LC Titan
The Largest LCD 3D Printer in the World
Makes the largest, high resolution, functional parts
LC Titan makes ultra-high-resolution large-format 3D printed parts Parts that can used in real applications, from elastomers to flame retardants.
Unlike Any Other Printer
Large Usable Detailed Parts
Extremely Large
Build volume of 695 x 385 x 1200 mm
(27 3/8 x 15 1/8 x 47 ¼”)
High Resolution
32-inch 8K (7680 x 4320 pixels) LCD screen
Pixel pitch of 91 microns
Full Ecosystem
Print, wash, cure with training, materials, servicing and support
Technical
Specification
Extremely Large Build Volume
695 x 385 x 1200mm
27 3/8 x 15 1/8 x 47 1/4″
High Resolution
91μm pixel pitch
Up to 28mm/hr Print Speed
At 250μm layers
ResinGlide Platform Coating
Easy clean, less waste
Patented Blow-Peel Technology
Reliable, fast printing
Remote Control and Monitoring
4k time-lapse camera
Automatic Resin Control
Auto vat fill and empty
The complete LC Titan processing system
Purpose-built post-processing.
Wide range of functional resins. Full technical support, warranty and service plans.
Wash XL
Three in one. Wash, Rinse and Dry
Purpose-built, effectively cleans large complex parts printed on LC Titan, combining wash, rinse and dry functions in single unit.

Cure XL
Cure Large Parts with Heat and Dual Wavelength Light
Provides uniform heat and dual wavelength light, evenly distributed with 360° platform rotation, delivering dimensionally accurate, tack-free parts.

Wash XL
Three in one. Wash, Rinse and Dry
Purpose-built, effectively cleans large complex parts printed on Liquid Crystal Titan, combining wash, rinse and dry functions in single unit.
Cure XL
Cure Large Parts with Heat and Dual Wavelength Light
Provides uniform heat and dual wavelength light, evenly distributed with 360° platform rotation, delivering dimensionally accurate, tack-free parts.
Wide Range of Functional Resins
From elastomeric to certified flame retardant resins for a range of industries creating functional high-definition parts.

Software
Photocentric Studio and Voxel Dance deliver full large file part preparation and printer user interface, from design to production.
Support
On-site installation and training, service plans, warranties, and full Design for Additive Manufacturing technical support available from personal and online service.
Our team of 3D printing and material science experts are always available to you.

Print Smarter:
Reduce Costs and Accelerate Production




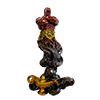



Gorilla
Print Time: 40h 20mins
Resin: Hard Black
Height: 41.4cm
Weight: 2.25kg
Supports weight: 0.3kg
Resolution: 100µm

Engine Cover
Print Time: 32h
Resin: Hard Black
Height: 60cm
Width: 60cm
Depth: 10cm
Weight: 2.6kg
Resolution: 100µm

Neptune
Print Time: 130 hrs (3 prints)
Resin: Hard Black
Height: 215cm
Width: 105cm
Depth: 70cm
Weight: 21.5kg
Resolution: 250µm
Model designed by Sanix3D

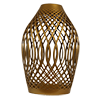
Lampshade
Print Time: 29h
Resin: Hard Black
Height: 60cm
Width: 40cm
Depth: 40cm
Weight: 2.3kg
Resolution: 250µm

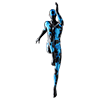
Running Man
Print Time: 60h
Resin: Hard Black
Height: 177cm
Width: 220cm
Weight: 2.9kg
Resolution: 250µm

Warrior
Print Time: 116h 40mins
Resin: Hard Black
Height: 100cm
Weight: 12kg
Supports weight: 6.5kg
Resolution: 100µm

Genie
Print Time: 65h
Resin: Hard Black
Height: 160cm
Width: 90cm
Depth: 90cm
Weight: 22kg
Resolution: 250µm
Lectern
Print Time: 52h 50m
Resin: Hard Black
Height: 115.9cm
Width: 70cm
Depth: 40cm
Weight: 22kg
Resolution: 250µm

King
Print Time: 102h
Resin: DL110HB
Height: 102cm
Weight: 7.29kg
Supports weight: 1.56kg
Resolution: 100µm
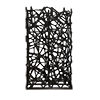
Lattice
Print Time: 60h
Resin: Hard Black
Height: 155cm
Width: 50cm
Depth: 40cm
Weight: 2.6kg
Resolution: 250µm
Total Cost of Ownership (TCO):
See the Full Picture
The costs of a 3D printer go beyond the purchase price
We believe in complete cost transparency, so we include waste, labour, consumables, materials, maintenance, energy use, in fact everything in our TCO.


"We definitely love our Photocentric printers, and the Titan is a game changer"
Brad Wriedt, Blue Hippo
Printer Comparison
Printer |
Technology |
Resolution XY |
Resolution Z/layer thicknss |
Build Volume WxDxH |
Vol Litres |
Peel-release Technology |
Fastest reliable rate of print volume |
Open / Closed System |
Processing Solution |
Printer Price |
Resin Price /kg |
Total Cost of Ownership |
Printed Part Cost |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
PrinterPhotocentric LC Titan |
TechnologyLCD |
Resolution XY91μm |
Resolution Z/layer thicknss350-50μm |
Build Volume WxDxH685x385x1200 |
Vol Litres316 |
Peel-release TechnologyPatented Blow Peel |
Fastest reliable rate of print volume
|
Open / Closed SystemOpen |
Processing SolutionDesignated wash and cure units |
Printer Price$135,200 |
Resin Price /kg$40-80 |
Total Cost of OwnershipLow |
Printed Part CostVery Low |
PrinterMassivit |
TechnologyUV Gel Extrusion |
Resolution XYN/A |
Resolution Z/layer thicknss1500-500μm |
Build Volume WxDxH1450x1110x1800 |
Vol Litres2897 |
Peel-release TechnologyTop Down UV Extrusion |
Fastest reliable rate of print volume
|
Open / Closed SystemClosed |
Processing SolutionSurface finishing required |
Printer Pricestarts from $300,000 |
Resin Price /kg$80 |
Total Cost of OwnershipHigh |
Printed Part CostModerate |
Printer3D Systems 750 |
TechnologySLA |
Resolution XYMax 2000dpi |
Resolution Z/layer thicknss100μm |
Build Volume WxDxH750x750x550 |
Vol Litres309 |
Peel-release TechnologyTop Down SLA |
Fastest reliable rate of print volume
|
Open / Closed SystemClosed |
Processing SolutionDesignated cure unit |
Printer PriceStarts from $400,000 |
Resin Price /kg$100-450 |
Total Cost of OwnershipHigh |
Printed Part CostHigh |
PrinterHp |
TechnologyMJF |
Resolution XY1200dpi |
Resolution Z/layer thicknss90μm |
Build Volume WxDxH380 x 284 x 380 |
Vol Litres41 |
Peel-release TechnologySelf Supports |
Fastest reliable rate of print volume
|
Open / Closed SystemClosed |
Processing SolutionDesignated depowder/cure |
Printer Price$350,000-500,000 |
Resin Price /kg$35-60 |
Total Cost of OwnershipHigh |
Printed Part CostVery low |
PrinterKings 800Pro |
TechnologySLA |
Resolution XY75-800 μm (Variable Beam) |
Resolution Z/layer thicknss50-150μm |
Build Volume WxDxH800 x 800 x 500 |
Vol Litres320 |
Peel-release TechnologyTop Down SLA |
Fastest reliable rate of print volume
|
Open / Closed SystemOpen |
Processing SolutionRequires 3rd party solution |
Printer Price$100,000 |
Resin Price /kg$40-80 |
Total Cost of OwnershipLow |
Printed Part CostVery Low |
PrinterStratasys Neo 800 |
TechnologySLA |
Resolution XY150-600μm |
Resolution Z/layer thicknss100μm |
Build Volume WxDxH800 x 800 x 600 |
Vol Litres384 |
Peel-release TechnologyTop Down SLA |
Fastest reliable rate of print volume
|
Open / Closed SystemOpen |
Processing SolutionDesignated cure unit |
Printer Price$250,000 |
Resin Price /kg$204 |
Total Cost of OwnershipHigh |
Printed Part CostHigh |
Book a Consultation
Want to explore large format, high resolution printing with Titan, schedule a call with our experts.
We’ll use these details to keep you up to date with Photocentric news and insights. You can unsubscribe at any time. View our Privacy Policy for more details.
82%
UK Precision Engineering at Our Core
Liquid Crystal Titan is designed and assembled in the UK with 82% UK sourced components.
Related Resources

Printing large complex automotive panels for Magna International
>

3D Printing Heineken cup replica for Leicester Tigers'
>

3D printing a car wheel with LC Titan
>