.

Ruotare i modelli di grandi dimensioni, piatti o a forma di scatola, di 45 gradi su tutti e tre gli assi e sollevare il modello di 15 mm dalla piattaforma.
Questo orientamento comporta un graduale aumento della superficie, riducendo il rischio di deformazioni e di ritiro anisotropico nel modello stampato.
La stampa in verticale riduce il numero di supporti necessari

La stampa orizzontale di questo pezzo richiederebbe numerosi supporti sulla superficie inferiore, il che comporterebbe tempi più lunghi per la preparazione del file e per la rimozione dei supporti nella fase di post-elaborazione. Inoltre, senza supporti interni, il pezzo potrebbe deformarsi.

Se si posiziona questo tipo di modello in verticale, saranno necessari meno supporti. La stampa richiederà più tempo rispetto all'orientamento orizzontale, ma si risparmierà sulla post-elaborazione e si otterrà una finitura superficiale migliore.

Non stampare forme tubolari in orizzontale. Il modello si deformerà e la cavità interna passerà da circolare a ovale. L'aggiunta di supporti interni può aiutare a evitare la deformazione, ma aumenterà il tempo necessario per la preparazione del file e la post-elaborazione.
Orientare questo modello con un angolo di 45 gradi richiederebbe molti supporti e una post-elaborazione aggiuntiva.

Posizionare il tubo in verticale per ottenere una finitura superficiale ottimale e la massima precisione dimensionale. Sollevare il modello di almeno 10 mm dalla piattaforma per evitare che si stacchi a causa delle forze di aspirazione. In questo modo sarà anche più facile rimuovere i pezzi dalla piattaforma.
Per creare i supporti, selezionare il profilo in resina e poi il profilo di supporto corretto.
- Le stampe di grandi dimensioni raggiungono un'altezza Z massima di 350 mm
- Le stampe di medie dimensioni hanno un'altezza Z massima di 200 mm
- Le stampe di piccole dimensioni hanno un'altezza Z massima di 100 mm

Consigli e suggerimenti per la realizzazione di strutture di sostegno
Clicca su «Modalità di supporto» e seleziona l'opzione desiderata.
![]()
In questo modo verranno generati automaticamente i supporti.
Controllare sempre visivamente che tutte le aree critiche siano state fissate.

Se ci sono aree che richiedono un supporto aggiuntivo, premere
![]()
Quando vedi le aree non sostenute, clicca sulle zone che necessitano di rinforzo per aggiungere ulteriori supporti.
La distanza tra i supporti deve essere di 2-3 mm. Come riferimento, la dimensione delle maglie della griglia della piattaforma è di 5x5 mm.
Una volta che tutte le aree critiche sono state prese in carico, premere ![]()


I supporti automatici non sempre inseriscono supporti in tutte le zone critiche. In questa foto, i supporti sul fondo sono stati inseriti solo su un lato. Questo modello crollerà o si deformerà in questa zona a causa della forza di gravità e delle forze di distacco.

Quando si utilizzano i supporti automatici, modificare sempre il modello per aggiungere ulteriori supporti, se necessario. I supporti devono essere sufficientemente robusti da sostenere il modello e resistere alla forza di gravità e alle forze di distacco durante la stampa. Inoltre, i supporti devono trovarsi il più vicino possibile al bordo del modello.

In alcuni casi, i supporti automatici non sono sufficienti. Nell'esempio sopra riportato, è necessario aggiungere dei supporti manuali per sostenere gli angoli critici e rendere la struttura abbastanza robusta da sostenere il pezzo. Se stampato senza supporti aggiuntivi, il pezzo si romperà o si deformerà durante la stampa.

Questo è un esempio di combinazione ottimizzata di supporti automatici e regolazioni manuali. Tutti gli angoli critici sono sostenuti, i supporti sono distribuiti in modo uniforme e con la giusta densità.


Senza supporti su entrambi i bordi, i primi strati inizieranno a deformarsi, i bordi non risulteranno ben definiti e la stampa potrebbe non riuscire.

I primi strati sono molto importanti. I bordi smussati devono essere sostenuti da entrambi i lati per mantenere un bordo ben definito e netto.

Se si posiziona il pezzo in verticale sopra la piastra, direttamente o su dei supporti, i primi strati si deformeranno causando un’incurvatura.

Se le dimensioni e la forma del modello lo consentono, orientarlo ad angolo rispetto a tutti gli assi.


Una distanza tra i punti di appoggio superiore a 3 mm causerà una superficie irregolare nei punti in cui sono presenti sporgenze. Distanze superiori a 5 mm provocheranno deformazioni e delaminazioni.

La distanza tra i supporti deve essere inferiore a 2 mm e il più vicina possibile al bordo.

I supporti devono essere posizionati vicino al bordo.

Se i punti di appoggio sono troppo lontani dal bordo, il modello risulterà irregolare e deformato.

Senza supporti interni, i fori si deformano e assumono una forma ovale.

Per fori circolari di diametro superiore a 2 mm, aggiungere un supporto interno.

I piedini di supporto inclinati verso il basso come sopra saranno più difficili da rimuovere.

Aggiungendo dei piedini di appoggio inclinati verso l'alto come mostrato, sarà più facile rimuovere il pezzo.


Non stampare modelli di grandi dimensioni in piano. Sarà molto difficile rimuoverli dalla piattaforma e potrebbero rompersi.
La stampa di questa parte, come illustrato, con superfici orizzontali a sbalzo richiederà l'uso di supporti interni per evitare deformazioni. Ciò comporterebbe un lavoro di post-elaborazione aggiuntivo e darebbe luogo a una finitura superficiale scadente.

Orientare questo tipo di modello in verticale senza supporti. Il tempo di stampa sarà più lungo rispetto all'orientamento orizzontale, ma il pezzo richiederà meno tempo di post-elaborazione e presenterà quindi una finitura superficiale migliore. Orientare i pezzi con sporgenze interne in modo che richiedano il minimo di supporti interni. L'opzione migliore è allineare il pezzo con le sporgenze in verticale rispetto al piano di stampa, ottenendo così la migliore finitura superficiale su entrambi i lati.

Se le parti sporgono di oltre 1 mm e presentano angoli acuti, aggiungere dei supporti per mantenere il bordo ben definito.

Se gli elementi sporgono di oltre 2 mm e presentano angoli arrotondati, aggiungere dei supporti per mantenere la forma del bordo.

Se le sporgenze sono inferiori a 2 mm e sono autoportanti su entrambi i lati, non è necessario aggiungere dei supporti al centro.
Svuotamento
Photocentric offre la possibilità di svuotare modelli di grandi dimensioni (purché la geometria del modello e l'applicazione lo consentano).
La svuotatura riduce il consumo di resina e, di conseguenza, il costo di stampa. Inoltre, riduce il peso, il che può contribuire a migliorare la qualità di stampa e il tasso di successo.
Lo spessore minimo delle pareti per la tecnica della «fusione a cera persa» è di 0,5 mm, mentre per i modelli di prototipazione di grandi dimensioni in generale è di 2 mm.

Una volta completata la svuotatura, consigliamo di aggiungere una struttura di riempimento per rendere i modelli più rigidi e sostenere gli sbalzi interni.
Il diametro minimo di riempimento è di 0,5 mm per i pezzi realizzati con la tecnica della «fusione a cera persa», con una dimensione delle celle di 5 mm.
Le impostazioni predefinite sono un diametro di riempimento di 1 mm e una dimensione delle celle di 5 mm.

Nella "Vista trasparente" è possibile verificare la struttura del riempimento.
La svuotatura e il riempimento consentono di risparmiare fino all'80% di resina, garantendo comunque la rigidità dei modelli.
I modelli cavi devono avere dei fori di drenaggio per ridurre l'effetto di aspirazione durante la stampa.
Seleziona «Foro di drenaggio flessibile» ![]() in modalità «Assistenza».
in modalità «Assistenza».
Il diametro minimo del foro di scarico è di 4 mm.


Se i modelli cavi, come ad esempio le bottiglie, non dispongono di fori di drenaggio, la pressione interna può rompere le pareti o creare delle linee visibili su tutta la superficie del modello.

Ai modelli cavi devono essere aggiunti dei fori di drenaggio. I fori di drenaggio riducono l'effetto ventosa durante la stampa.
Esempio 1

Se si orienta questo modello con un angolo troppo acuto, come mostrato qui, si otterrà un tempo di stampa inutilmente lungo, sarà necessario utilizzare un maggior numero di supporti, con un conseguente aumento dei tempi di post-elaborazione, e la finitura superficiale risulterà scadente.

La posizione ottimale per un modello a forma di scatola consiste nel sollevare il pezzo dalla piastra di 10 mm, ruotarlo attorno a tutti e tre gli assi e sostenere adeguatamente la superficie inferiore.

Esempio 2

Supporti generati automaticamente per il coperchio di una custodia per tablet.

I bordi non sono adeguatamente sostenuti e si deformeranno durante la stampa. I primi strati si incurveranno e si deformeranno a causa delle forze di distacco e della mancanza di supporti.

La funzione di supporto automatico riconosce solo i bordi esterni come sporgenze e non supporta le superfici interne, che rimangono comunque aree critiche.

Se si stampa questo modello in verticale, con la lunghezza o la larghezza parallela alla piastra, si verificherà una deformazione nei primi strati. Anche lo sbalzo del bordo superiore potrebbe deformarsi. Ove possibile, seguire la regola della costruzione graduale, procedendo gradualmente da una superficie più piccola a una più ampia.

Dopo aver applicato i puntelli automatici, è necessario installare dei puntelli manuali sulle superfici interne. È necessario aggiungere ulteriori puntelli, distribuiti in modo uniforme e in modo da coprire tutte le aree interne.

Struttura di supporto ottimizzata dopo le regolazioni manuali.

Se disponi di spazio sufficiente, ti consigliamo di stampare questa parte in verticale con un angolo di 45 gradi rispetto alla piattaforma.
I tempi di stampa saranno più lunghi, ma quelli di post-elaborazione più brevi, poiché le superfici interne sono autoportanti. Anche la finitura superficiale risulterà migliore.
Assicurarsi che il pezzo sia sollevato di 10 mm dalla piastra.

Esempio 3

Questo orientamento non è consigliabile. Ora tutte le alette sono a sbalzo e necessitano di un sostegno (i supporti automatici non sarebbero sufficienti). Questo orientamento comporterebbe un maggiore carico di lavoro sia per il sostegno che per la finitura.

Quando si sceglie l'orientamento di stampa, è bene valutare come ridurre al minimo le sporgenze. In questo caso, le alette del motore vengono mantenute intatte con un tempo minimo di post-elaborazione, richiedendo supporti solo su un lato. È inoltre possibile aggiungere alcuni supporti interni all'interno del cilindro.

Per evitare deformazioni, stampa le superfici sottili e piatte in verticale. Se orienti questo modello a 45 gradi, il corpo principale verrà stampato correttamente, ma le alette si deformeranno leggermente poiché non sono state sufficientemente sostenute per resistere alle forze di distacco e alla gravità.

Si tratta di una combinazione ottimizzata che prevede l'uso di supporti automatici con una densità del 5% e la regolazione manuale dei supporti.

Se posizionate con un angolo di 45 gradi, non è possibile sostenere adeguatamente le alette e, dopo aver stampato 2-3 mm, queste inizieranno a deformarsi.

Una panoramica dei punti in cui inserire i suggerimenti per l'assistenza manuale.